NB168-操作手册.pdf - 第136页
NB168 操作手册 7.1 -1 机器信息 NC 信息 ( 各 NC 数据的 ) 7.1. 生产管理信息 本功能以实时方 式显示生产 运转 中不断变化 的生产信息。 生产信息分以 下几种。 = 提示 = 机器信息是所有 的品种从开始 生产后所累积 的数据。 ( 删除数据后 将重新开始累积 数据 ) 7.1.1 生产数据显 示的数据项 下表是 ( 机器 ) 生产 管理数据和 ( NC 程序 ) 生产管 理数据的数 据项目及其说 明。 数…

NB168
操作手册
7-2
7. 生产管理信息
本章叙述了解生产管理相关的信息显示。
NB168
操作手册
7.1-1
机器信息
NC
信息
(
各
NC
数据的
)
7.1. 生产管理信息
本功能以实时方式显示生产运转中不断变化的生产信息。生产信息分以下几种。
=
提示=
机器信息是所有的品种从开始生产后所累积的数据。
(删除数据后将重新开始累积数据)
7.1.1 生产数据显示的数据项
下表是 (机器) 生产管理数据和 (NC 程序) 生产管理数据的数据项目及其说明。
数据项
内容
备注
生产数目
已生产的基板数目。
如果在
NC
数据结束前生产中断,出故障的基
板不计入产枚数。
当
EOP
区段完成了它的插件时列入产品计数。
拼板数目
已生产的电路拼板数目。
拼板数
×
基板数目
开机时间
机器接通电源的总时间。
生产时间
机器进行生产的总时间。
在生产菜单中,以机器运转的时间计时。
是在生产菜单中按动 START(开始)后,直到单
一停止、循环停止、出错停止、元 件 用完停止
、
插入错误停止为止的合计时间。
生产率 %
四舍五入到
3
位小数。
生产总时间
是运转时间的累计时间。
(
以往的计时器信息
)
即使关闭电源、或按动生产管理信息的
[
清除
数据
]
,累计运转时间都不会被清除。
(
机器信息
)
插入数
元件插到基板的次数。
计算元件正确放置在基板上和发生插入出错的
次数。计算完成补插元件成功和补插出错的次
数。
插错数
正常运转时的插入出错次数。
不对补插时的插入错误计数。
插入率 %
传板错误
因传板出错而停机的次数。
缺料错误
因元件耗尽出错而停机的次数。
在元件用完时计数。
其他错误
因插入错误、缺料错误以外的其他错
误而停机的次数。
基板等待不计算在内。
传板等待时间
在生产菜单中,等待上板机、下板机
的总时间。
插错等待时间
在生产菜单中,因发生插入出错而停
机的总时间。
缺料等待时间
在生产菜单中,因发生元件用完而停
机的总时间。
故障停机时间
在生产菜单中,在出错状态下机器停
止运转的总时间。
显示出错信息和停机的总时间。
但是元件耗尽和插入出错不计入故障时间。此
外,对在生产菜单以外所发生的错误,按运转
准备时间进行计时。
操作准备时间
机器通电状态下,因非故障原因停机
的总时间,以及,机器在生产菜单以
外运转的总时间。
在对维修时间进行计数时,对准备时间不计数。
插入次数
(
插入次数-插入出错数
) x 100
开机时间
生产时间
× 100
NB168
操作手册
7.1-2
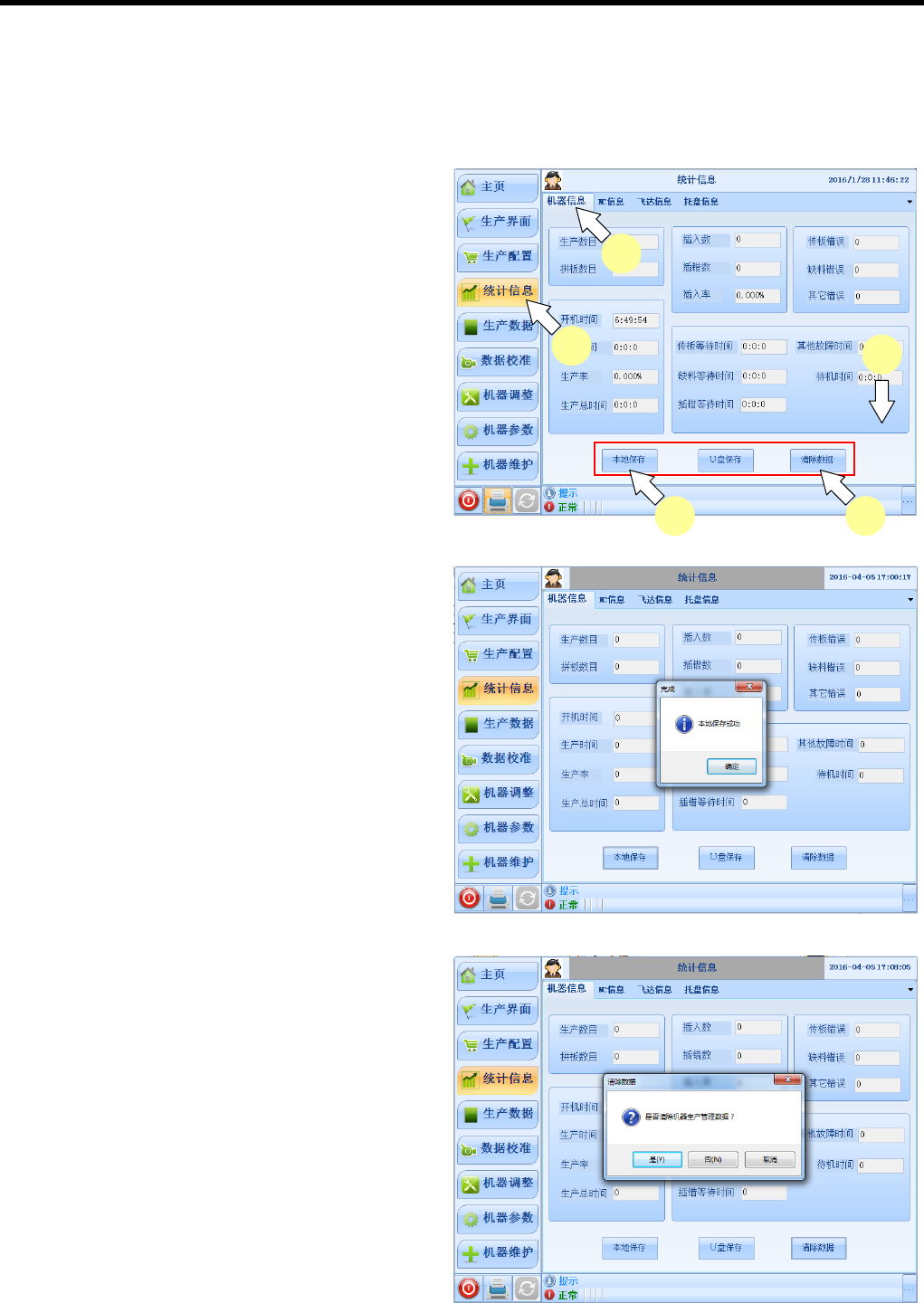
7.1.2 显示生产管理数据 (机器信息)
显示机器自开始生产以来所积累的信息,进行数据输出或删除。
机器信息的显示步骤
1.
1. 按动主菜单的 [统计信息],再按子菜单的 [机
器信息],将显示机器信息。
2. 信息的保存
点击 [本地保存],会弹出保存成功的信息窗。
3. 清除数据
该项操作是清除屏幕上显示的所有机器生产
管理数据。
(1) 点击 [清除数据],就显示确认对话框。
(2) 点击 [是(Y)],就执行删除。
=注意=
在机器进行生产时不能清除数据。
(3) 点击 [否(N)],信息删除操作将被取消。
1
1
2
3
4