A30C&D-AS(IN)联体机操作说明书.pdf - 第47页
ZHX-A30C& D-AS(I N) 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 47 - (4) 、在调到 大概稳 定后 。再把 挡料片 装回原位 ,调好 左右移 动量 ,上下 幅度,压 元件 的毛刷 的松 紧度 ,这 3 步调到 大概 后,再 用扳 手卡 在轴 上, 以一 定速度 转动 ,看 每个 元件 是否能整确落到送料链上且能被夹紧, 若出现掉…
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 46 -
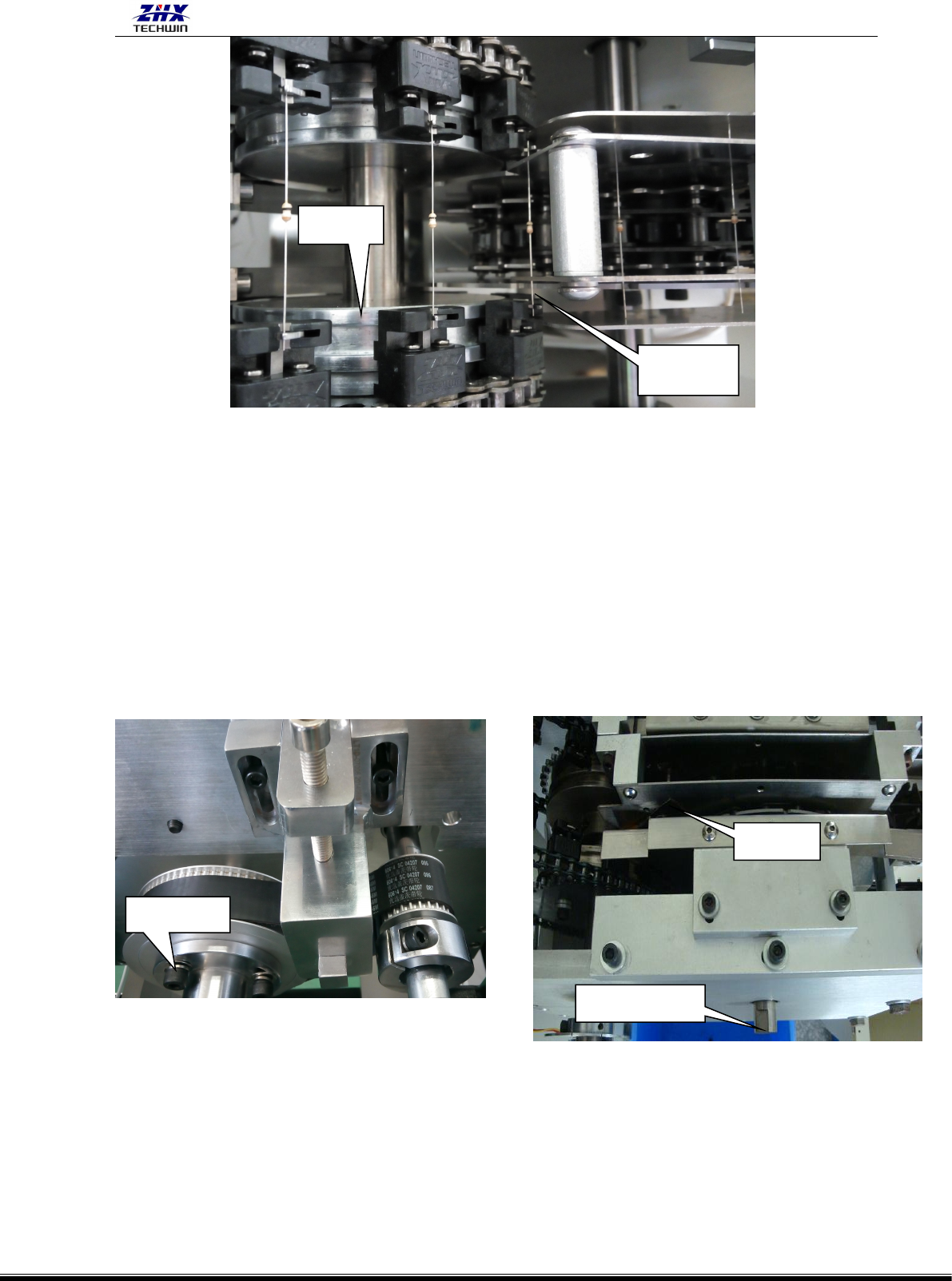
衔接处
张合轮
原理:当送料链夹的夹脚片运动到图中的衔接处时,在张合轮的作用下,两边送料链
夹的夹脚片同时被张开到最大,而且张开的位置是不变的。由于接料轮和张开轮是同步运
动的,当接料轮运动到图中的衔接处时,元件刚好落到张开的送料链夹上,元件就被夹紧
并被送走,按这样,下一个元件刚好落到下一个送料链夹上,就起到连续性的接料。由于
张开的位置是不变的,这样只要调整接料轮与送料链夹的协调性就可以了。
接料轮调法步骤如下
(1)、先把下边左图中标注的松开螺丝(共 3 个)
(2)
、拆掉右图中标注的挡料片(它有
3
个功能:上下可调元件的跳动幅度,左右可调元
件移动量,在衔接上方处装了 2 个可调毛刷,他门能使元件更准确地落到送料链夹上)。
松开螺丝
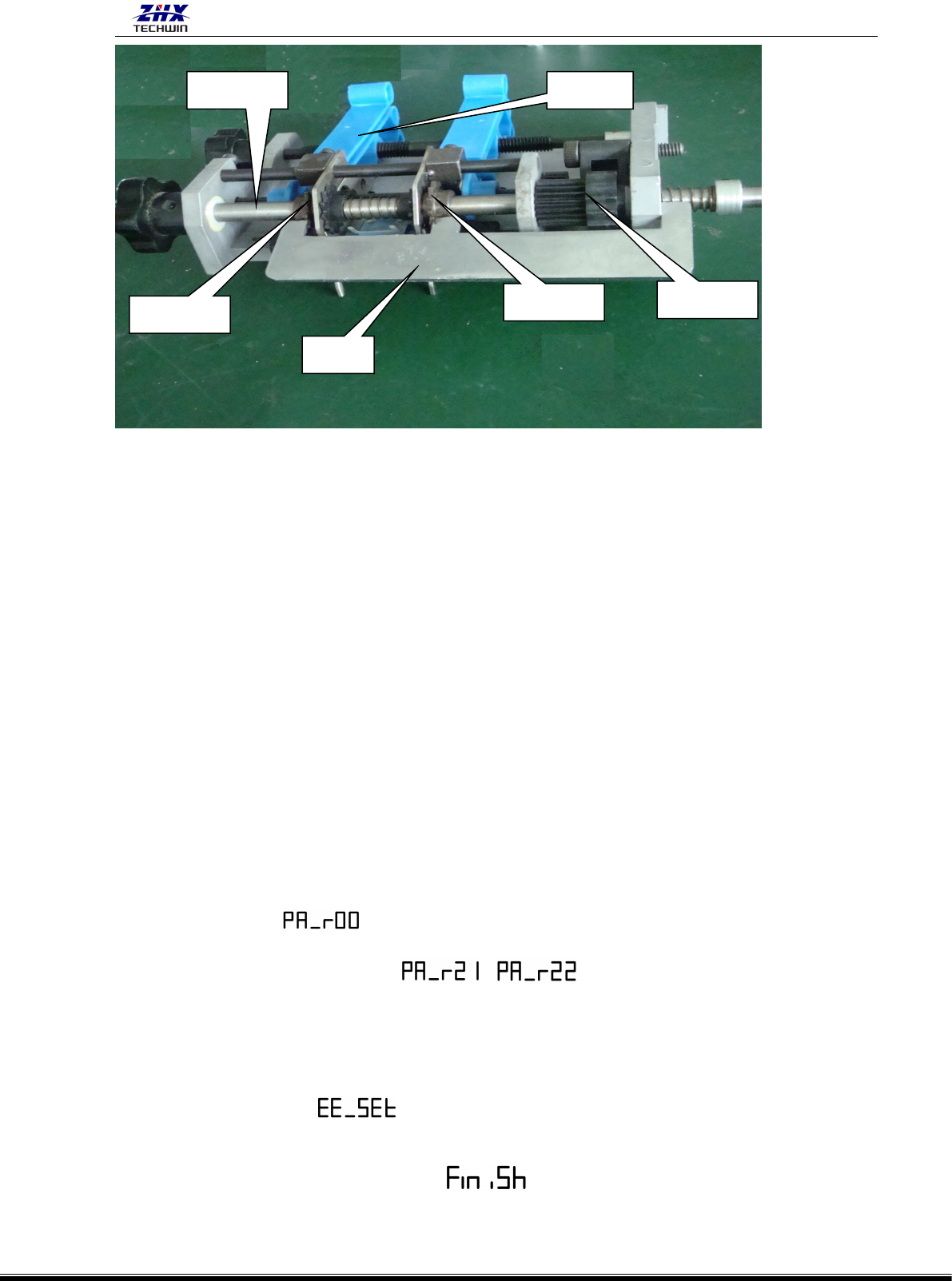
(3)、拆掉挡料片后,如上边右图把专用扳手卡在轴上,放一些元件在排料链上,一边逆时
针慢慢转动扳手,一边看接料轮上的上料能否刚好落到接料轮上,调到大概后,把第一步
中的螺丝锁紧,再用扳手转动,看这时是否每个元件准确落到送料链夹上。若出现偏离、
掉料、请按
1
、
2
、
3
步重做直到稳定,
放置专用扳手
挡料片

ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 47 -
(4)
、在调到大概稳定后。再把挡料片装回原位,调好左右移动量,上下幅度,压元件
的毛刷的松紧度,这 3 步调到大概后,再用扳手卡在轴上,以一定速度转动,看每个元件
是否能整确落到送料链上且能被夹紧,若出现掉料、弯脚 、元件不对中、等这些情况,请
再调挡料片的左右移动量,上下幅度,压元件的毛刷的松紧度(注意松紧度,太紧会压弯
元件脚,太松会压不到或掉料等,所以要适中)到这里接料部分就完成了。
10、站头的调整
更换不够锋利的左、右主切刀。
(1)松开主切刀的固定螺丝,拿下坏掉的切刀。
(2)换上新切刀,并挂上螺丝,但不锁紧。
(3)将专用卡具如下图所示,卡在站头上。卡具的右端的齿卡在站头端面上,中间齿的左
边顶住右齿轮刀的外则,左端齿的右边顶住左齿轮刀的外则面,让齿轮刀定位。
(4)让换上的主切刀的刀口面紧紧贴住齿轮刀的外则面,并锁紧主切刀的固定螺丝。
(5)去掉卡具。
(6)轻轻用力旋转主轴,如果不顺畅,请再套上卡具,松掉主切刀的固定螺丝,让主切刀
和齿轮刀间的间隙微微增大点,再锁紧固定螺丝。
(7)装上编带料,转动主轴,查看元件引脚的切断效果,如果元件引脚被切后变弯曲,请
再次缩小主刀和齿轮刀间的间隙,或者更换主刀。
(8) 在主驱动齿轮上添加黄油,润滑作用。
ZHX-A30C&D-AS(IN) 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 48 -
二、数值上的调整
1、电脑上的参数调整
可参考第三章的“操作界面上的各功能键”的介绍。
2、伺服器参数的调整
本机器共采用了两种伺服驱动器,它门的操作分别如下:
1
)、松下
A4
伺服器参数的基本操作如下:
调整方法和步骤:
(1)按 S 键进入选择模式。
(2)按 M 选择符号:
(3)按上下键选择所需要的参数。如 、 等。
(4)按 S 键确认所需要修改的参数。
(5)按上下键设置所需要的参数等值。
(6)再按 S 键确认(若需设置其它参数,则返回第③步操作)。
(7)按 M 键选择符号: 。
(8)按 S 键确认。
(9)长按(3 秒)向上键,直到出现: 符号表示完成。
(10)关闭电源再重新通电, OK。
导料槽
右 齿 轮 刀
左 齿 轮 刀
主轴
卡具
加黄油