A30C&D-AS(IN)联体机操作说明书.pdf - 第18页
ZHX-A30C& D-AS(I N) 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 18 - (A) 通用输 入信号 。 为各路光电 、 磁感应、 安全开关等输入通道的当前信 号状态的显示 (由 机器输 入到 电脑 )。 下述 状态是 机器 处于 待机 时的 状态, 工作 时会 有“ 红灯 ”和 “绿灯” 之变化 。“ 红灯 ”、 “绿 灯”分 别是 高…
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 17 -
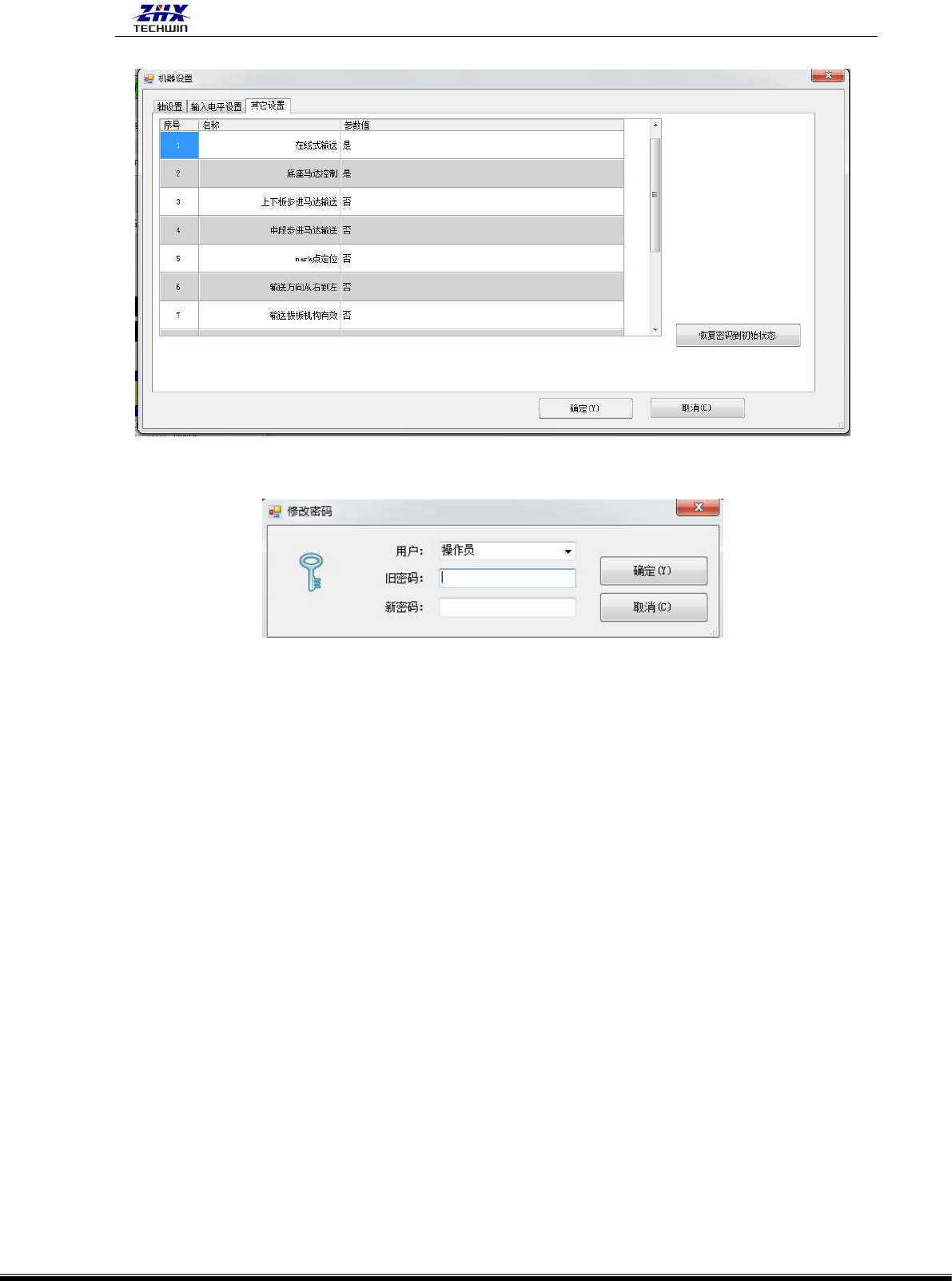
点击确定键进行保存,不准备保存的点击取消。
(2)密码设置
为了防止机器电脑操作界面上一些功能被随意启用一些数据被随意修改,因此对它们设置
了操作密码.如设备参数,元件参数和编辑功能.
具体使用如下:
a、创建密码
打开机器操作系统 → 设置 → 修改密码(初始密码空)→ 修改密码步骤 1 →输入新密码
请按“确定”→ 修改密码步骤 2 → 输入确认的新密码请按“确定”。
b、设置密码后,进入设备参数、元件参数和编辑功能时需要输入密码。
c、取消密码
打开机器操作系统 →设置 → 修改密码 → 输入已设定的密码 → 修改密码步骤 1
→ 输入新密码(密码可为空)请按“确定”
修改步骤 2 → 输入要消除密码(密码可为空)请按“确定”。
d、取消密码后,进入设备参数、元件参数和编辑功能时,就不需要输入密码
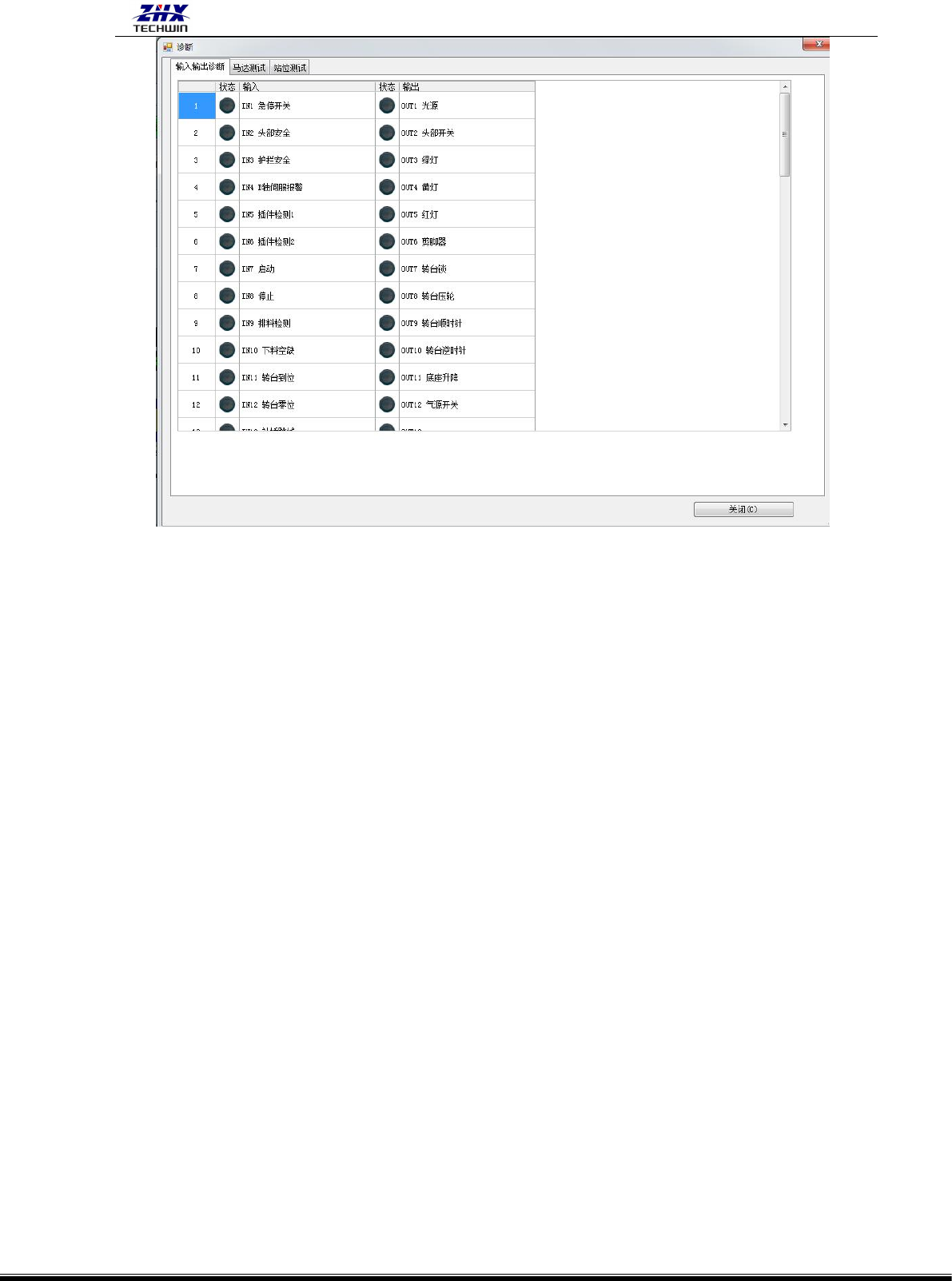
(3)IO 诊断
诊断是对输入、输出信号当前状态和伺服系统运动状态的诊断。
单步+诊断=通用输入信号、通用输出信号、专用输入信号、站位驱动、伺服系统、转台等。
1. 输入输出诊断
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 18 -
(A) 通用输入信号。为各路光电、磁感应、安全开关等输入通道的当前信号状态的显示(由
机器输入到电脑)。下述状态是机器处于待机时的状态,工作时会有“红灯”和“绿灯”
之变化。“红灯”、“绿灯”分别是高电平和低电平对应的颜色。本控制软件对低电平有
效。
急停开关 : 当按下外壳上的急停开关时,状态由高变为低,反之,亦然。
头部安全 : 为防止 H 轴下降在不安全位置而设置的光电开关检测信号。
护栏安全 1: 机器的活动门上设置的安全保护开关。当打开门时,如果不手动转换安全开关,就
输出低电平,工作中的机器停止运行。选备
底座下: 整个剪脚部分的底座气缸上下感应。
头部开关: 是 H 轴伺服器的使能控制开关信号。
插件检测 1/插件检测 2: 检测元件的两只引脚的插入状况。L、R 分别是左右剪脚器上的信号。
在插件时,如果元件没被准确的插入到孔内或者是剪脚器没接触到元件的引脚,机器
就会停止或发出警报提示。正常状态为高,否则为低。该信号取自剪脚器,其原理就
是正常时剪脚器、大地间形成回路。
启动: 当按下外壳上的 启动 开关时,状态由高变为低,反之,亦然。
停止: 当按下外壳上的停止开关时,状态由高变为低,反之,亦然。
排料检测: 感应后链条上的元件引脚的光纤感应。
护栏安全 2: 机器的活动门上设置的安全保护开关。当打开门时,如果不手动转换安全开关,就
输出低电平,工作中的机器停止运行。选备
转台到位: 转台上的“到位”磁铁接近转台检测板的“到位”磁敏元件时,转台检测板输出的信
号。决定转台是停止还是继续旋转。
转台零位: 转台上的“零位”磁铁接近转台检测板的“零位”磁敏元件时,转台检测板输出的信
号。决定转台是否回到零位。
补插跳线: 当按下外壳上的 补料 开关时,状态由高变为低,反之,亦然。

ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 19 -
X 轴伺服报警:当伺服驱动器与伺服马达之间断开通讯联系的报警。(Y/U/H/W/F/B 原理相同)
后机要板: 根据后板的要板信号来确定送板机送板流程。
站位缺料 1/站位缺料 2 电子元件的横栏上有感应器,当没有元件时状态由高变为低,反之,亦然。
送板零位: 送板的零点位置有感应器,进行检测。
下料感应: 下料到指定位置触发感应器,停止下料。
PCB 检测 1/2/3/4/5: PCB 板上的检测器,用来检测进板位置。
上板器上升: 上板器上升到指定位置触发感应器。
上板器下降: 上板器下降到指定位置触发感应器。
下板器上升: 下板器上升到指定位置触发感应器。
下板器下降: 上板器下降到指定位置触发感应器。
拔板器上升到位:气缸控制拔板器上升到指定位置。
拔板器下降到位:气缸控制拔板器下降到指定位置。
影校: 对程序中的坐标进行视觉校正。
(B)
通用输出信号。电脑输出的各路动作信号状态的显示。单击“状态”下面的各键,动作状态会
在“高”和“低”间变化。高,就是无动作输出;低,就是有动作输出。
相机光源: 相机的光源。继电器控制相机的发光 LED 灯。
插件头 : 头部马达,由继电器控制 H 轴马达及伺服器的电源。
绿、黄、红灯: 是外壳上的警示灯。
剪脚器: 剪脚器气缸的电磁阀的控制信号。
转台锁开关: 转台锁定机构上的气缸之电磁阀。
转台压轮: 转台压轮机构上的气缸之电磁阀。
顺时转 控制转台马达顺时针方向旋转的继电器信号。
反时转 控制转台马达逆时针方向旋转的继电器信号。
底座 控制底座气缸上下之电磁阀。
气源 总气源电磁阀信号。
夹板定位: 工作台的夹板位置。
轨道升降: 轨道的升降。
前/中/后段电机: 进板出板电机控制。
求板: 接上扳机的外部退料进板机构。
底部光源: 底部的相机光源。
拨板器: 将 PCB 板由左右接驳运输到插件位置。
通气: 打开通气阀,为机器通气。
扣板气缸: 控制定位 pin 进行挡板。
侧夹板气缸:固定 PCB 板左右方向。
后夹板气缸:固定 PCB 板前后方向。
2.马达测试