00197546-03_UM_SiplaceCA-Serie_ZH.pdf - 第143页
《用户手册》 SIPLACE CA- 系列 3 技术数据 使用软件版本 SC.708.0 或更新 2014 年 1 2 月版 简体中文 3.7 贴片头 143 3 图 3.7 - 3 功能说明 (1)用元件传感器检查元 件、元件拾取位置,贴装位置,弃 置位置 (10)吸持电路中吸嘴 的真空检查,带或不带元件 (11) 元件光学对中的位置 星形旋转 星形轴 DP 驱动装置 (段位 吸嘴 Z 轴 用元件传感器检查拾取、 贴装或弃置元件 DP…

3 技术数据 《用户手册》 SIPLACE CA- 系列
3.7 贴片头 使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文
142
3.7.1.2 控制和自我学习功能
控制和自我学习功能提高了 SIPLACE SpeedStar (C&P20 M)的可靠性。
– 用于拾取和贴装元件的垂直轴由一个线性马达驱动。线性路线测量系统采用光电子方式
记录行程范围。在元件被贴装并向位置控制轴发送信息时,一个传感器将记录吸嘴和段
位器之间的相对运动。采用此传感器停止模式,在贴装期间拾取中的高度差别和印制板
表面的任何不平整都将得到补偿。在应用更多冲程和贴装速度时,前 10 次贴装操作中的
偏差平均值将被纳入计算范围。所设定的贴装力将始终保持一致。
– 为了提高贴装可靠性,我们在 SIPLACE SpeedStar (C&P20 M) 贴片头上安装了一个
元件传感器。在拾取和贴装位置它不仅能够确认吸嘴上是否有元件,而且还可以检测元
件的边缘比例。通过这种方式便可以确认元件是被吸嘴横向拾取还是从边缘拾取。同时
为避免发生测量错误,光束强度将被定期检查。
– 封装形式也将被检查,如果确认此几何数据与编程数据不同那么元件将不会被贴装。
– 贴片头上的数字元件相机将确定每个元件在吸嘴上的准确位置。SIPLACE SpeedStar
(C&P20 M)贴片头的标准相机 (23 型)可以对尺寸为 0.2 mm x 0.2 mm 到 6 mm x 6
mm 的元件进行光学对中。在贴装前,转送位置的偏差已被纠正。当一个元件被拾取
时,前 10 次贴装操作中的偏差平均值将被纳入计算范围,因而提高了拾取精确度。
3.7.1.3 功能
SIPLACE SpeedStar (C&P20 M)贴片头共有三个轴:DR 轴或星形轴 , Z 轴和 DP 轴。
《用户手册》 SIPLACE CA- 系列 3 技术数据
使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文 3.7 贴片头
143
3
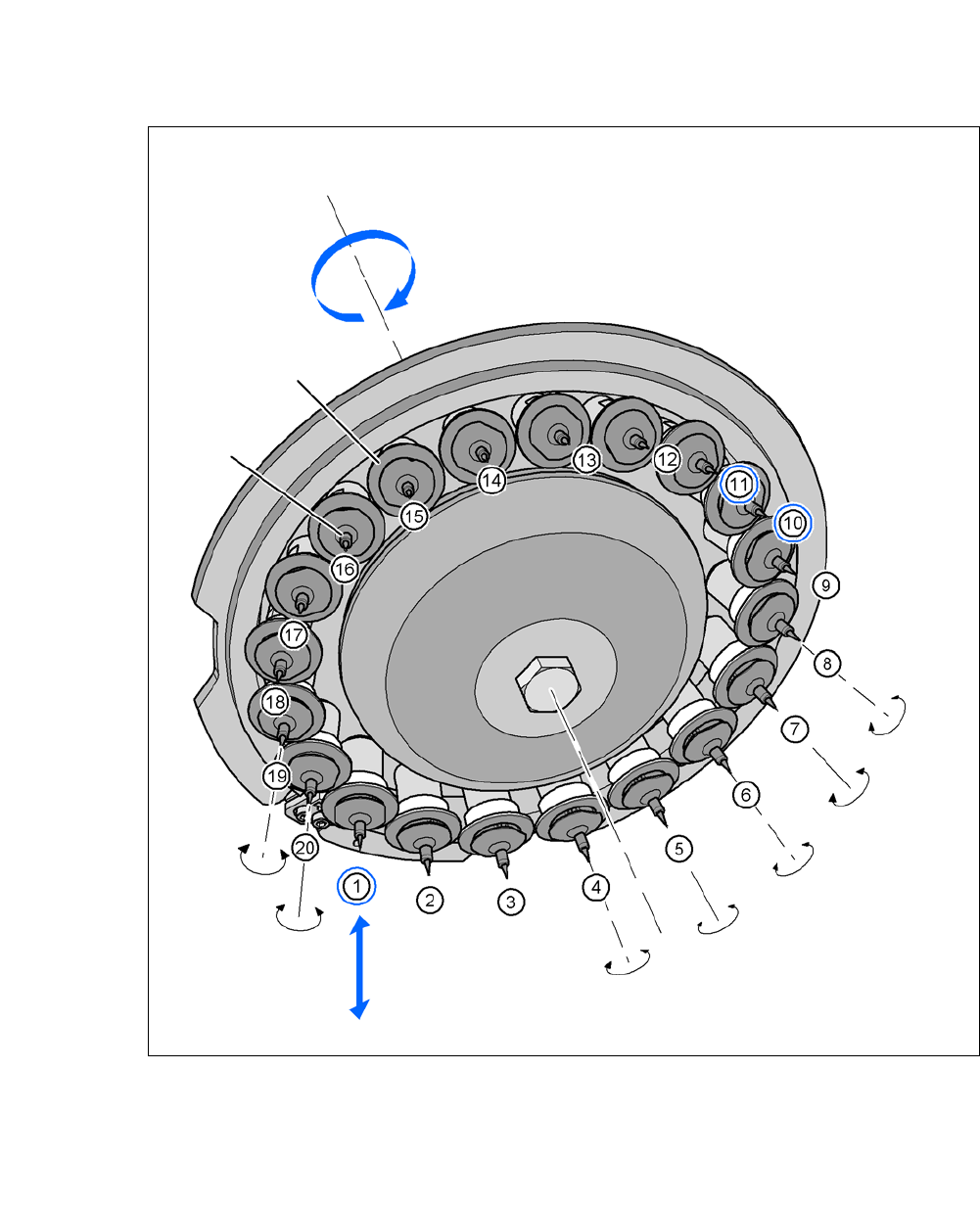
图 3.7 - 3 功能说明
(1)用元件传感器检查元件、元件拾取位置,贴装位置,弃置位置
(10)吸持电路中吸嘴的真空检查,带或不带元件
(11) 元件光学对中的位置
星形旋转
星形轴
DP 驱动装置 (段位
吸嘴
Z 轴
用元件传感器检查拾取、
贴装或弃置元件
DP 轴
每个套筒都可以被独立
旋转。
用于光学
对中的元件相机
对吸持电路中
吸嘴的真空检
查

3 技术数据 《用户手册》 SIPLACE CA- 系列
3.7 贴片头 使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文
144
位于星形 (图 3.7 - 3
中的物件 1)最低位置的每个 DP 驱动装置,将被这个轴抬升或降低,从而
从供料器模块拾取元件并将其下放到 PCB 上。为了可以识别贴装位置的下放高度我们使用了一个
“Z 轴下行 ” 传感器,用于识别吸嘴和段位器之间的相对运动。当 Z 轴弹起到其位置中时,它将向
轴卡反馈一个信号 —— 传感器停止信号,预控将用它来纠正位置控制。为了避免因为段位器和套
筒一起下放而关闭电源时发生贴片头碰撞,我门还装配了气动返回系统。它将保证在电源被切断
时段位器可以安全地回到顶部位置。即便没有气动返回系统 (图 3.7 - 1
中的物件 5),Z 轴控制
装置的设计也保证了在出现断电时贴片机在伺服放大器中依然储存有足够的残余能量可以将 Z 轴
移动到顶部位置。贴片机的 “ 断电 ” 信号将激活轴卡和伺服放大器,让 Z- 轴移动到顶部位置。
Z 轴是一个 “ 智能轴 ”。它会 “ 留意 ” 每个供料器模块料轨的拾取高度和每个元件的贴装高度。因
此可以在保持设定下放力不变的情况下加快贴装工艺的速度。
星形轴 (图 3.7 - 2 中的物件 3) 3
星形盘与其上的 20 个 DP 驱动装置一同围绕星形轴旋转。它已偏离了垂直位置。一个带位置控制
装置的三相伺服电机充当驱动马达。一个光电编码器被用于反馈关于轴卡旋转角度的信息。实际
位置数值将在轴卡上进行分析。轴卡上的位置控制装置为操作星形马达的伺服放大器提供标称电
流和电压数值。在每个 DP 驱动装置上都有一个吸嘴在拾取处理中吸起元件。星形盘将从拾取 /
贴装位置 (图 3.7 - 3
中的物件 1)拾起的元件输送到光学对中位置 (图 3.7 - 3 中的物件 11),
接着再继续输送到贴装的拾取 / 贴装位置。在前往拾取 / 贴装位置的途中,DP 驱动装置将把元件
旋转到要求的贴装位置。
Z 轴 (图 3.7 - 1 中的物件 6) 3
Z 轴执行一个垂直运动。一个三相线性马达被用作驱动装置。一个光电编码器被用于测量位置。
扫描仪将扫描卷尺上的定位基准点,之后再将位置信号反馈给轴卡。
Z 马达通过位置控制装置进行操作。实际位置数值将在轴卡上进行分析。轴卡上的位置控制装置
为操作星形马达的伺服放大器提供标称电流和电压数值。