A30C&D-AS(IN)联体机操作说明书.pdf - 第30页
ZHX-A30C& D-AS(I N) 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 30 - 第五 章 调整 与保 养 一、 机械调整 1 、刀具的调整 刀 盒 内 有 六 把 刀 , 左 右 切 刀 LT1D-05043 、 LT1D-05044 , 左 右 外 成 形 刀 LT1D-05045 、 LT1D-05046 及推刀 LT1D-07019、…

ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 29 -
11、应用“程序编辑”内的“影校”,按照上述方法,确定偏距行以下的各插件行的坐标 ,
但要在修正每行的坐标后一定要点击“确认”键。待全部坐标校好后,点击“文件”—“保
存”,保存新的坐标程序文件。
12、在做一个新的中禾旭格式程序时,中禾旭格式程序的 L 列输入相应的元件脚位(元件
编号);在 D 列输入插入点的孔径;在 PartNo 列是元件的规格;在 Dir 列是有极性元件的
方向;在 P 列输入相应的元件类型(参数),JW 是跳线,1/*W 是元件的瓦数;在 Feeder
列是分配头的站位;在 F 列输入机器的动作功能代码 T1 或 T2(即转台顺、逆时针旋转 90
度);OS 是 OFFSET 位,决定该程序的第一点在工作台上的位置;I1 插件并检测 I2 插件但
不检测,S 空插没动作;E 是结尾行,机器不运行此行。
13、机器插件程序全部校正好并保存后,点击面板“移位”— “自动”—“启动”。让机
器空跑看坐标位置是否正确,正确后下步就是正常的生产了。
三、校验程序
1、让做程序的 PCB 板原位不动。
2、在机器归零后,启动 单步 + 移位,移位到程序的第二行时再点击程序编辑内的“编辑”
和“影校”,看所设置的点与相机十字图形是否同心(标准的插件位是与十字图形要同心),
否则,利用“编辑”修正。
3、然后点击退出“影校”,“编辑”再点击操作界面的“插件头开/关”,关闭 H 轴马达
伺服使能,手握 H 轴调节轮将插件头(插件头上要有已剪脚的待插元件)压下,看一下元
件的两脚是否能对中地插入 PCB 板上的对应的孔内,如果不对中或者不能插入,则需要调
相关的“设备参数”,直到能对中插入为止。
4、在“程序编辑”内点击下箭头,校对各行坐标是否准确,如果不正确就修正。
5、最后点击“退出编辑”,再点击“文件”→“保存程序”。
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 30 -
第五章 调整与保养
一、 机械调整
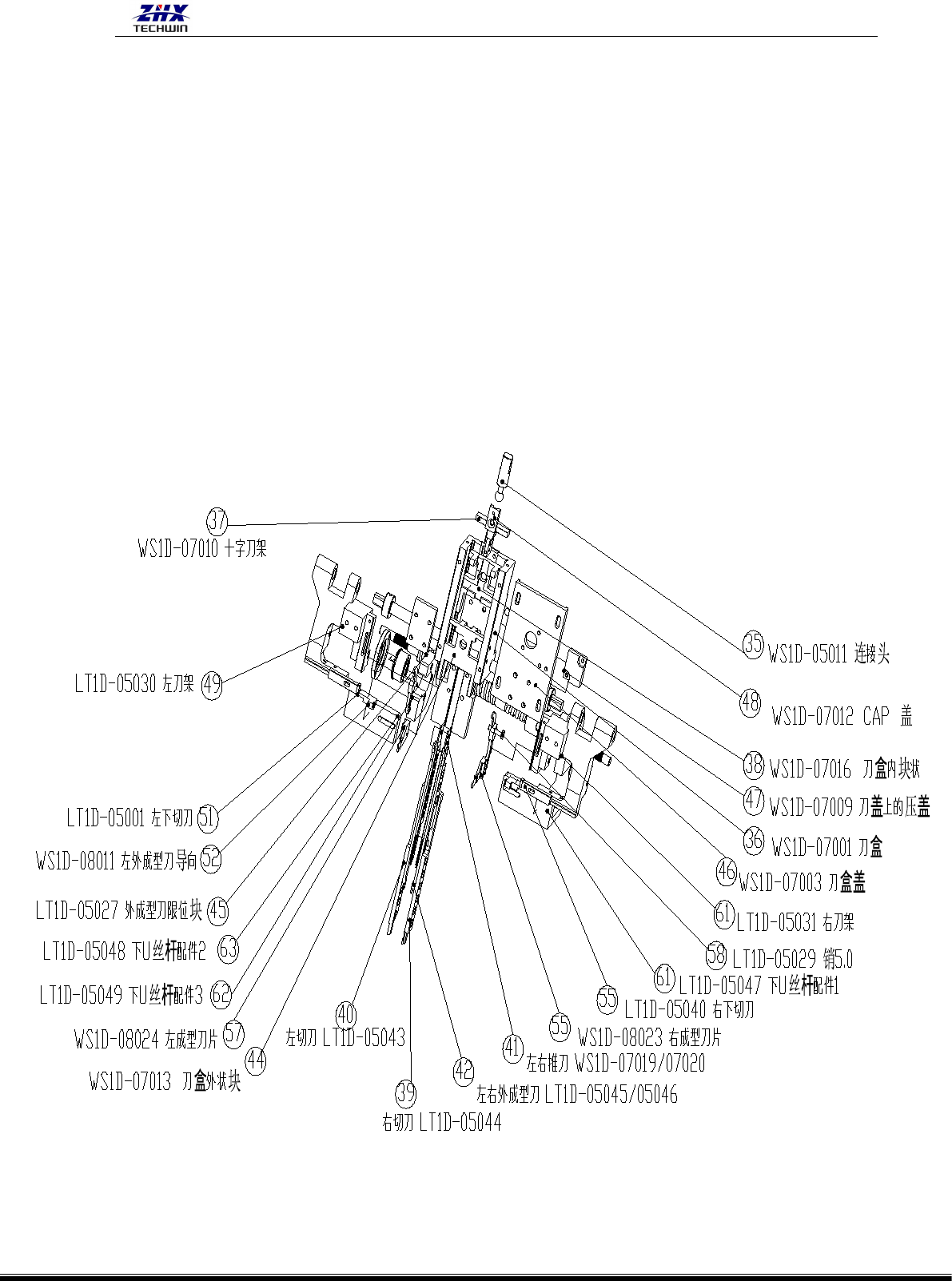
1、刀具的调整
刀盒内有六把刀,左右切刀 LT1D-05043、LT1D-05044,左右外成形刀 LT1D-05045、
LT1D-05046 及推刀 LT1D-07019、LT1D-07020.左、右下成形刀片 LT1D-05036、LT1D-05037
它们的安装标准是:上成形刀与下成形刀片两者之间的间隙为 0.1mm ,刀具用手感觉左右摆
动不能有间隙,且上下顺畅,下成形刀两边位置高度要一致,否则,成形就会不好。下图为
头部各零件分解组装图及对应零件序号:
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 31 -
2
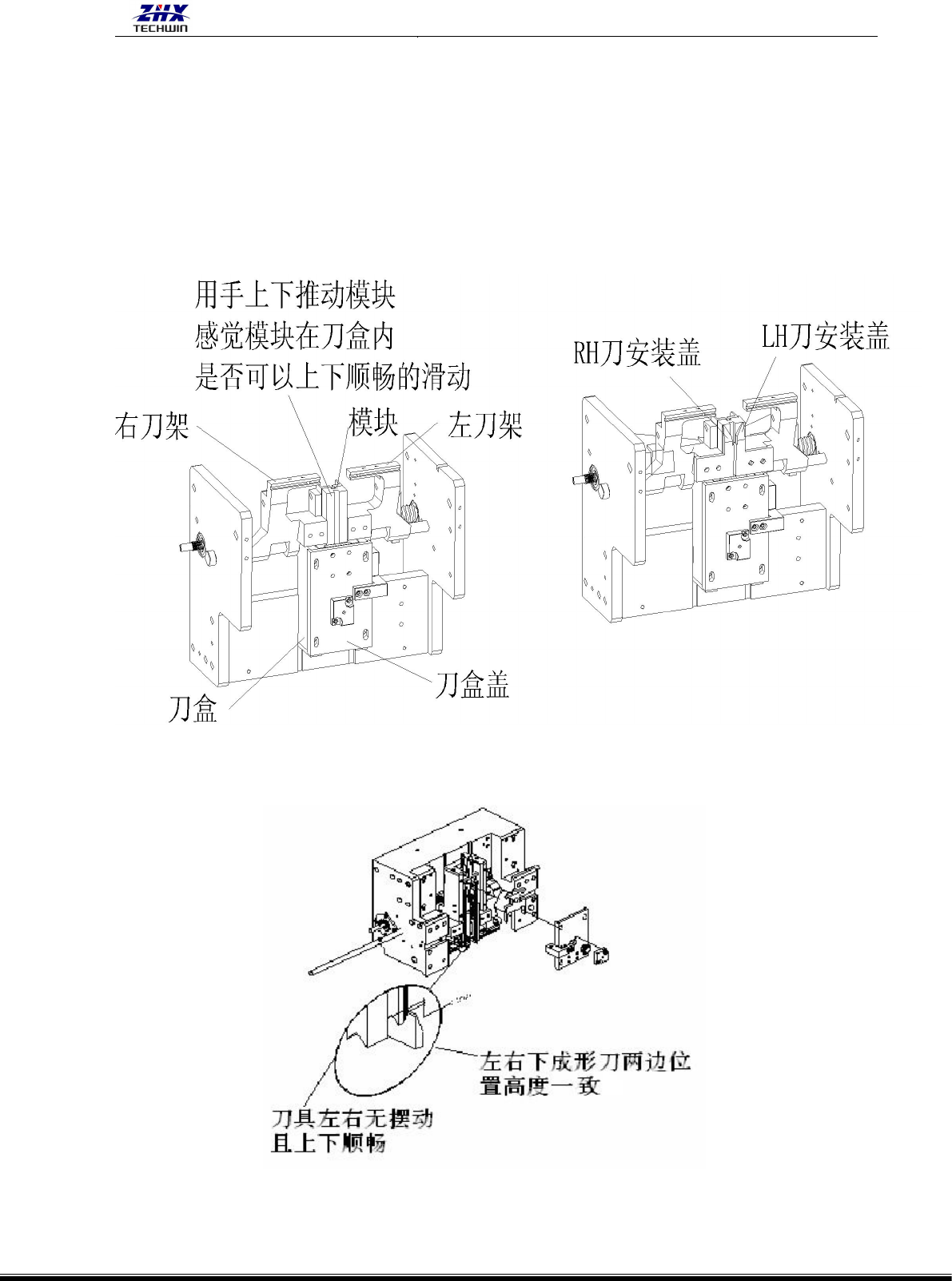
、刀盒
WS1D-07001
与左、右刀架
LT1D-05030
、
LT1D-05031
的调整。
1)有一个标准的刀具模块供调整使用,具体的调整步骤为:首先将模块放入刀盒,将
其与丝杆配件 1、刀架的导刀槽贴合在一起,把 RH 刀安装盖、LH 刀安装盖装上并锁
好螺丝,将安装在左右旋丝杆与丝杆配件 2、刀架之间的连接件下 U 轴丝杆左、右配
件安装好,标准是:所有连接部件安装牢固后,用手上下推动模块,能感觉模块在
刀盒内可以上下顺畅的滑动。
2)、左右刀架 LT1D-05030,LT1D-05031 核心部件安装好之后,就可以调左右
下成形刀,调法如下图 :
把上面的机构装好并调好后,就可把它挂到头部铝块了。