NB168-操作手册.pdf - 第121页
NB168 操作手册 6.1 -6 生产条件 设定画面 1. 生产预定 枚数 显示生产预定枚 数。 初始 值为 0 。 点击 生产计划的输入栏, 就显示数字键画面 , 便可输入数值。 2. 跳越区段 点击 一次成为被选择状态,再 点击 一次 成为未 选择状态。 跳跃区段可设定 多个。 3. 全孔识别 对于机种切换后 的第 1 枚基板 ,在生产基板 之 前, 对全部插入孔进行识别, 识别结果的偏 移 量将一直被保持 到下次的全…
NB168
操作手册
6.1-5
“模型切换”画面的说明
6.
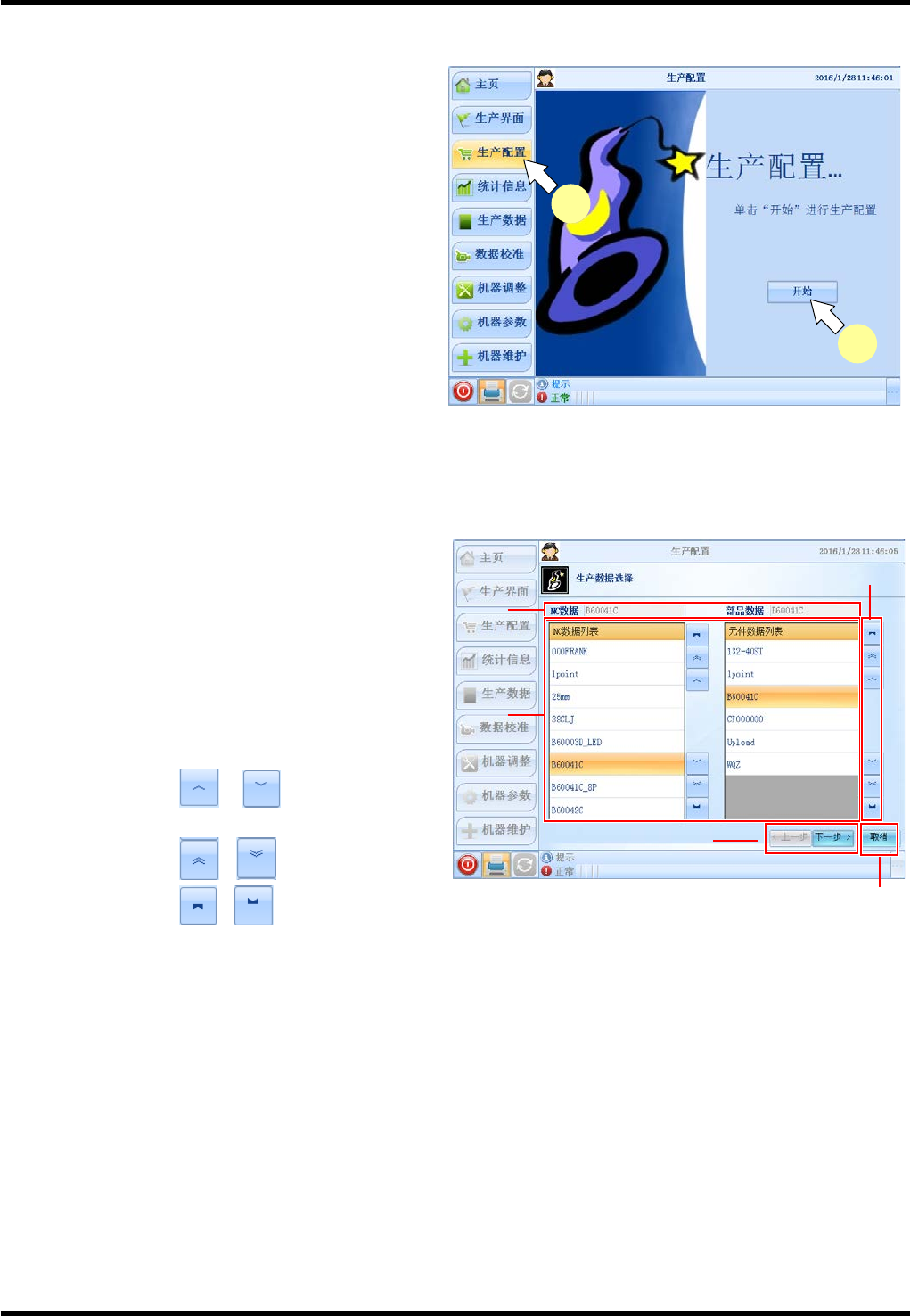
1. 点击主菜单上的 [生产配置] 按钮。
2. 点击画面上的 [开始] 按钮,进入程序选择画
面。
生产数据选择画面
7.
1. 显示当前被选择的品种的 NC 数据、元件数据。
2. 在设备上登录的 NC 数据、元件数据:
列表中所显示的名称以数字、字母按升序排
列的顺序显示。
当前被选中的数据,在表格中以浅蓝色显示。
选择了未以浅蓝色显示的数据之后,所选择
的数据将以橙色显示。
当在列表的显示范围以外存在链接数据时,
将会使显示范围滚动,以显示这些内容。
3. 移动按钮
按各表中的
、 按钮,选择项会移动
一行。
按各表中的
、 按钮,页面会翻页。
按各表中的
、 按钮,选择项直接移
至第一项、最后一项。
4. 功能按钮
数据选择结束之后,点击[下一步]按钮,进入生产选项配置画面。
5. 如按 [取消]按钮,就返回到 “生产配置” 首页面。
所选择的数据无效,返回到选择前的状态。
1
2
1.
2.
3.
4.
5.
NB168
操作手册
6.1-6
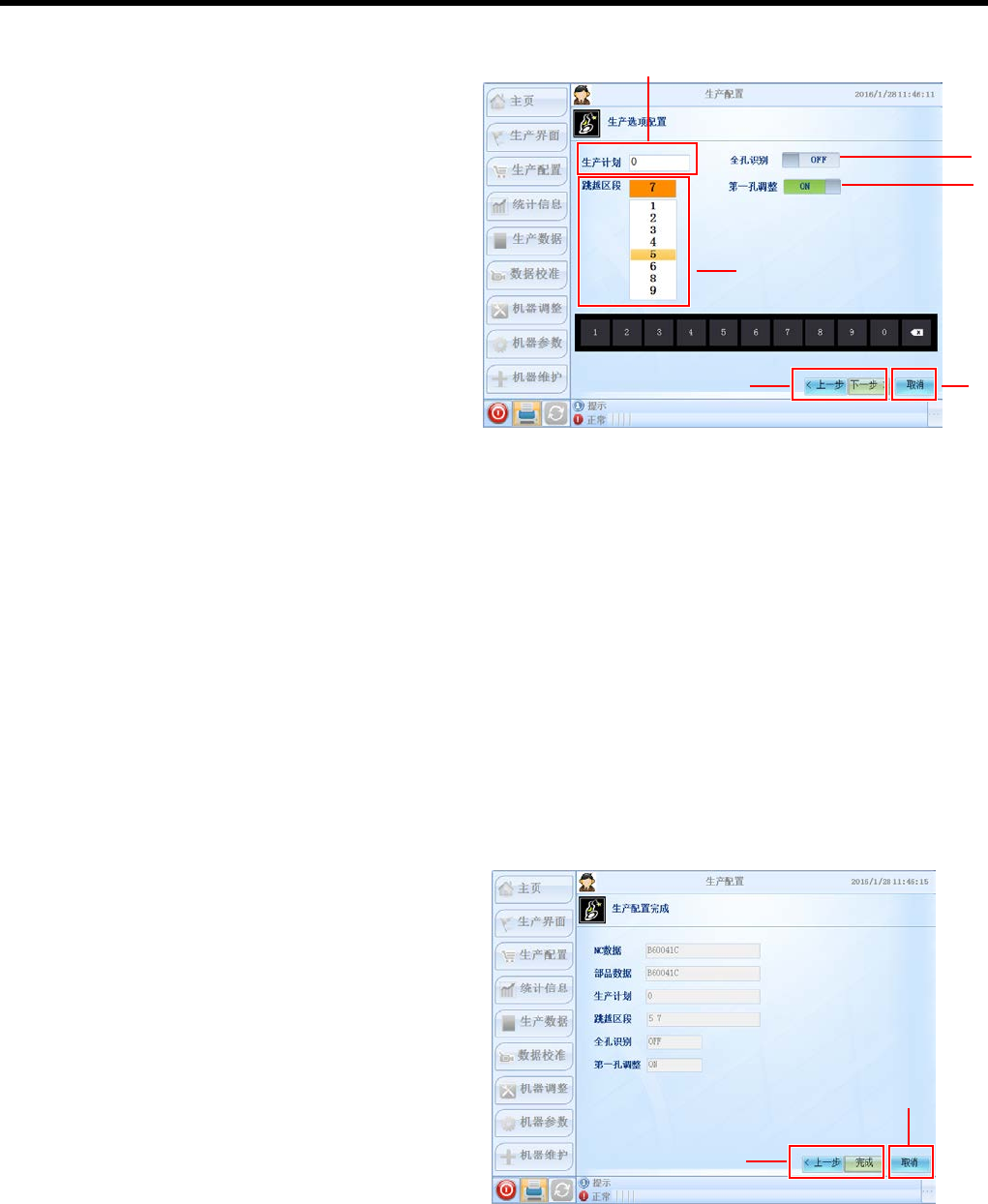
生产条件设定画面
1. 生产预定枚数
显示生产预定枚数。初始值为 0 。
点击生产计划的输入栏,就显示数字键画面,
便可输入数值。
2. 跳越区段
点击一次成为被选择状态,再点击一次成为未
选择状态。
跳跃区段可设定多个。
3. 全孔识别
对于机种切换后的第 1 枚基板,在生产基板之
前,对全部插入孔进行识别,识别结果的偏移
量将一直被保持到下次的全孔识别为止。
4. 第一孔调整
对 NC 数据的第一个插入点进行识别,然后根
据识别结果,对基板的全部插入点进行补正。
在拼板数据的情况下,对各拼板的第一插入点
进行识别,然后根据识别结果对各图形的插入
点进行补正。
5. 功能按钮
点击[上一步]按钮,进入生产数据选择画面。
点击[下一步]按钮,进入生产配置完成画面。
6. 如按 [取消]按钮,就返回到 “生产配置” 首页面。
此前所设置的条件无效,返回到选择前的状态。
生产配置完成画面
画面上显示此前所设定的项目。
1. 功能按钮
点击 [完成] 按钮,确定模型切换的设定,更
新机器的设定。
按动[上一步]按钮,返回到生产选项配置画
面。
2. 如按 [取消]按钮,就返回到 “生产配置” 首页
面。
此前所设置的条件无效,返回到选择前的状态。
1.
5.
6
1.
2.
2.
3.
4.
NB168
操作手册
6.2-1
6.2. 生产
6.2.1 生产
以循环停止的方法生产 1 枚基板,检查是否有插入元件、插入方向的错误和插错位置等情况。确认所有元件均
被正常实装后,方可开始全面的生产。
也可用单一停止的方法,对每 1 个插入点的生产状态进行确认。
=
注意=
在生产中如发现异常情况,请立即按操作盘上的 <停止> 开关,或画面上的 [单一停止] 按钮。
=
注意=
发生插入错误时,请检查 NC 数据和元件数据的输入错误,并予以改正。
生产的步骤
1.
1. NC 数据、元件数据的确认和生产前的确认
(1) 所选择的数据是否正确?
在画面上再次进行确认。
(2) 检查基板是否定位在正确位置。
当基板没有被装载时,
请将基板搬入到右轨道。
=
提示=
如果基板没有被设置在 XY 工作台上时,
则在开始生产时搬入基板。
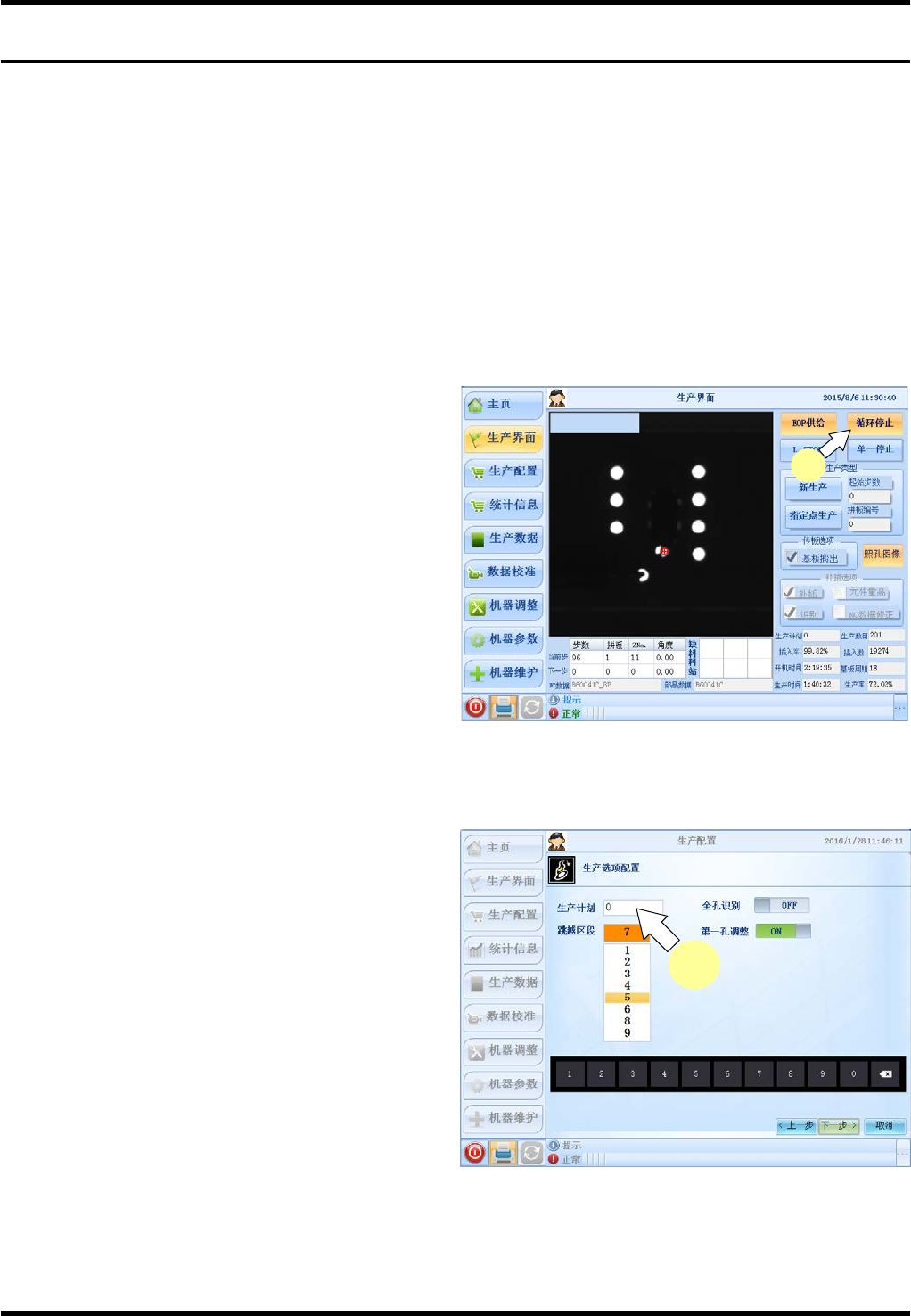
2. 点击主菜单上的 [生产界面] 按钮,
(1) 点击[EOP 供给],设为结束供料模式,
就只会供给单枚基板的物料。
(2) 检查基板是否定位在正确位置。
按动 [循环停止] 按钮, 设成生产一枚
基板的模式
3. 生产一枚基板。(为了确认而进行的生产)
(1) 按下 <开始>开关,
(2) 开始生产后,如果直到最后的插入点都进
行了实装,则循环停止。请对生产出的基
板的状态进行确认。
=注意=
当发生误插入和插入错误等情况时,请检查
NC 数据和元件数据的输入是否有错误,订正
后请重新进行自动生产,并进行确认。
4. 开始连续生产。
(1) 点击 [循环停止],解除循环停止的选择
状态。
(2) 请按下 <开始>,开始进行生产。
生产预定枚数可在“生产配置”画面进行
设定。当按照生产预定枚数完成生产时,
机器自动停止运行。
4(2)
2