00197546-03_UM_SiplaceCA-Serie_ZH.pdf - 第421页
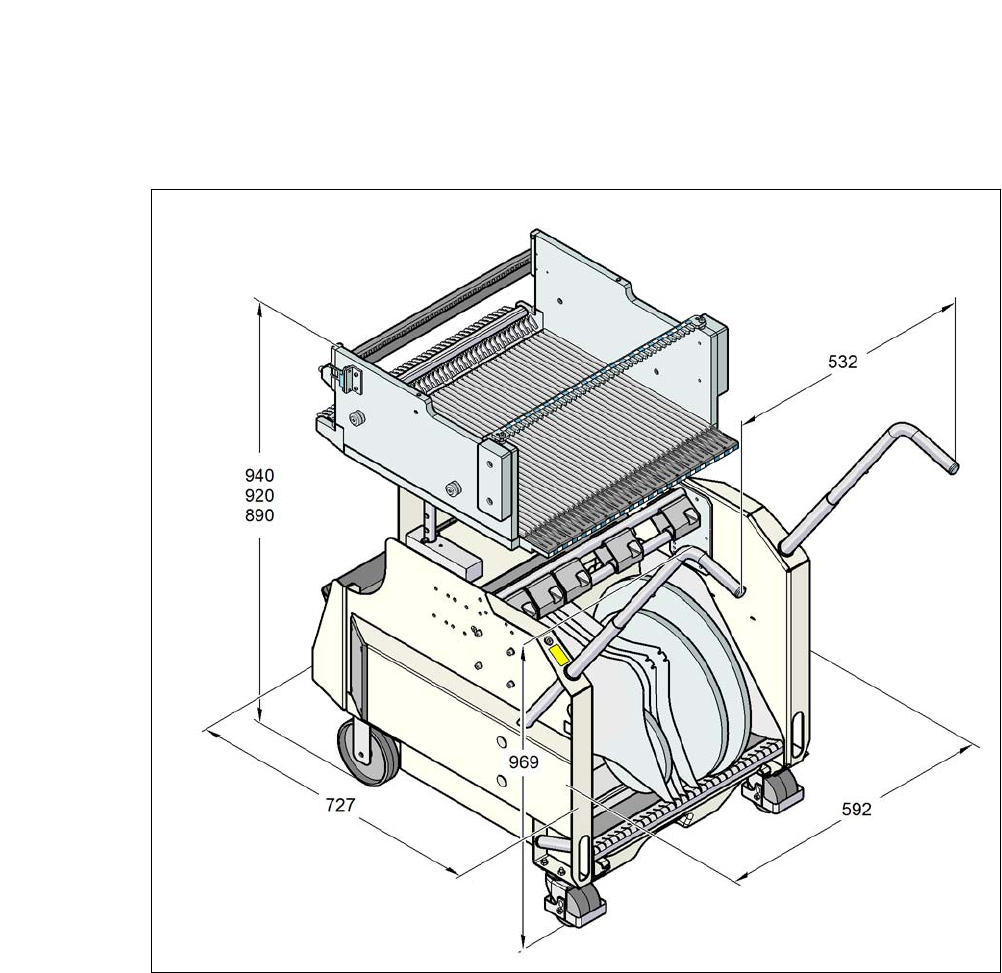
《用户手册》 SIPLACE CA- 系列 7 元件和晶粒的处理 使用软件版本 SC.708.0 或更新 2014 年 1 2 月版 简体中文 7.2 SIPLACE X- 系列元件料车 421 7.2.4 SIPLACE X- 系列元件料车的尺寸 7 图 7.2 - 5 SIPLACE X 系列元件料车的尺寸 所有尺 寸都以毫米为单位
7 元件和晶粒的处理 《用户手册》 SIPLACE CA- 系列
7.2 SIPLACE X- 系列元件料车 使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文
420
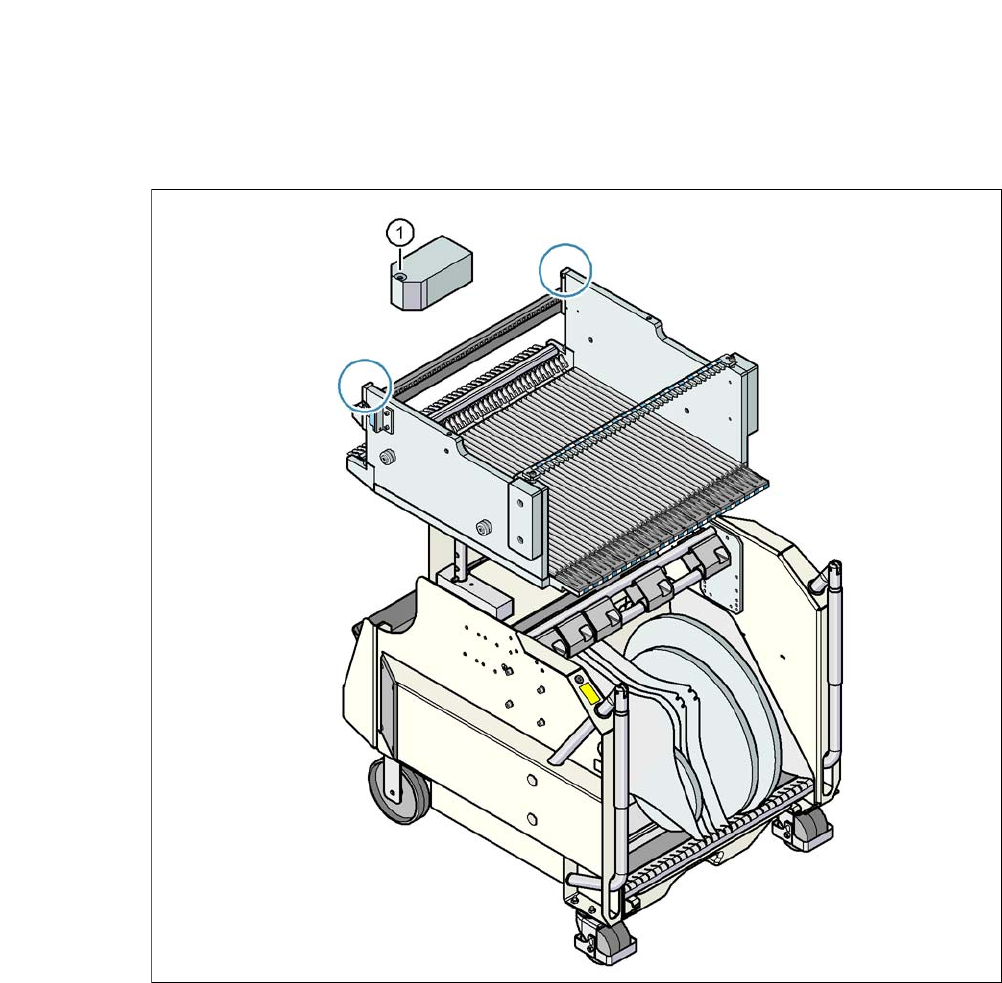
7.2.3 SIPLACE X- 系列元件料车上的基准点
7
图 7.2 - 4 SIPLACE X- 系列元件料车上的基准点
(1) 元件料车上的基准点
一旦 SIPLACE X- 系列元件料车被装入,贴片机就会测量元件料车上的基准点。
对于边缘长度小于 0.5 mm 的元件,如,0402 元件或更小的元件,元件位置通过第一个元件被拾
取前的插袋确定。
《用户手册》 SIPLACE CA- 系列 7 元件和晶粒的处理
使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文 7.2 SIPLACE X- 系列元件料车
421
7.2.4 SIPLACE X- 系列元件料车的尺寸
7
图 7.2 - 5 SIPLACE X 系列元件料车的尺寸 所有尺寸都以毫米为单位
7 元件和晶粒的处理 《用户手册》 SIPLACE CA- 系列
7.2 SIPLACE X- 系列元件料车 使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文
422
7.2.5 SIPLACE X 系列转换料台
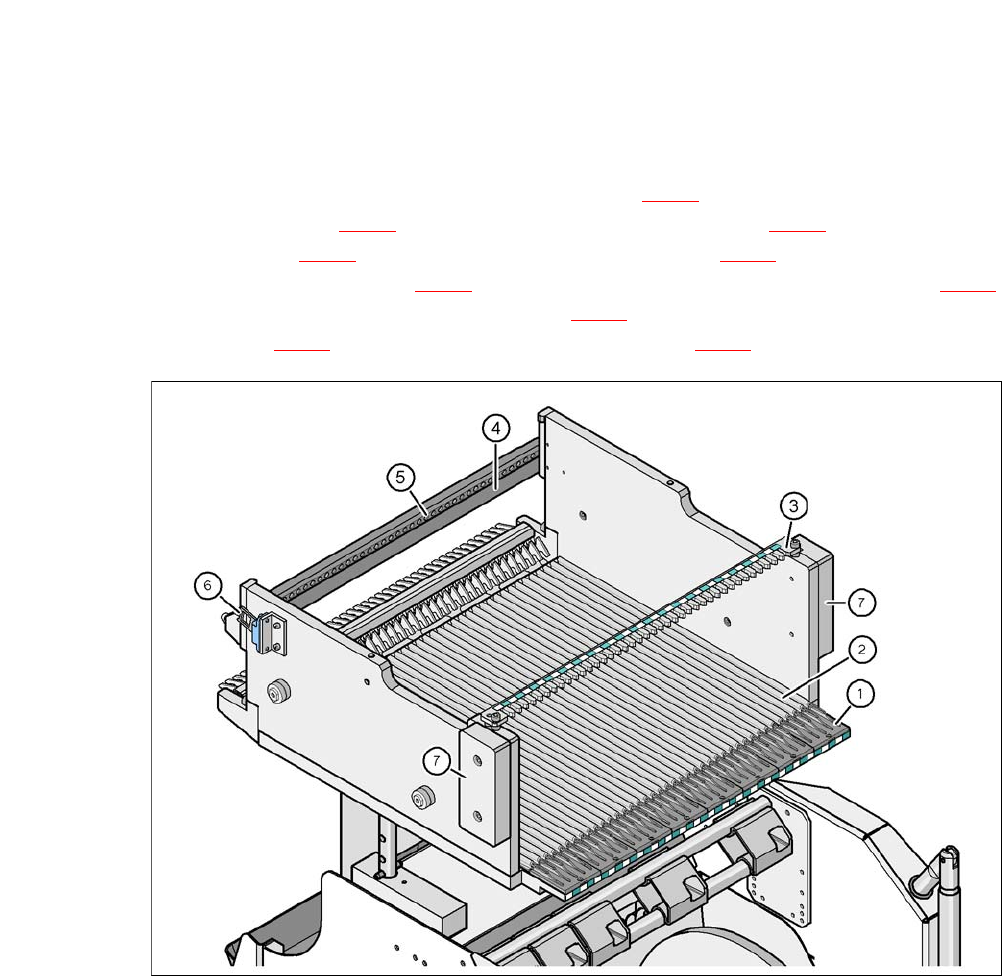
供料器模块的前滑动导块被安放到插入辅助装置上 (图 7.2 - 6 中的物件 1)。在推入时,供料器
模块的滑动导块(图 7.1 - 2
中的物件 12 和 13)滑到导轨曲线上(图 7.2 - 6 中的物件 2),直到
停止档杆处(图 7.2 - 6
中的物件 4)。停止档杆上的对中孔(图 7.2 - 6 中的物件 5)将接收 X 供
料器模块的 “ 前 ” 对中销 (图 7.1 - 1
中的物件 4)。 与此同时,转换料台的锁定插销 (图 7.2 - 7
中的物件 1)与供料器模块的锁定摇杆啮合(图 7.1 - 1 中的物件 1)。 位于供料器模块上方的 “ 后
” 对中销 (图 7.1 - 1
中的物件 12) 被对中杆的凹槽接收 (图 7.2 - 6 中的物件 3)。
7
图 7.2 - 6 转换料台,SIPLACE X 系列,后视图
(1) 插入辅助装置
(2) 导轨曲线 (Ω 曲线)
(3) 用于固定 X 供料器模块 “ 后 ” 对中销的对中杆
(4) 停止杆
(5) 对中孔
(6) 用于开关急停电路安全开关的触点
(7) 护手装置