GXH 工程说明书 SM-0134-005.pdf - 第140页
装 装 装 装置名称 置名称 置名称 置名称 贴片 贴片 贴片 贴片 机 机 机 机 模块名称 模块名称 模块名称 模块名称 第八章 第八章 第八章 第八章 元件供给部 元件供给部 元件供给部 元件供给部 页次 页次 页次 页次 8-1 单元名称 单元名称 单元名称 单元名称 修订 修订 修订 修订 0412-001 型号名称 型号名称 型号名称 型号名称 项 项 项 项 目 目 目 目 1 1 1 1 . . . . 送料器 送料器 …
0412-001 8-B
装
装装
装置名称
置名称置名称
置名称
贴片
贴片贴片
贴片机
机机
机
模块名称
模块名称模块名称
模块名称
第八章
第八章第八章
第八章
元件供给部
元件供给部元件供给部
元件供给部
页次
页次页次
页次
8-1
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订
0412-001
型号名称
型号名称型号名称
型号名称
项
项项
项
目
目目
目
1
11
1.
..
.送料器
送料器送料器
送料器定位部的组装
定位部的组装定位部的组装
定位部的组装
GXH-1
1.1
1.11.1
1.1
单元的安装
单元的安装单元的安装
单元的安装
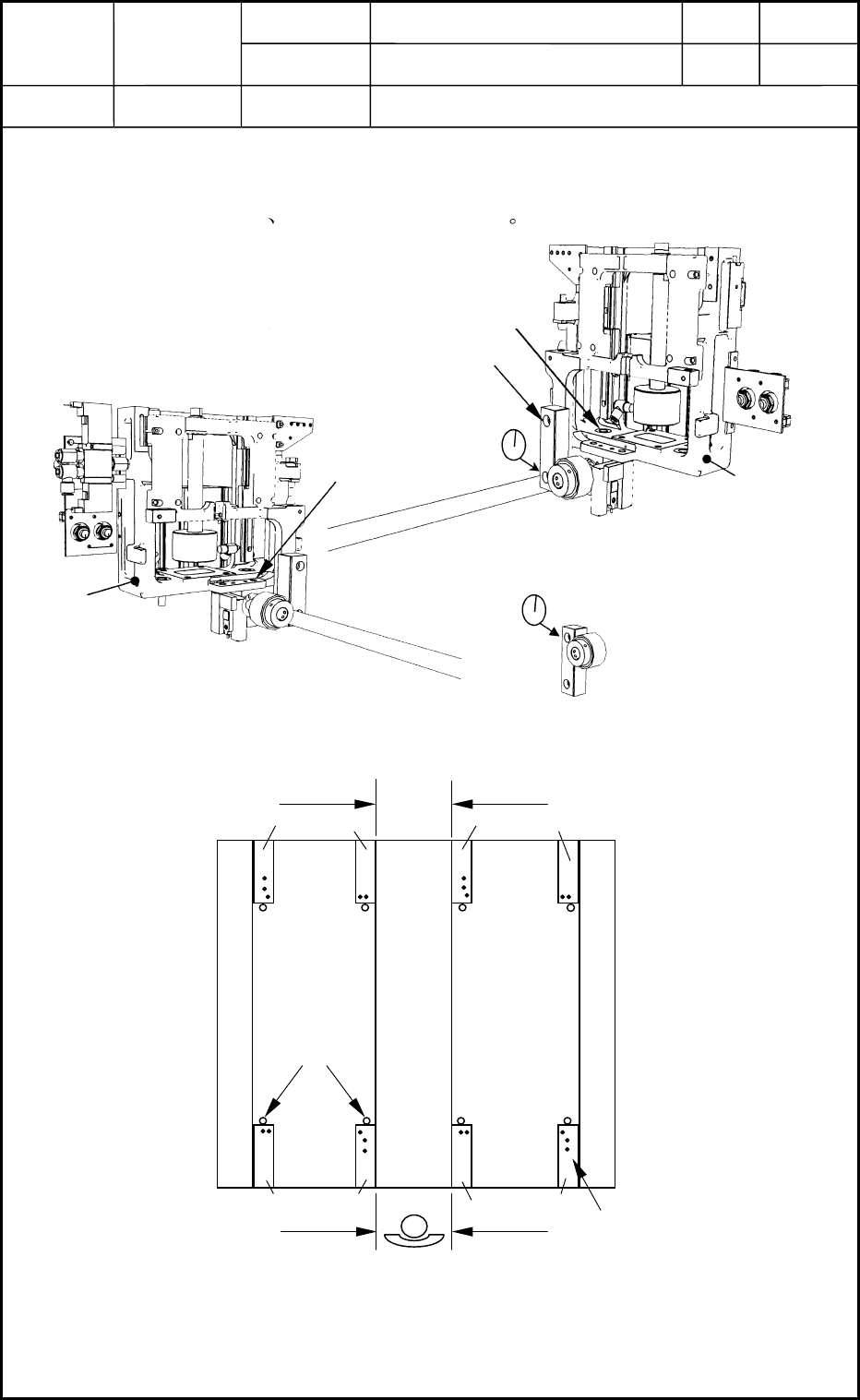
(1) 将 A 部(Fig.H1) B 部(Fig.H2)安装到主机
单元安装台
单元安装台单元安装台
单元安装台
对齐
对齐对齐
对齐
中
中中
中
心
心心
心
支
支支
支
架
架架
架
定位销
定位销定位销
定位销
对齐
对齐对齐
对齐
对齐
对齐对齐
对齐
架台
架台架台
架台
B
B B
B
A
AA
A
B
B B
B
A
AA
A
A B
A BA B
A B
对齐
对齐对齐
对齐
A
AA
A B
B B
B
Fig.H4
Fig.H4 Fig.H4
Fig.H4 单元安装位置
单元安装位置单元安装位置
单元安装位置
Fig.H1
Fig.H1 Fig.H1
Fig.H1 右部定位
右部定位右部定位
右部定位(
((
(上升位置
上升位置上升位置
上升位置)
))
)
Fig.H3
Fig.H3 Fig.H3
Fig.H3 右部定位
右部定位右部定位
右部定位(
((
(下降位置
下降位置下降位置
下降位置)
))
)
Fig.H2
Fig.H2 Fig.H2
Fig.H2 左部定位
左部定位左部定位
左部定位
M10L40
M10L40M10L40
M10L40
M8L30
M8L30M8L30
M8L30
A
AA
A 部
部部
部(
((
(右
右右
右)
))
)
M8L20
M8L20M8L20
M8L20
B
BB
B 部
部部
部(
((
(左
左左
左)
))
)
装
装装
装置名称
置名称置名称
置名称
贴片
贴片贴片
贴片机
机机
机
模块名称
模块名称模块名称
模块名称
第八章
第八章第八章
第八章
元件供给部
元件供给部元件供给部
元件供给部
页次
页次页次
页次
8-2
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订
0412-001
型号名称
型号名称型号名称
型号名称
项
项项
项
目
目目
目
1
11
1.
..
.送料器
送料器送料器
送料器定位部的组装
定位部的组装定位部的组装
定位部的组装
GXH-1
支
支支
支架治具
架治具架治具
架治具
Fig.H7
Fig.H7 Fig.H7
Fig.H7 对准
对准对准
对准 X
XX
X 方向位置
方向位置方向位置
方向位置
(2) 以架台的中心支架两侧面为基准
在 X 方向上
将中心支架侧单元顶着梯级部
在 Y 方向上
推进架台的定位销固定 (M10L40 SW,FW 2)
关于相反侧的单元
只推入 Y 方向暂时安装
(3) 将组成 ASSY 的齿轮部暂时组装到单元安装台 A
B 上 (M8L20 SW,FW)
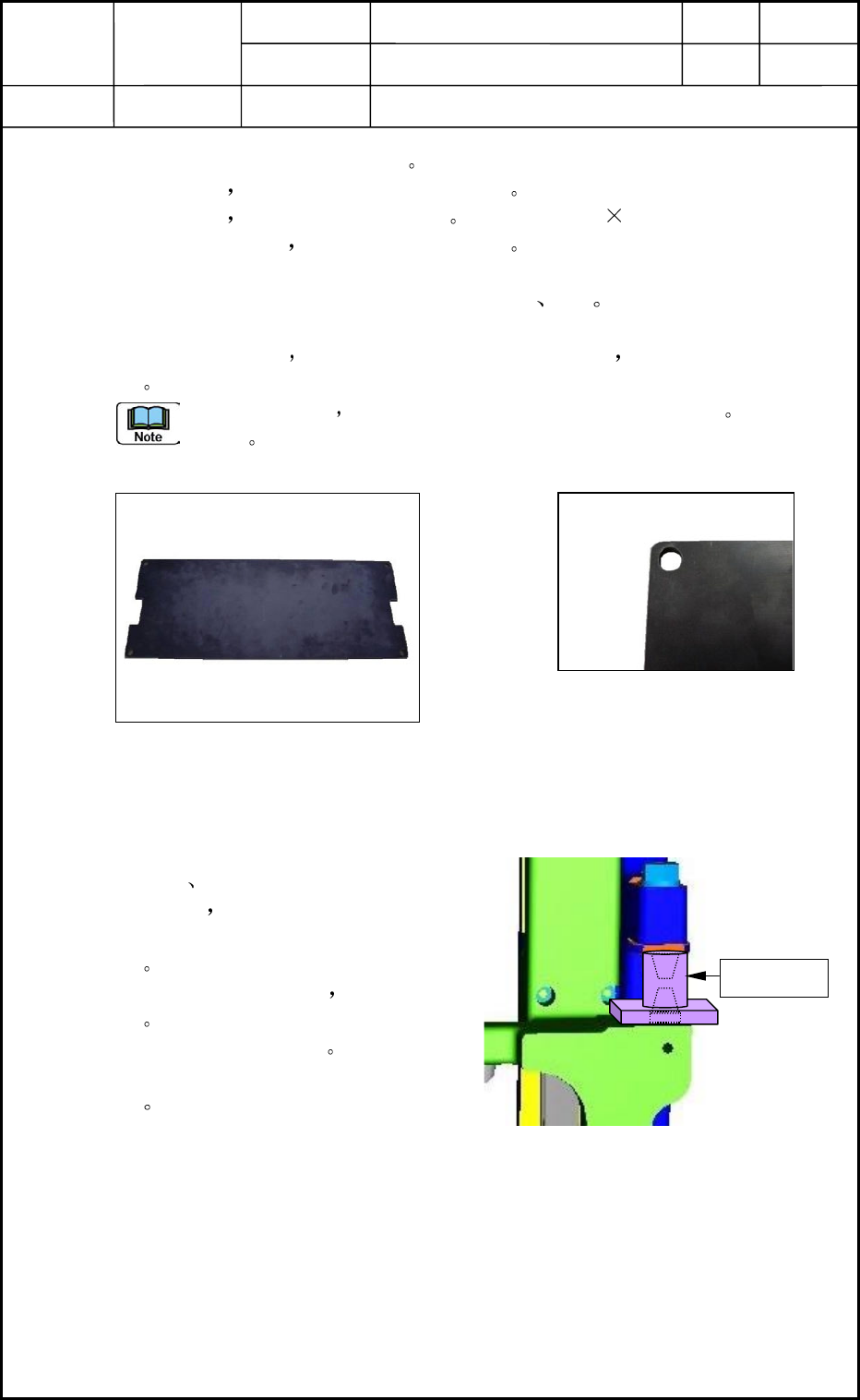
(4) 安装单元定位治具
调整中心支架相反侧单元的 X 方向 使治具能够顺畅地装
卸
如 Fig.H6 所示 单元定位治具的 X 方向对准长孔部的中心位置 (Y 方向压
入销
)
1.2
1.21.2
1.2
排气管
排气管排气管
排气管
(1) 将上升
下降用速控器从全部关闭
转一周半
将垫片从全部关闭反转两周半后锁
定
(2) 在定位部安装支架治具
上升气
缸
确认是否夹入安装治具
(3) 用阀门的手动操作进行气缸的动作确
认
Fig.H
Fig.HFig.H
Fig.H5
55
5 单元定位治具
单元定位治具单元定位治具
单元定位治具
Fig.H6
Fig.H6Fig.H6
Fig.H6
单元定位治具
单元定位治具单元定位治具
单元定位治具
治具长孔部
治具长孔部治具长孔部
治具长孔部