YC8_Ope_K.pdf - 第50页
1-14 1 6 . 축 구 성 장비 의Se r vo 모터제 어에의 한축구 성및동작방향에대해설 명합니 다 . Y축 Z2축 CZ축 Z1축 X축 W축 PU축 +방향 -방향 기판 컨베이어 레일 R2축 R1축 헤드 축 구성 2 711 3 - N 8 - 0 0 ■ 각 축의 기능 축명칭 기능 • 역할 X축 컨베 이어 의기판반송방향과평행 하게헤 드를이 동 합니다 . Y축 컨베 이어…
1-13
1
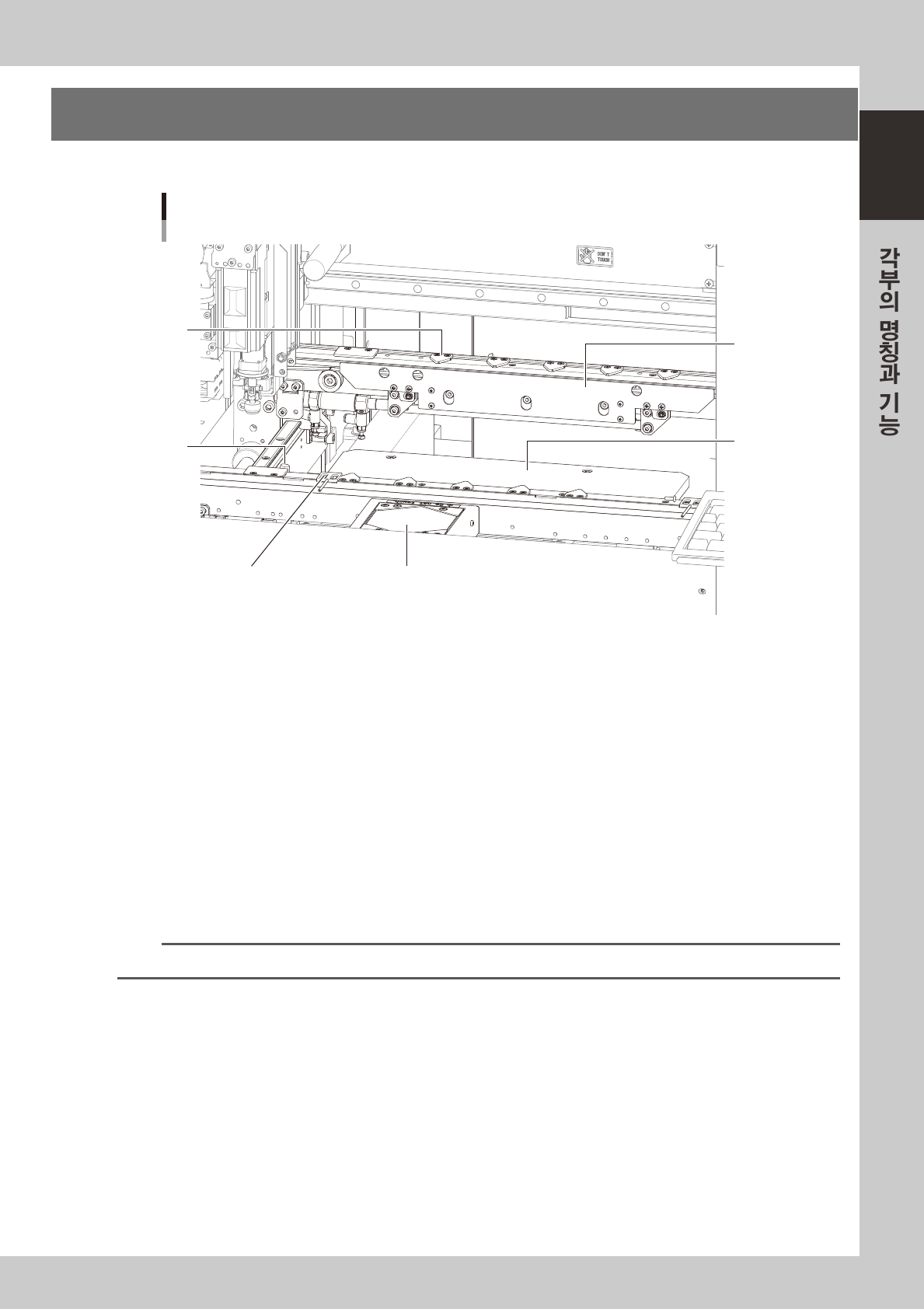
5. 컨베이어 유니트와 부품인식 장치
기판을고정하기위해사용하는컨베이어유니트에대해설명합니다 .
컨베이어 유니트
3
1
5
6
4
2
27112-N8- 00
1. 메인스톱퍼
컨베이어내에반입된기판은메인스톱퍼에닿아서멈춥니다 .
2. 푸쉬업 플레이트
푸쉬업상에푸쉬업핀을설치하고 ,기판을아래방향에서부터서포트합니다 .
3. 기판누름 플레이트 ( 가동식 )
기판고정시에위에서부터기판의틀을누릅니다 .
4. 클램프식 기판고정 유니트
기판의틀을아래방향으로부터들어올려기판누름플레이트사이에끼워서고정합니다 .
5. 멀티카메라
부품인식용카메라입니다 .
6. 기판센서
컨베이어의출입구및「대기위치」,「기판고정위치」등에배치되어있습니다 .
참고
푸쉬업 핀과 대기 / 출구 스톱퍼는 옵션입니다 .
1-14
1
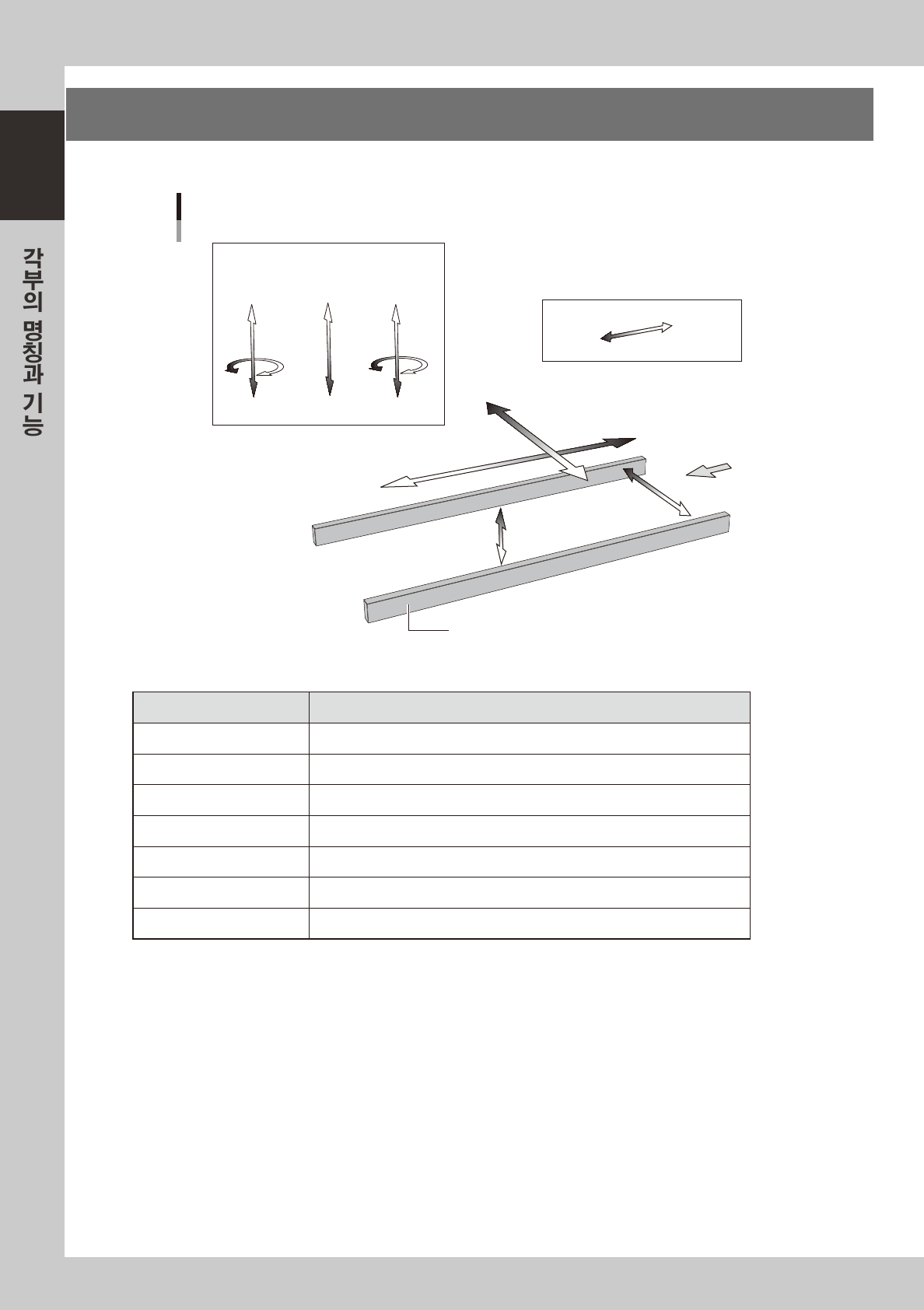
6. 축 구성
장비의Servo 모터제어에의한축구성및동작방향에대해설명합니다 .
Y축
Z2축 CZ축 Z1축
X축
W축
PU축
+방향
-방향
기판
컨베이어 레일
R2축
R1축
헤드
축 구성
27113-N8- 00
■ 각 축의 기능
축명칭 기능
•
역할
X축 컨베이어의기판반송방향과평행하게헤드를이동합니다 .
Y축 컨베이어의기판반송방향과수직으로헤드를이동합니다 .
Z1,Z2 축 각부품흡착
•
탑재헤드를상하로이동합니다 .
R1,R2 축 각헤드의노즐샤프트를회전시킵니다 .
CZ 축 피듀셜카메라를상하로동작시킵니다 .
W축 컨베이어폭을변경합니다 .
PU 축 푸쉬업플레이트를상하로동작시킵니다 .

제 2 장 기본적인 조작에 대해서
목차
1. 조작전에 2-1
1.1 비상정지의 해제방법 2-1
1.2 에러의 클리어 방법 2-2
1.3 대표적인 에러와 대처방법 2-3
2. 조작화면과 각종버튼 2-8
2.1 조작화면의 기본구성 2-8
2.2 셋업화면 2-11
2.3 장치화면 2-12
3. 장비의 기동과 종료 2-17
3.1 시작전 점검을 한다 2-18
3.2 장비를 기동한다 2-19
3.3 워밍업을 실행한다 2-21
3.4 컨베이어의 셋업을 실행한다 2-23
3.4.1 작업의흐름 2-24
4. 부품공급 장치의 준비 2-26
4.1 테이프의 세팅 2-26
4.2 테이프 전송피치 설정 2-31
4.2.1 마운터에서실행할경우 2-31
4.2.2 각스테이션에서실행할경우 2-33
4.3 트레이부품의 세팅 2-35
4.3.1 부품트레이를팔레트에세팅한다 2-35
4.3.2 팔레트를ATS15 에세팅한다 2-36
5. 실장기측의 설정 2-37
5.1 부품 공급형태의 설정 2-37
5.2 동작확인 2-41