RX-7,RX-7R_InstructionManual_Rev18_C.pdf - 第783页
第 6 章 附录 6- 4. 词汇表 11 6 XY 轴 将装载 元件 的贴片吸嘴 “ 行星贴片头 ” ,使之前后左右移 动,将吸嘴定位到吸取 / 贴片位置的驱动机 构。 Z 轴 行星 贴片头自带的上下动作轴 。 警报 本机检测到任何 异常时,将在画面中显示警 报信息。 窗口尺寸 系指 BOC 标记及坏板标记的 识别窗口尺寸。 自动恢复功能 当吸嘴无法吸取 元件,发生 吸取 错误时,将根据每个元件 所指定的次数进行 …
第
6
章
附录
6-4.
词汇表
10
6-4.
词汇表
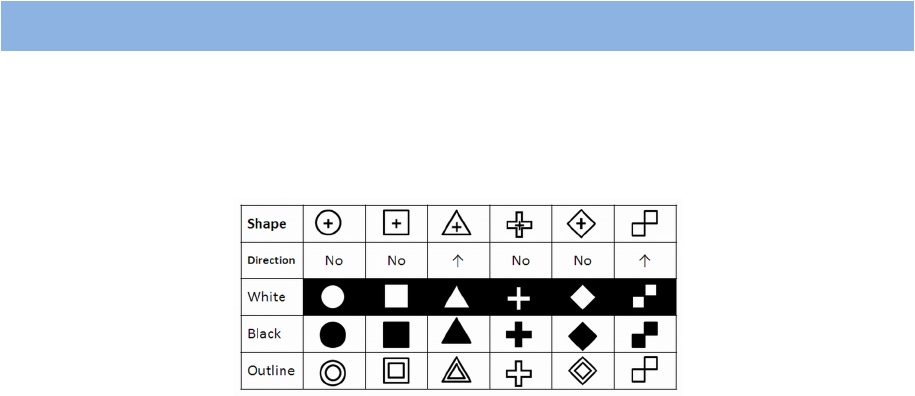
BOC
标记(元件识别标记)
(Board Offset Correction Mark)
BOC
标记在基板上有
2
处以上,作为摄像机识别基板位置,姿势时的目标。
BOC
标记有以下种类。
自动运转时,用摄像机识别指定的
2
处或
3
处
BOC
标记,自动分析基板的姿势,使元件得以按照最
佳姿势贴装。创建数据时,需要输入每个
BOC
标记的数据(
BOC
标记数据),以及制作摄像机识
别时的
2
个或
3
个
BOC
标记组。
DAS
(Data Arrangement Software)
DAS
是
Data Arrangement Software
缩略的首字母。通过模拟或节拍计算,确定元件的贴片顺序,
供料器配置,使用的吸嘴,所需的吸嘴个数,可以使本机发挥最佳性能的软件。
H
轴
元件贴片吸嘴自带的上下动作轴。
IFS-NX (Intelligent Feeder System)
Intelligent Feeder System
的简称。
是执行贴片机的误装防止功能和追溯管理等的软件系统。最多能够控制
70
台装置。
NG
吸嘴判定次数
同一吸嘴发生连续吸错误,或芯片站立等吸取错误时,将该吸嘴判定为不良
(NG)
之前的次数。
OCC (Offset Correction Camera)
用于进行基板姿势的补正,识别元件贴片位置之基准
——BOC
标记位置等的摄像机。采用反射照明。
RN
轴
元件贴片吸嘴自带的旋转动作轴。
VCS (Vision Centering System)
为了准确贴片,对吸取的元件进行确认的摄像机。在用通用贴片头(
8
吸嘴)识别元件时,要使用此
摄像机。
VCS
安装于装置的第1轨道的近前侧。在通用贴片头吸取元件移动到摄像机的上空时,对
8
吸嘴吸取的元件进行统一识别,或对每
1
个吸嘴进行个别识别。
元件的识别时,将使用反射照明。

第
6
章
附录
6-4.
词汇表
11
6
XY
轴
将装载元件的贴片吸嘴
“
行星贴片头
”
,使之前后左右移动,将吸嘴定位到吸取
/
贴片位置的驱动机
构。
Z
轴
行星贴片头自带的上下动作轴。
警报
本机检测到任何异常时,将在画面中显示警报信息。
窗口尺寸
系指
BOC
标记及坏板标记的识别窗口尺寸。
自动恢复功能
当吸嘴无法吸取元件,发生吸取错误时,将根据每个元件所指定的次数进行吸取动作。如果吸取次
数达到指定的吸取次数仍发生错误,将使本机停止。
支撑台
将基板从传送抬升至元件贴片高度的装置。配有贴片过程中固定基板的夹紧机构。
跳过编号
针对作为基准的贴片数据,可通过不贴片部分元件,创建其他衍生的生产程序。在此,对要跳过的
步骤行所在的跳过列分配跳过编号,并在生产程序画面中指定该跳过编号,即可针对基准生产程序
创建不贴片跳过编号所指定的不贴片的衍生的生产程序。
指定为
0
的步骤为无条件贴片,指定为
7
的步骤为无条件跳过。指定为其他编号的步骤可在生产助
理画面中,指定对应的跳过编号来跳过。
步骤
系指一个元件在基板上的贴片位置和贴片动作的组合。
步骤编号
系指一个元件在基板上的贴片位置和贴片动作的编号。
芯片站立错误
系指吸取元件时,因在元件上空吸取导致元件立起,吸嘴在元件姿势变化的状态下吸取的状态。
吸嘴跳过功能
不使用判定为不良
(NG)
的吸嘴,继续运行本机的功能。
吸嘴配置数据
系指贴片头上安装的吸嘴及其配置数据。以表示吸嘴类型的识别编号(吸嘴
ID
)和吸嘴的位置编
号。
第
6
章
附录
6-4.
词汇表
12
路径
用高速贴片头
16
个、通用贴片头
8
个的吸嘴吸取各种元件,并将这些元件贴装到基板上的一系列动
作。路径编号为该路径所分配的号码。一般按路径顺序贴片到基板上。
坏板标记
坏板标记是指:在贴装前的基板检查工序中对判定为不良,在集合板上标记的表示不可使用部分
(电路)的标记。当摄像机识别到该标记时,在自动运行时不会对有该标记的电路执行贴装作业。
在这里注册该标记相关的信息。
识别方法分为两种,一种是用
OCC
识别到指定区域时,将白色坏板标记判定为比指定值亮,或将黑
色坏板标记判定为比指定值暗;二是识别是否有与
BOC
标记相同形状的标记。
供料器更换
系指只更换发生无元件的带式供料器的方法。在本机停止时对一次性更换台车上的带式供料器进行
更换,无需从本机上拆下一次性更换台车。但需要停止自动生产。
供料器不良检测功能
从带式供料器吸取元件后发生错误时,可检测出不良供料器。检测到不良带式供料器后,可选择立
即停止本机,或者继续运转。
验证(
CVS : Component Verification System
)
验证是工厂出厂时的选购项,用于测量元件的电容量,电阻值,极性。
生产时,仅测量该元件的最初的
1
件,检查供料器的挂载错误。另外,也对元件用完后的最初
1
件,以及在生产中按照指定的生产基板片数的最初
1
件进行检查。
手动控制
在手动控制中,可按照指示的值单独对本机的装置进行手动操作。
补料吸取次数
连续发生未吸取,或芯片站立错误等吸取失败时,发生错误前的次数。
将未吸取元件设置为无元件错误,将吸取错误设置为发生带式供料器不良的错误。设定范围为
0
~
9
之间,设定为
0
时为每次发生错误时停止
电路
多面基板的一部分称为电路。预先输入
1
处电路的贴片数据后,可利用
DAS
自动生成与同一基板中
相同模式的多个电路对应的贴片数据。
基板贴片高度
按夹具的基准距离显示元件贴片时的基准
——
吸嘴贴片头的位置。
基板搬出传感器
在传送出口处安装的光学传感器,可检出是否可向后工序设备传送基板。
基板搬入传感器
安装在传送入口处的光学传感器,对前工序设备输送过来的基板进行检测。