OM-1787-001w_GS-CU620.pdf - 第42页
26 OM-1787 12.2 前后工序模式 1504-001 [4] 后工序排出方式 设定后工序的线路板排出方式。 双重搬送时,从以下选择从两个通道向后工序装置排出线路板的方式。 交 替 排 出(从A通 道) : 从 A 通道交替排出结束元件贴装的线路板。 交 替 排 出(从B通 道) : 从 B 通道交替排出结束元件贴装的线路板。 • A 轨道 ( 通道 )、B 轨道 设定配合各通道的前后工序。 Fig. 26
25
OM-1787
12.2 前后工序模式
1504-001
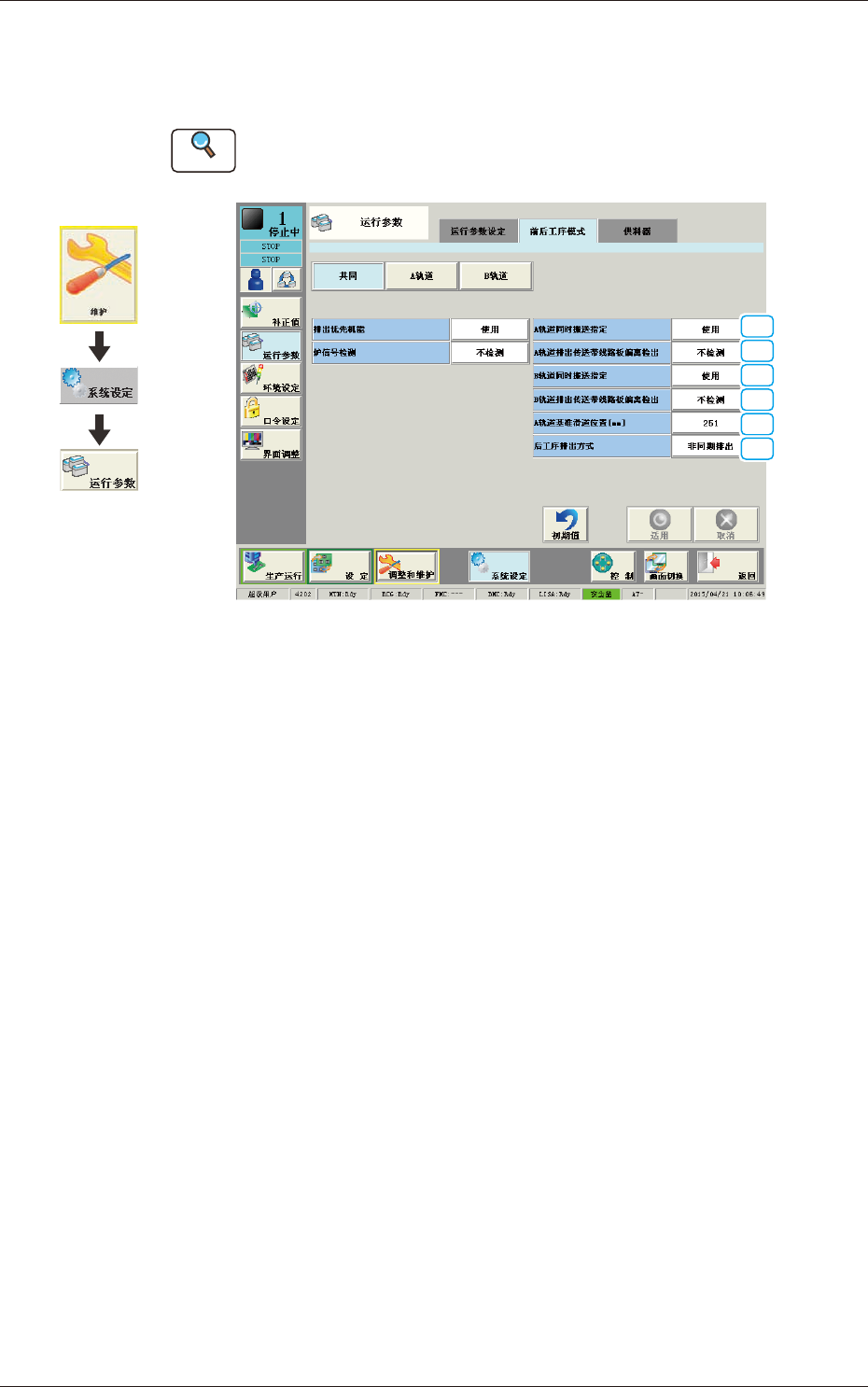
12.2 前后工序模式
设定前后工序模式。
Reference
双轨道对应以外的有关说明请参照主机使用说明书 SIGMA-G5S“第三卷第
二章 3.2 前后工程模式设定”章节。
[1]
[2]
[1]
[2]
[3]
[4]
Fig. 25 前后工序模式
•
共同(共通)
设定各通道共通的前后工序。
[1] A 轨道 ( 通道 ) 同时搬送指定
B 轨道同时搬送指定
设定是否同时进行从供给传送带到定位传送带的线路板搬运和从定位
传送带到排出传送带的线路板搬送。
使用 :使用同时搬送指定。
不使用 ( 独立 ) :不使用同时搬送指定。
不使用 ( 非同期 ) :若搬出线路板通过排出侧传送带的入口传感
器,就开始下一个线路板的搬入动作。
[2] A 轨道排出传送带线路板偏离检出
B 轨道排出传送带线路板偏离检出
设定排出传送带部的线路板偏离
“
不检测
”
或
“
不检测
”
。
[3] A 轨道基准滑道位置 [mm]
设定 A 通道的基准滑道位置。
界面展开
26
OM-1787
12.2 前后工序模式
1504-001
[4] 后工序排出方式
设定后工序的线路板排出方式。
双重搬送时,从以下选择从两个通道向后工序装置排出线路板的方式。
交替排出(从A通道) :从 A 通道交替排出结束元件贴装的线路板。
交替排出(从B通道) :从 B 通道交替排出结束元件贴装的线路板。
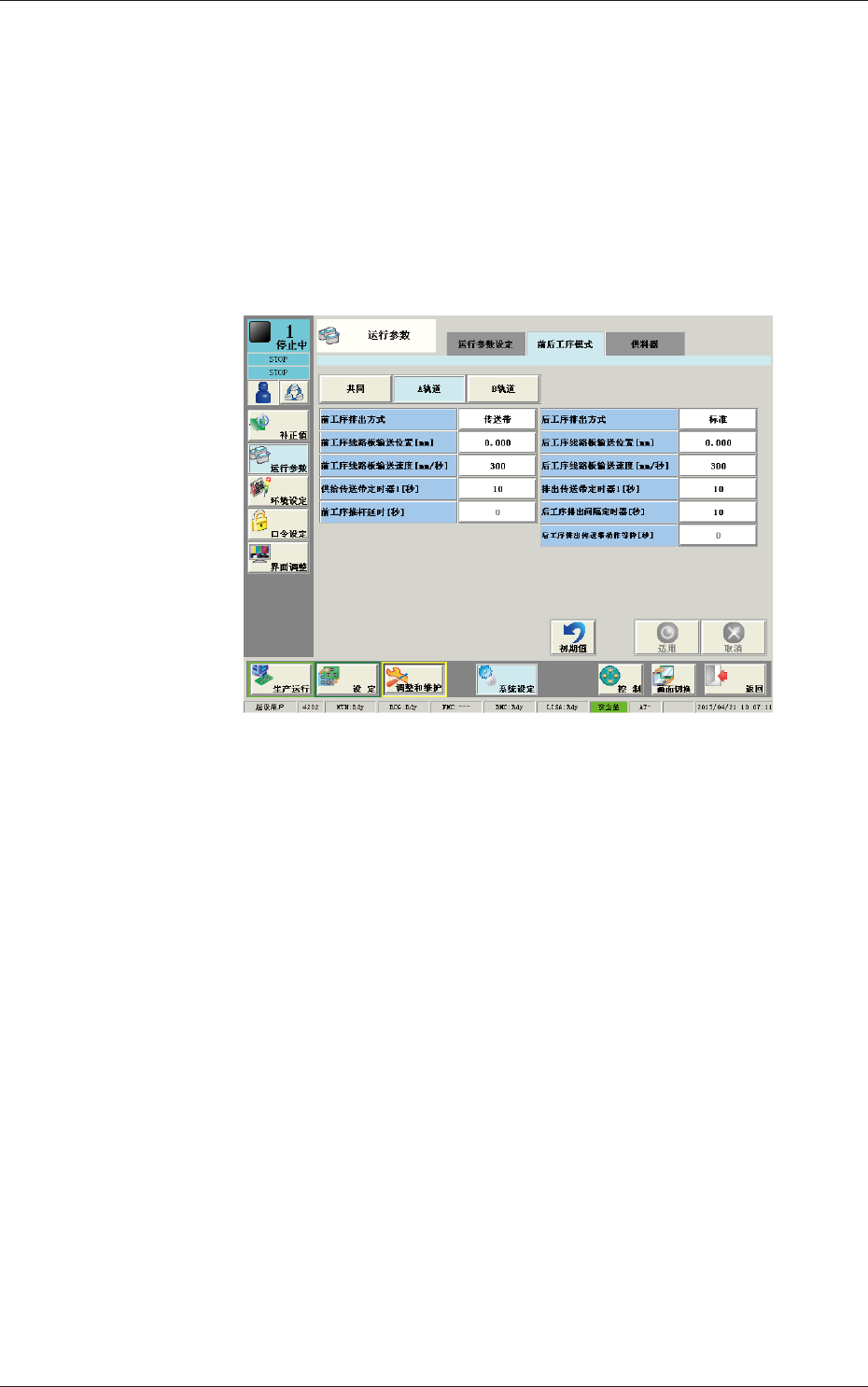
•
A 轨道 ( 通道 )、B 轨道
设定配合各通道的前后工序。
Fig. 26
27
OM-1787
13. 维护保养
1504-001
13. 维护保养
为在良好的状态下运行装置,对点检、清扫、注油或调整进行说明的项目。
请确保定期实施装置的维护保养。
13.1 维护保养的概要
13.1.1 维护保养时的注意事项
警告
请由受过训练的维修人员按规定的步骤慎重进行维护保养工
作。
进行维护保养之前,请先切断 (OFF) 电闸后上锁。
挂锁的钥匙由维修人员管理,禁止非维修人员随意动用。
本公司提供的挂锁一旦遗失或损坏,请另行购买。
Note
(a)维护保养的部分内容需要在电源接通状态下进行前期准备。
请确认维护保养的方法。
(b)关于线传感器的清扫,是电源接通状态下的维护保养作业。
虽然打开透明盖后,马达等的负载电源处于关闭 (OFF) 状态,但
由于双手伸进装置内进行作业,因此请充分注意安全。
注意
即使切断装置的电闸,但电源供给到电闸的主回路,有可能
触电。
进行维护保养作业时,请停止向装置供电。
装置内部的机器有时在切断电源后的几分钟内仍有残留电压。
请在切断电闸后,经过 10 分钟以上,等直流电源、伺服放大
器的切换灯灭灯后进行维护保养。