CUS0_StandardFunction.pdf - 第72页
2-40 2 4.2.5 注意事项 ‧ 转换为检查机数据的操作,只有在选中生产线数据的状态下才可以转换。选中机器则无法转换。 ‧ 印刷机的数据无法转换。 ‧ 点胶机的数据无法使用形状对应表的信息库名。 ‧ 转换为检查机数据时,不输出跳过、参考数据。 ‧ 检查机的基板原点始终为基板左下方,与传送方向无关,因此与 YAMAHA 的原点规格无关,全部转换为左下原点。 ‧ 贴装数最大为 60,000,包含点胶信息在内。超过…
2-39
2
■ 各机型的设定值样本
机型
YVi-Mini YVi-X2 YVi-X2H
YVi-DT
(20µm)
YVi-DT
(15µm)
YVi-DTL YVi-LH YVi-MH
视野尺寸
X(µm) 30,400 25,800 32,000 20,400 15,300 30,400 30,400 30,400
视野尺寸
Y(µm) 22,800 17,200 24,000 15,400 11,500 22,800 22,800 22,800
相机待机位置
X(µm) 0 0 0 0 0 0 0
相机待机位置
Y(µm) 0 0 0 0 0 0 0
相机移动速度
X(µm/s) 1,000,000 1,000,000 1,500,000 2,500,000 2,500,000 2,500,000 1,500,000 1,000,000
相机移动速度
Y(µm/s) 1,000,000 1,000,000 1,500,000 2,500,000 2,500,000 2,500,000 1,500,000 1,000,000
相机加速度
X(G) 2.000 2.000 2.500 0.670 0.670 1.217 2.200 2.000
相机加速度
Y(G) 2.000 2.000 2.500 0.670 0.670 1.065 2.200 2.000
机器的调整、使用的相机、选配的镜头等不同时,设定值也相应不同。
根据实际使用的检查机的调整值设置。
8
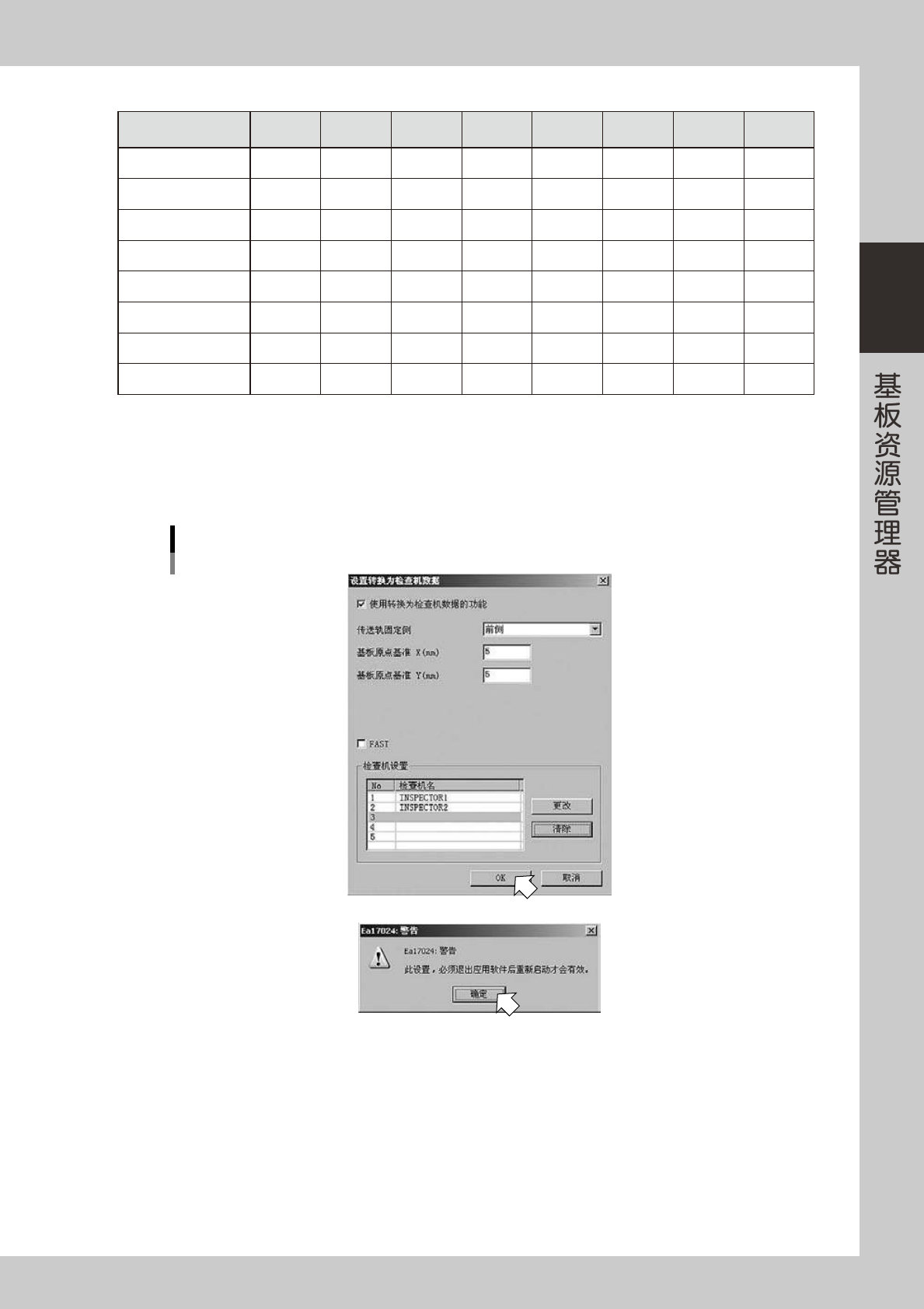
保存更改的内容时,按 [OK] 按钮,重新启动基板资源管理器。
更改内容的保存和基板资源管理器的重新启动
662D2-S0-00
2-40
2
4.2.5 注意事项
‧
转换为检查机数据的操作,只有在选中生产线数据的状态下才可以转换。选中机器则无法转换。
‧
印刷机的数据无法转换。
‧
点胶机的数据无法使用形状对应表的信息库名。
‧
转换为检查机数据时,不输出跳过、参考数据。
‧
检查机的基板原点始终为基板左下方,与传送方向无关,因此与 YAMAHA 的原点规格无关,全部转换为左下原点。
‧
贴装数最大为 60,000,包含点胶信息在内。超过此数则无法转换。
‧
转换后的基板名必须在 20 字符以内。
‧
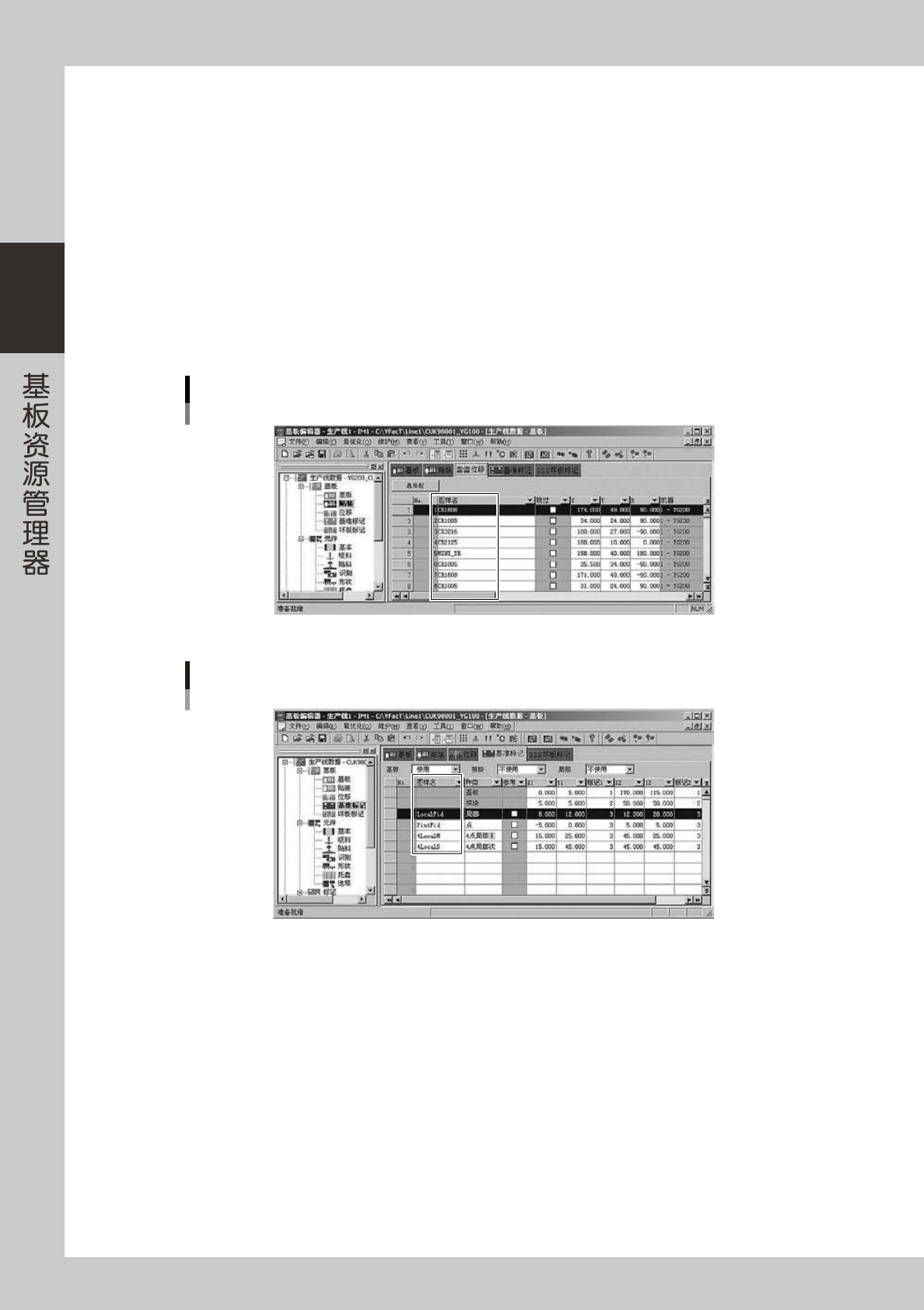
贴装信息的图样名必须在 9 字符以内。
‧
元件尺寸作为检查机数据的检查框使用。点胶信息中不存在尺寸信息,因此检查框以 5.0mm×5.0mm 输出。
‧
点胶信息中不存在元件名,因此无法使用检查机的信息库。
贴装信息的图样名
662D3-S0-00
基准标记信息的图样名
662D4-S0-00
2-41
2
5.基板程序的管理
基板程序的文件管理在基板资源管理器中进行。
利用基板资源管理器,可以将保存在硬盘中的基板程序复制到 USB、FD、MO 等移动媒体、网络上的机器以及网
络驱动盘中,还可以更改基板名、复制和删除基板程序以及转换基板数据类型等。
5.1 基板程序的编辑
5.1.1 复制基板程序
以下,介绍复制基板程序的方法。
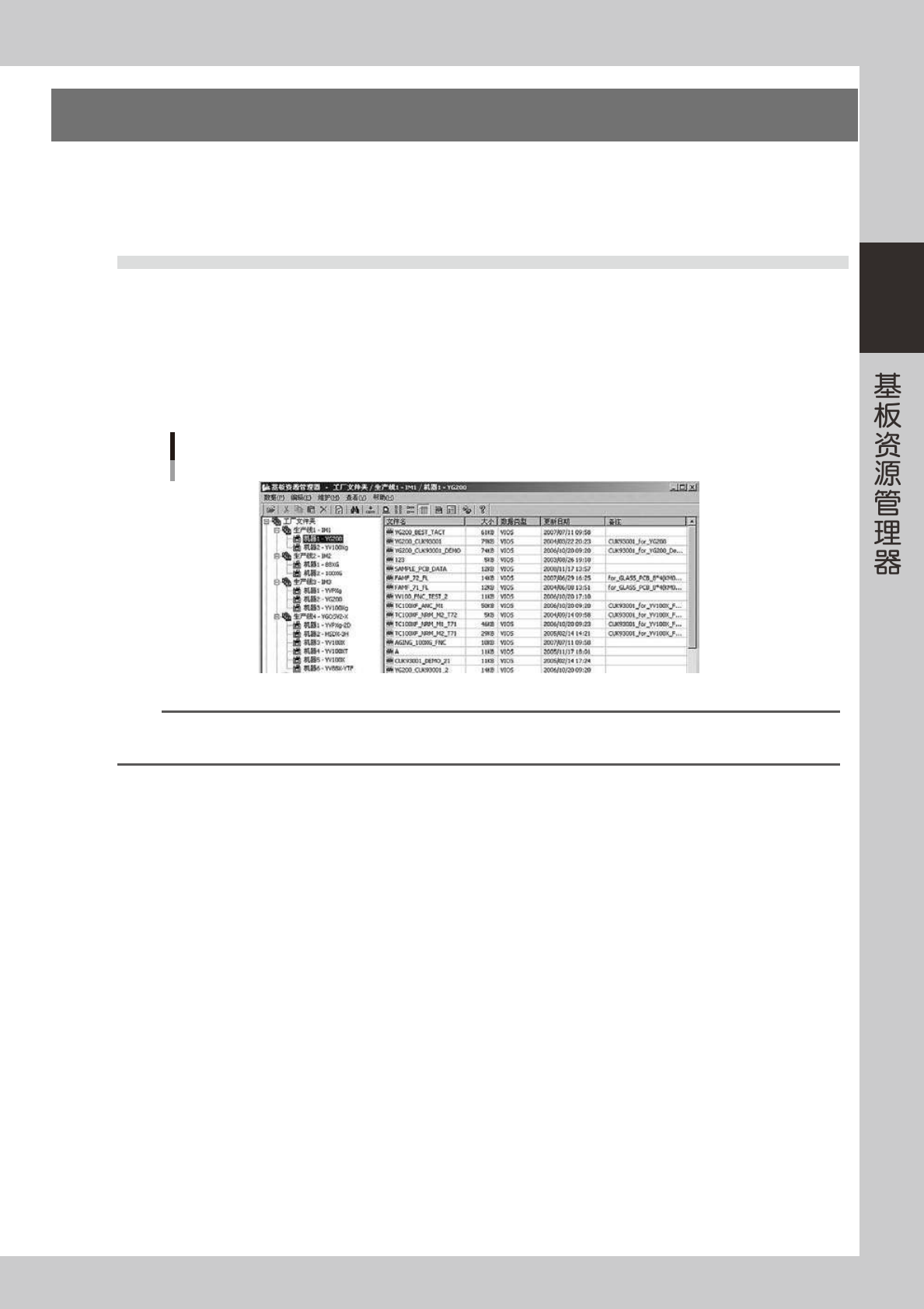
1
选择基板程序。
操作树状视图,选择要复制的基板程序所在的机器图标、文件夹等。
显示基板程序
66237-S0-00
参考
选择工厂文件夹时,显示保存在硬盘中的所有基板程序。选择生产线时,显示登录在所选生产线上的基板程序。
选择机器时,显示登录在所选机器上的基板程序。