JM-20_程序员2.pdf - 第126页
操作手册 Ⅱ 2- 93 选择实施 引脚矫正 元件的尺寸 适合的夹具编号 。 标准夹具如下表 所示有 8 种。但在夹 具编号选择表 中,只显示实际 安装在夹具单元 的夹具编 号。 No. 适当引 脚间距 [mm] 适当引脚径 [mm ] 矫正可能范 围 [mm] 1 2.50 0.45 ~ 0.60 2.15 ~ 3.90 2 3.50 0.45 ~ 0.60 3.15 ~ 4.90 3 5.00 0.50 ~ 0.60 4.70 ~ …
操作手册Ⅱ
2-92
(5)
引脚矫正
在生产中判定是否为可插入元件,对判定为不可贴片的元件,实施引脚矫正的功能。在矫正后
再次实施是否为可插入元件的判定,判定为可贴片时,实施该元件的贴片。
在是否为可插入元件的判定处,判定为比判定值更大时,将元件引脚部插入凹型夹具,使引脚
幅变窄。判定为比判定值更小时,将元件的引脚部插入凸型夹具,扩大引脚幅。
●引脚矫正功能仅对应引脚根数为 2 根的元件。
对引脚根数超过 2 根以上的元件不进行引脚矫正。
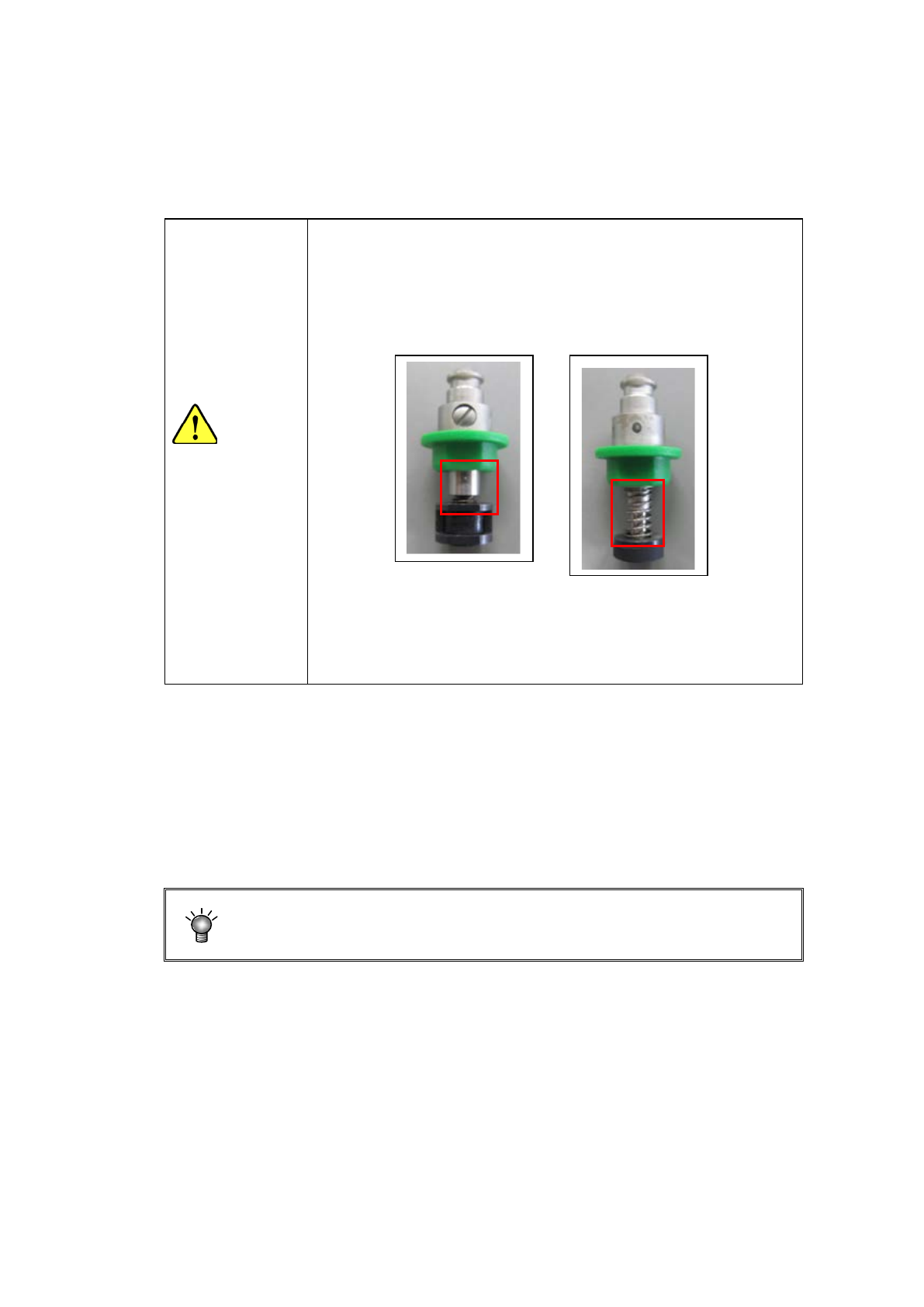
●使用通常的弹簧类型吸嘴,不能正确实施矫正。
请使用由弹簧与法兰盘构成的插入对策用吸嘴。
插入对策吸嘴 插入未对策吸嘴
●为了使用引脚矫正功能,需要“保护模块”。
有关保护模块的安装方法,请参照 2-7-4 章。
在元件数据满足下述条件时,可以设置引脚矫正功能。
元件种类「插入元件」,出厂形态「INS 带」,送料器类型「MRF」,判定是否为可插入元件
为「是」
设置项目的详细内容如下所示。
・矫正
设置是否实施引脚矫正功能
各项目的初期値,在引脚矫正设置为「是」时自动决定,但
“引脚类型”和”封装高度”必须进行手动设置。
夹具编号
注意
操作手册Ⅱ
2-93
选择实施 引脚矫正元件的尺寸适合的夹具编号。
标准夹具如下表所示有 8 种。但在夹具编号选择表中,只显示实际安装在夹具单元的夹具编
号。
No. 适当引脚间距 [mm] 适当引脚径 [mm] 矫正可能范围 [mm]
1 2.50 0.45 ~ 0.60 2.15 ~ 3.90
2 3.50 0.45 ~ 0.60 3.15 ~ 4.90
3 5.00 0.50 ~ 0.60 4.70 ~ 6.40
4 5.00 0.80 5.00 ~ 6.60
5 7.50 0.60 7.30 ~ 8.90
6 7.50 0.80 7.50 ~ 9.10
7 10.00 0.60 9.80 ~ 11.40
8 10.00 0.80 10.00 ~ 11.60
标准夹具不能对实施了嵌入加工的元件进行矫正。
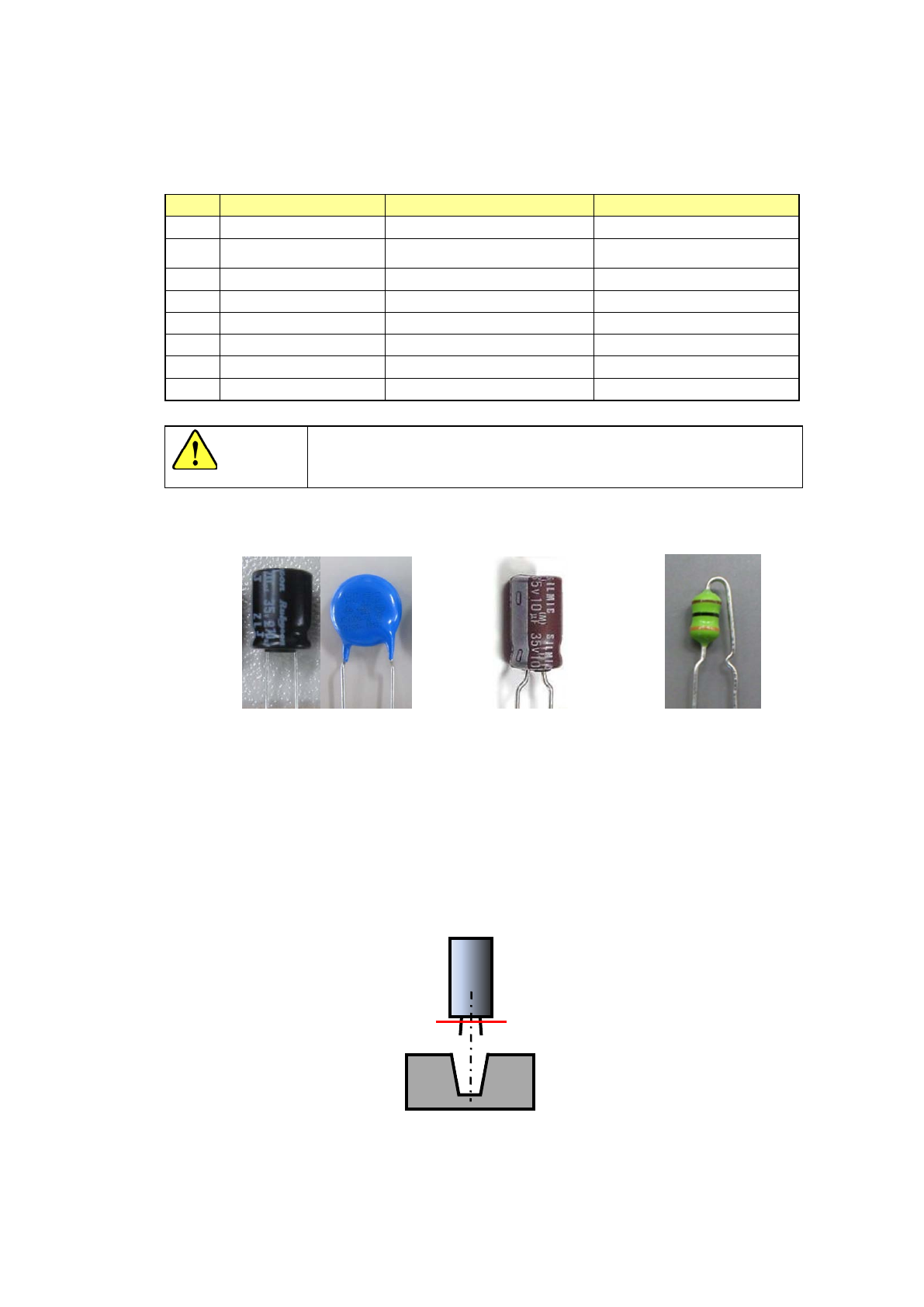
・引脚类型
从引脚类型「直线」、「成形」、「阻抗」中选择最接近的一种。
直线 成形 阻抗
・封装高度
设置插入元件去除引脚部分的封装部分的高度。
・引脚中心识别高度
对引脚基端(根部)进行激光测定时,设置识别高度。
在该位置测得的数据,用于引脚矫正时对齐元件和矫正夹具的位置。
设置的参考: - ( 元件高度 – 元件接触面深度 – 引脚长度 + 1.00 )
注意
激光测定
操作手册Ⅱ
2-94
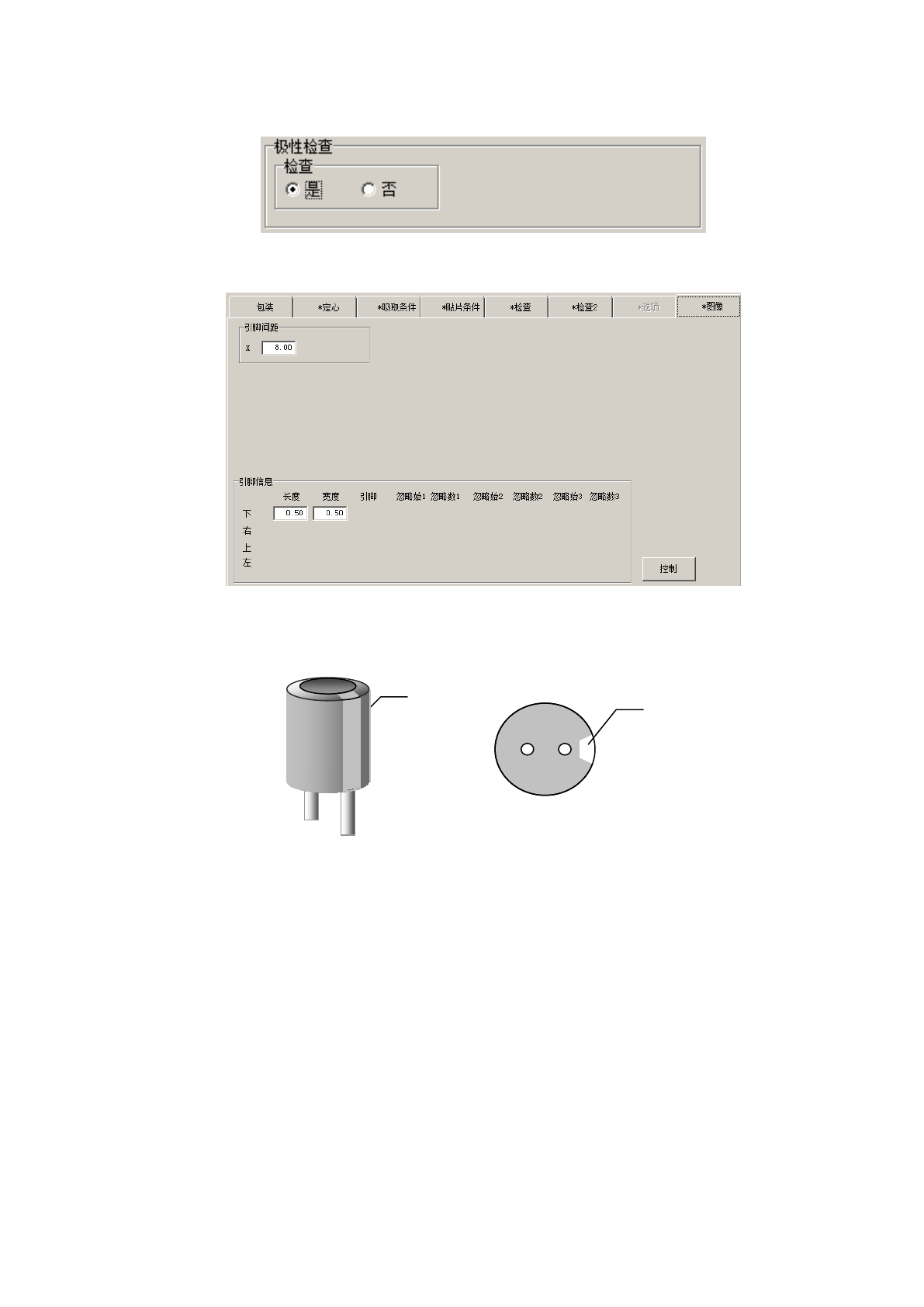
(5)极性判别
极性检查仅对元件类型为 INS 电解电容器时,才能设定、实施。
设定是否实施极性检查,从图像选项卡设定引脚间距、引脚长度・宽度。
极性检查设定为「是」时,必须从图像选项卡设定引脚间距、引脚长度・宽度。
(注)
在 2-3-5-2-9 VCS 选择中选择了「27mm DFFP」时,请勿使用极性判别功能。
实施极性检查时,如果看 VCS 识别元件下面,在设定位置看不到带,即为错误。
主要用于检查元件错挂等。检查可按照以下步骤进行。
生产前
・编辑程序菜单>机器操作>检查>单独极性检查
・编辑程序菜单>机器操作>检查>连续极性检查
・跟踪吸取>检查「VERIFY」
・生产画面菜单>生产补助>单独极性检查
・生产画面菜单>生产补助>连续极性检查
生产中的设定
・操作选项>生产(功能)>生产开始时,自动进行对象元件的极性检查
・操作选项>生产(暂停)>无元件开始时,进行极性检查。
・操作选项>生产(暂停)>无元件开始时,进行跟踪吸取。且
操作选项>生产(功能)>跟踪吸取后,进行极性检查。
・ 机器设置>极性检查>生产中的极性检查
带
Bottom View
带