NB168-操作手册.pdf - 第116页
NB168 操作手册 6.1 -1 6.1. 生产准备 6.1.1 生产准备时 的调整 在进行生产准备 之前,需要根 据基板的尺寸 作出以下调整 。 调整不 同的基板 宽度 上料器、下料器 : 轨 道宽度 X-Y 工作台,定 位器: 导 轨宽度,基准 销位置 调整方法 上料器 / 下料器 轨道宽度 的调整步骤 1. 1. 转动旋钮 、松开轨道。 2. 以手动方 式,将可动轨道调整到基板的宽度 , 固定旋钮、锁定轨道。 (…

NB168
操作手册
6-2
6. 生产步骤 (基本)
本章对生产前的需做的准备和生产步骤进行说明。
NB168
操作手册
6.1-1
6.1. 生产准备
6.1.1 生产准备时的调整
在进行生产准备之前,需要根据基板的尺寸作出以下调整。
调整不同的基板宽度
上料器、下料器: 轨道宽度
X-Y 工作台,定位器: 导轨宽度,基准销位置
调整方法
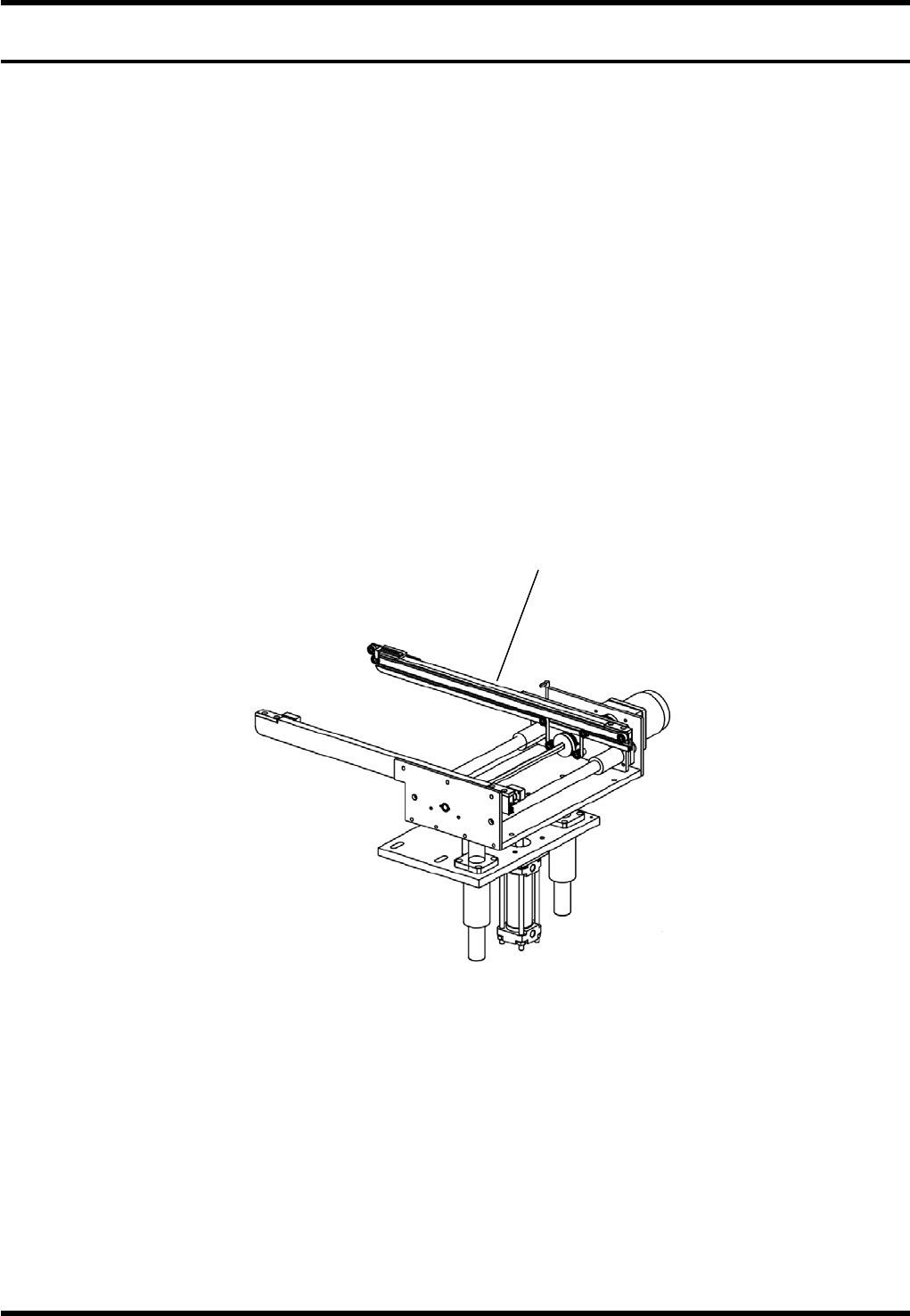
上料器 / 下料器
轨道宽度的调整步骤
1.
1. 转动旋钮、松开轨道。
2. 以手动方式,将可动轨道调整到基板的宽度,固定旋钮、锁定轨道。(将轨道宽度调整到比基板宽 0.3 mm 左
右。)
可动轨道
NB168
操作手册
6.1-2
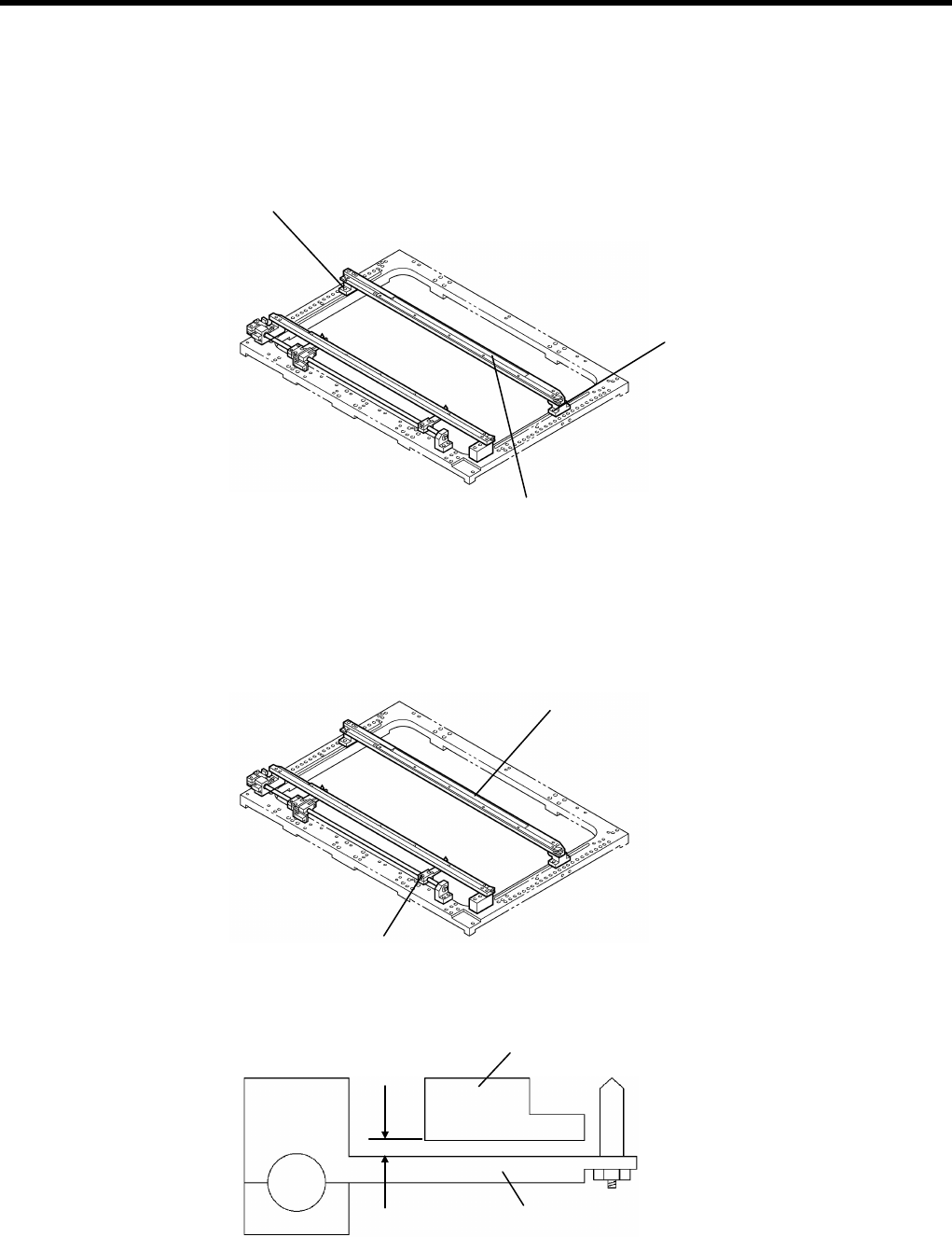
X-Y 工作台
导轨宽度的调整步骤
2.
1. 拧松固定可动轨道的挡块的螺栓 1 和螺栓 2 。
2. 以手动方式将可动轨道调整到基板的宽度,调整后拧紧螺栓 1 和 2 直至被锁定在正确的位置上。
(将轨道宽度调整到比基板宽 0.3 mm 左右。)
基准销调整步骤
3.
1. 拧松螺栓 2。
2. 移动杆 R,调整定位销,使之处于基板椭圆形孔的中央,拧紧螺栓 2。
=
提示=
拧紧螺栓 2 直到导轨与杆之间的间隙为 0.5 mm。
杆 R
导轨
0.5 mm
螺栓 1
可动轨道
螺栓 2
螺栓 2
可动轨道