00191805-01.pdf - 第194页
6 Funciones ópticas Instrucciones de serv icio SIPLACE S -23 HM 6.3 Sistemas ópticos de componentes Versión de software SR.406.xx Edición 02/00 ES 194 6 Fig. 6.3 - 1 Componente regular Leyenda referente a la Fig. 6.3 - 1…
Instrucciones de servicio SIPLACE S-23 HM 6 Funciones ópticas
Versión de software SR.406.xx Edición 02/00 ES 6.3 Sistemas ópticos de componentes
193
División mínima de patillas: 0,3mm para la cámara
0,5mm para la máquina
Diámetro mínimo de bola para
µ BGAs
:250µm
6.3.1.3 Descripción de funcionamiento
Un segmento del cabezal revólver de 12 segmentos toma en la estación de estrella 1 un compo-
nente. La estrella avanza, otros componentes son tomados. En la estación de estrella 7 se en-
cuentra la unidad óptica del sistema óptico de componentes-. Al llegar allí tres filas LED
desplazadas en el espacio iluminan el componente de forma uniforme con luz roja. El sistema
óptico representa de forma nítida componentes hasta una altura de 5mm en el Chip-CCD de la
cámara. 6
La imagen digital generada del componente se transmite a la unidad de evaluación óptica. Con
la ayuda de métodos de procesamiento digital de imágenes (procesos-HALE) la unidad de eva-
luación compara la imagen del componente con un modelo sintético generado anteriormente en
el editor de empaquetado. Los parámetros obtenidos suministran información respecto a las des-
viaciones de posición, ángulo de giro, estado de las patillas y reidentificación de los componen-
tes. El proceso-HALE ha demostrado ser bastante estable contra influencias perturbadoras como
reflexiones, diferente comportamiento de reflexión de patillas, influencias de luz dispersa etc. Es
más preciso y rápido que el proceso Matching. Después de una medición exitosa el segmento
gira el componente en la estación estrella 9 a la dirección de colocación correcta. En la estación
estrella el componente se coloca en posición correcta sobre la tarjeta de circuitos impresos. 6
6.3.2 Criterios para el registro de componentes
Forma de los componentes 6
Con el centrado óptico de los componentes pueden centrarse componentes regulares e irregula-
res. Como número máximo de patillas en dirección horizontal o vertical se admite 99. 6
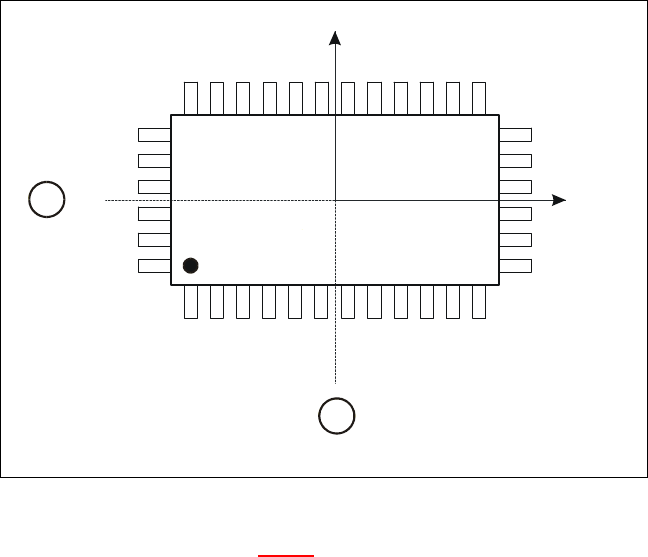
Criterios para componentes regulares 6
Definición 6
Un componente se denomina regular cuando se cumplen las siguientes condiciones: 6
– empaquetado rectangular (caso especial: empaquetado cuadrado)
– solamente un modelo de patilla (lead-type)
– solamente un grupo de patillas por cara
– los grupos de patillas opuestos son simétricos respecto a los ejes principales
(eje X, eje Y).
6 Funciones ópticas Instrucciones de servicio SIPLACE S-23 HM
6.3 Sistemas ópticos de componentes Versión de software SR.406.xx Edición 02/00 ES
194
6
Fig. 6.3 - 1 Componente regular
Leyenda referente a la Fig. 6.3 - 1
(1) Eje de simetría
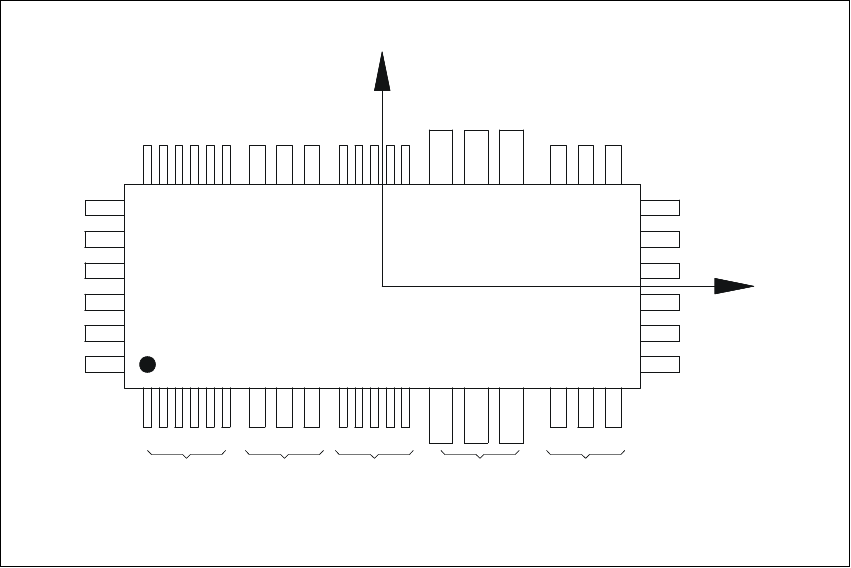
Criterios para componentes irregulares 6
Definición 6
Un componente se denomina irregular cuando no se cumplen las condiciones para los compo-
nentes regulares. 6
Condiciones adicionales para el centrado con el sistema óptico de componentes: 6
– en una fila se permiten hasta 3 diferentes modelos de patillas.
– en una fila se admiten hasta 15 grupos.
Y
X
Pin 1
1
1
Instrucciones de servicio SIPLACE S-23 HM 6 Funciones ópticas
Versión de software SR.406.xx Edición 02/00 ES 6.3 Sistemas ópticos de componentes
195
6
Fig. 6.3 - 2 Ejemplo de componentes irregulares
Desviación de distribución 6
Para cada componente puede introducirse de forma independiente la desviación de distribución
en el editor "GF" (empaquetado) (es decir la distancia de distribución de centro de patilla a centro
de patilla). Si se excede este valor, el componente no se centra y con ello no se dota. 6
Valor límite de la medición de calidad 6
Los componentes no deben exceder los valores límite de la medición de calidad, ya que entonces
no se dotan.
Valores límite son: 6
– diferencia del número de patillas entre original y modelo.
– desviación de distribución mayor que el valor en el fichero - GF.
– error de ortogonalidad mayor al definido en el fichero - GF.
– mayor desviación de las medidas exteriores.
– desviación del punto medio mayor a la tolerancia de posición admisible al recoger.
Modell 1
Gruppe 1
Modell 2
Gruppe 1
Modell 1
Gruppe 2
Modell 3
Gruppe 1
Modell 2
Gruppe 2
X
Pin 1
Y
X
Pin 1
Modelo 1 Modelo 2 Modelo 1 Modelo 3 Modelo 2
Grupo 1 Grupo 1 Grupo 2 Grupo 1 Grupo 2