NB168-操作手册.pdf - 第147页
NB168 操作手册 8.1 -2 2. 2. 点击 菜单 [ 机器参数 ] – [ 偏移量 设置 ] , 进入机器偏移 量 画面。 各轴的偏移量 各轴 原点复归时的偏移量 摄像 头偏移量 从插件头中心至摄像机中心的 距离 0º 旋转 偏移 0º 插入时的 XY 数据 补正量 90º 旋转 偏移 90º 插入时 的 XY 数据 补正量 180º 旋转偏移 180º 插入时的 XY 数据补正 量 270º 旋转偏移 270º 插入时的 X…

NB168
操作手册
8.1-1
8.1 机器参数
机器参数菜单可对 NB168 各部分的相互位置关系进行设定。
=
注意=
出厂时机器参数已经调整好了,因此,变更设定内容时,请在充分理解设定项目的基础上谨慎进行。
另外,建议在变更设定之前对机器数据进行保存,以便需要是可恢复到变更前的设定。
1. 点击菜单[机器参数] – [操作设置],进入动作条件设定画面。
1
PCB
传板
对
PCB
基板搬送动作的设定。
(1)
传板生产
进行基板搬送。
(2)
只传板
将机器作为传送带使用时的设定。
(3)
不传板生产
不进行基板搬送。
2
测试模式参数
可进行测试模式的设定。
要使供料部动作时,将供料指定为 [ON]。要使元件加工部动作时,将
元件加工指定为 [ON]。
=
提示
=
测试模式是指在没有元件实装的情况下执行生产动作的模式。
3
缺料重试
设定使用缺料重试的功能
(是用飞达供料时,检测到元件用完时的重试功能)
[ON] : 使用。
[OFF] : 不使用。
4
缺料重试次数
设定缺料重试次数。
5
自动补插
设定使用自动补插的功能
[ON] : 使用。
[OFF] : 不使用。
6
自动补插次数
设定自动补插次数。
7
砧座振动
设定砧座振动的功能。
(砧座振动是指在砧座角度没有变化时,采用小幅度抖动的方式使引脚
废料更容易掉下去)
[ON] : 使用。
[OFF] :
不使用。

NB168
操作手册
8.1-2
2.
2. 点击菜单[机器参数] – [偏移量设置] ,进入机器偏移量画面。
各轴的偏移量 各轴原点复归时的偏移量
摄像头偏移量 从插件头中心至摄像机中心的距离
0º 旋转偏移 0º 插入时的 XY 数据补正量
90º 旋转偏移 90º 插入时的 XY 数据补正量
180º 旋转偏移 180º 插入时的 XY 数据补正量
270º 旋转偏移 270º 插入时的 XY 数据补正量 (-90º 插入时)
PCB 板厚度 PCB 板的厚度,用于计算插入时的 P 轴补偿值
H2 高度偏移 插入高度的偏移值,正值会使所有元件插入更紧,负值变松。
补插 Z 轴偏移 补插时 Z 轴移动的偏移量,初始值为 5.0mm
NB168
操作手册
8.1-3
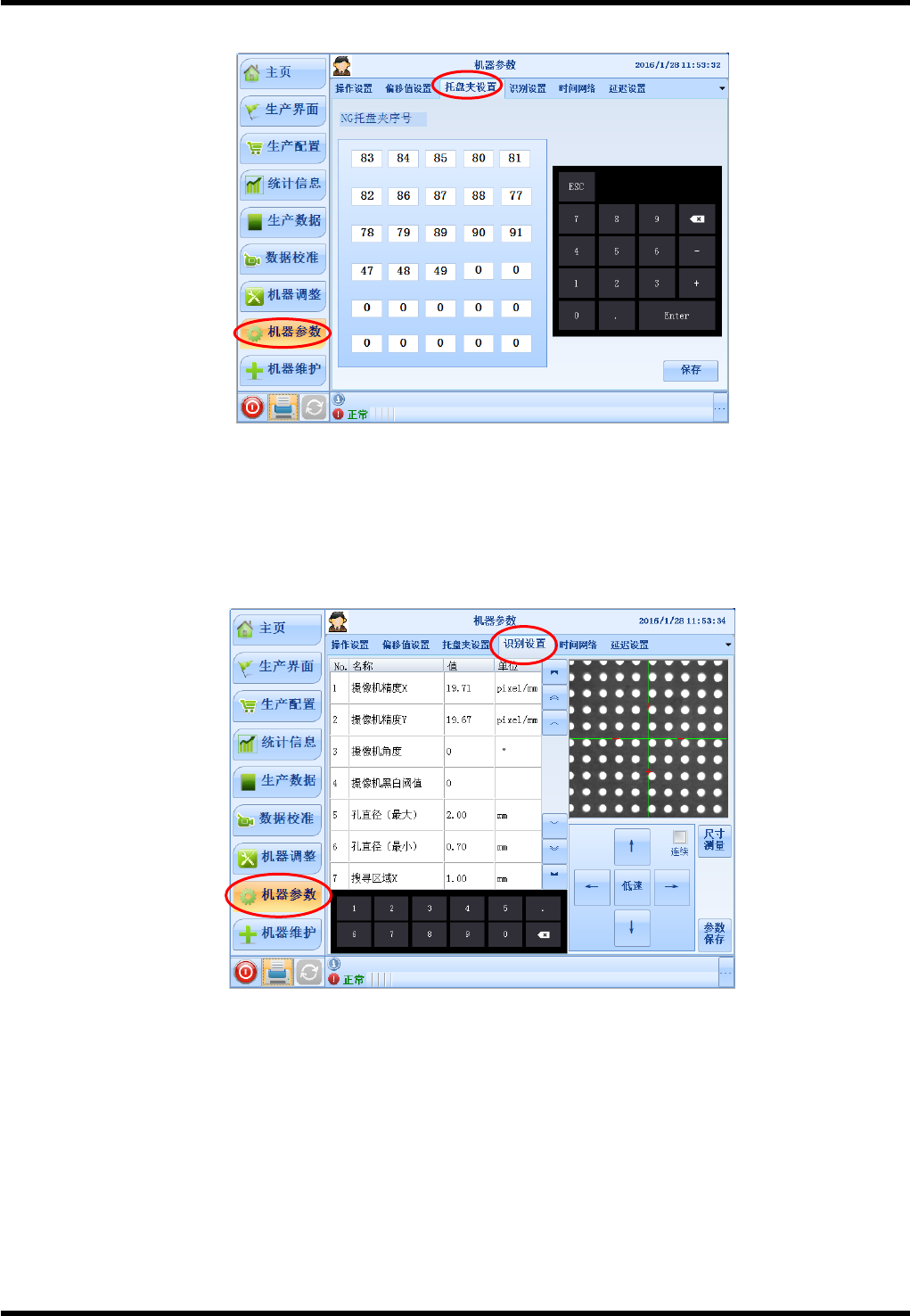
3. 点击菜单[机器参数] – [托盘夹设置] ,进入 NG 托盘夹设置画面。
生产时,设为 NG 的托盘夹将直接跳过,不参与夹料、传料。
4. 点击 [机器参数] – [识别设置],进入摄像机尺寸等的设定画面。
=
提示=
摄像机黑白阈值设置为 0 时,是自动的 2 值级别设定。
为了使生产基板的识别孔径在范围以内,请分别设定有效孔直径(最大)和有效孔直径 (最小)。