GXH 工程说明书 SM-0134-005.pdf - 第84页
装置名称 装置名称 装置名称 装置名称 贴片机 贴片机 贴片机 贴片机 模块名称 模块名称 模块名称 模块名称 第四章 第四章 第四章 第四章 横梁部 横梁部 横梁部 横梁部 页次 页次 页次 页次 4-3 单元名称 单元名称 单元名称 单元名称 Y Y Y Y 轴马达 轴马达 轴马达 轴马达 修 修 修 修订 订 订 订 0412-001 型号名称 型号名称 型号名称 型号名称 项 项 项 项 目 目 目 目 2 2 2 2. Y .…
装置名称
装置名称装置名称
装置名称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称
第四章
第四章第四章
第四章
横梁部
横梁部横梁部
横梁部
页次
页次页次
页次
4-2
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订
0412-001
型号名称
型号名称型号名称
型号名称
项
项项
项
目
目目
目
1
11
1. X
. X. X
. X 轴马达固定转子
轴马达固定转子轴马达固定转子
轴马达固定转子&
&&
&可动转子的更换
可动转子的更换可动转子的更换
可动转子的更换
GXH-1
1.3
1.31.3
1.3
X
XX
X 轴马达固定转子
轴马达固定转子轴马达固定转子
轴马达固定转子&
&&
&可动转子的安装
可动转子的安装可动转子的安装
可动转子的安装
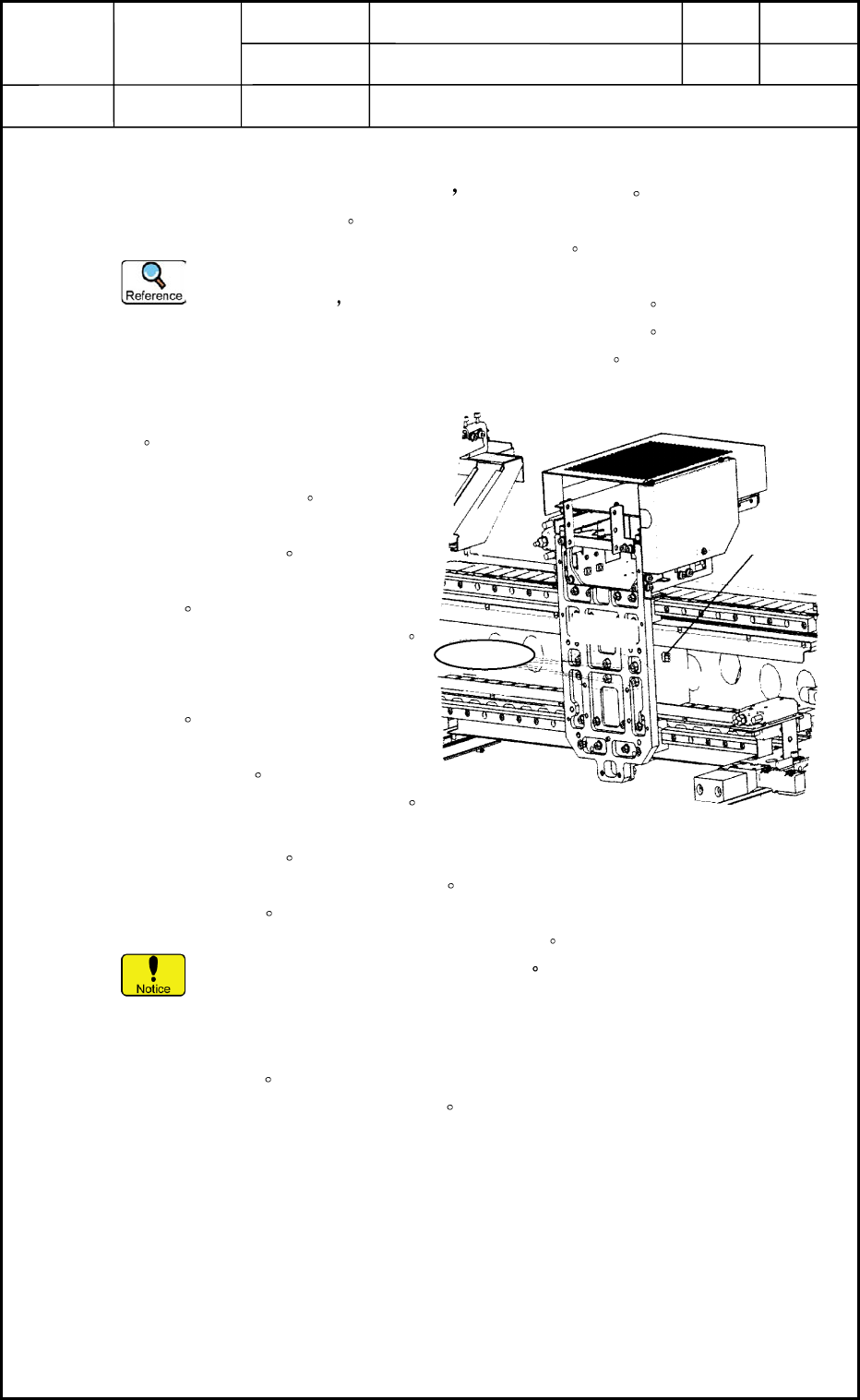
(1) 将固定转子 2 推进固定转子定位销上 拧紧固定螺丝固定
(2) 拆卸固定转子搬运用治具
(3) 在固定转子 1 的区域将可动转子安装到安装模块上
可动转子的定位
可动转子的定位可动转子的定位
可动转子的定位
(3.1) 定位时
使可动转子的方位为马达动力线在上 (参考 Fig.D2)
(3.2) 将可动转子在安装头安装模块上暂时拧上安装
(3.3) 将可动转子推进安装模块的定位销上拧紧
(4) 将可动转子向固定转子 2 方向移
动
(5) 将固定转子 1 从与 Fig.D2 的拉出
方向相反的方向安装
(6) 将固定转子 1 推入到固定转子 2
拧紧固定螺丝固定
(7) 安装固定转子 1 的固定转子搬运
用治具
(8) 确认固定转子和可动转子的间隙
规定值
规定值规定值
规定值 : 0.7±0.2mm
(9) 将可动转子的动力连接器连接到
配线部
详细内容请参照“第五章 1.安装
头单元的更换”
(10)安装保护盖和 X 轴直线标尺模块
(11)进行直线标尺的位置确认及 X 轴
编码器的光量确认
详细内容请参照“6.直线标尺的更换”
(12)安装安装头单元
详细内容请参照“第五章 1.安装头单元的更换”
基本上请使用新的固定转子的固定螺丝
基本上请使用新的固定转子的固定螺丝基本上请使用新的固定转子的固定螺丝
基本上请使用新的固定转子的固定螺丝
1.4
1.41.4
1.4
作业后所需的调整教示内容
作业后所需的调整教示内容作业后所需的调整教示内容
作业后所需的调整教示内容
全体进行补正值调整
详细内容请参照“第五章 6.补正值调整”
Fig.D2
Fig.D2Fig.D2
Fig.D2
可动转子安装部
可动转子安装部可动转子安装部
可动转子安装部
里侧
里
侧
里
侧
里侧
马达动力线
马达
动力
线马达
动力
线
马达动力线
安装头配线部
安装头
配线
部安装头
配线
部
安装头配线部
可动
转
子
可动转
子
可动转
子
可动
转
子
6
66
6 个固定螺丝
个固定螺丝个固定螺丝
个固定螺丝
安装模块
安装模块安装模块
安装模块
安装头配线
安装
头配线
安装
头配线
安装头配线
内侧
内侧内侧
内侧
外侧
外
侧
外
侧
外侧
马达动力
马达动力马达动力
马达动力
可动转子
可动转子可动转子
可动转子
安装模块
安装模块安装模块
安装模块
固定螺丝
固定螺丝固定螺丝
固定螺丝 6
66
6 个
个个
个
装置名称
装置名称装置名称
装置名称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称
第四章
第四章第四章
第四章
横梁部
横梁部横梁部
横梁部
页次
页次页次
页次
4-3
单元名称
单元名称单元名称
单元名称
Y
YY
Y 轴马达
轴马达轴马达
轴马达
修
修修
修订
订订
订
0412-001
型号名称
型号名称型号名称
型号名称
项
项项
项
目
目目
目
2
22
2. Y
. Y. Y
. Y 轴马达固定转子
轴马达固定转子轴马达固定转子
轴马达固定转子&
&&
&可动转子的更换
可动转子的更换可动转子的更换
可动转子的更换
GXH-1
2.1
2.12.1
2.1
Y
YY
Y 轴马达固定转子的拆卸
轴马达固定转子的拆卸轴马达固定转子的拆卸
轴马达固定转子的拆卸
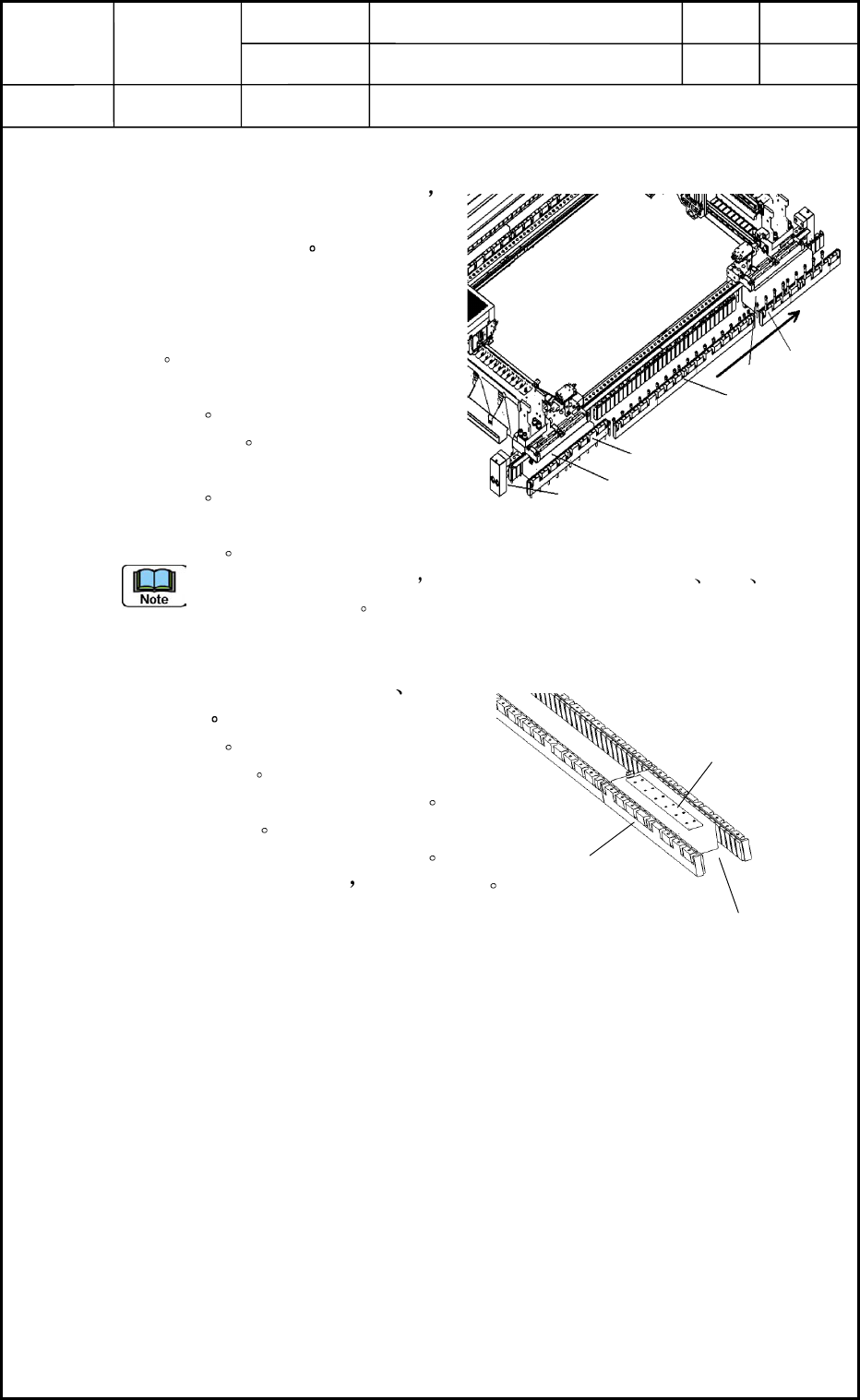
• 全体固定转子的拆卸如
全体固定转子的拆卸如全体固定转子的拆卸如
全体固定转子的拆卸如 Fig.D3
Fig.D3Fig.D3
Fig.D3 所示
所示所示
所示
按
按按
按“固定转子
固定转子固定转子
固定转子 1
11
1”→
→→
→“固定转子
固定转子固定转子
固定转子 2
22
2”→
→→
→“固
固固
固
定转子
定转子定转子
定转子 3
33
3”
的顺序进行
的顺序进行的顺序进行
的顺序进行
(
((
(因为固定转子的位置基准销在装置
因为固定转子的位置基准销在装置因为固定转子的位置基准销在装置
因为固定转子的位置基准销在装置
的前侧
的前侧的前侧
的前侧)
))
)
(1) 先将可动转子向固定转子 2 方向
移动
(2) 将固定转子搬运用治具安装在固定
转子 1 上
(3) 拆卸固定螺丝
(4) 将固定转子 1 向 Fig.D3 的拉出方向
缓慢拆卸
(5) 固定转子 2 及固定转子 3 也是用同样
的方法拆卸
要拆卸 Y1 轴的固定转子 需要事先拆卸后侧的操作监视器 顶柱 机械制
动阀及机械电缆等
2.2
2.22.2
2.2
Y
YY
Y 轴马达可动转子的拆卸
轴马达可动转子的拆卸轴马达可动转子的拆卸
轴马达可动转子的拆卸
• 可动转子的
可动转子的可动转子的
可动转子的拆卸顺序为先从后侧
拆卸顺序为先从后侧拆卸顺序为先从后侧
拆卸顺序为先从后侧
然后为前侧
然后为前侧然后为前侧
然后为前侧
(1) 先拆卸横梁
(含机械电缆等
)
(2) 将可动转子向固定转子 2 方向移动
(3) 拆卸固定转子 1
(4) 将可动转子移动到固定转子 1 区域
(5) 拧松可动转子的固定螺丝
拆卸可动转子
固定转子
固定转子固定转子
固定转子
可动转子
可动转子可动转子
可动转子
间隙
间隙间隙
间隙
Fig.D4
Fig.D4Fig.D4
Fig.D4
后侧
后侧后侧
后侧
Y1
Y1Y1
Y1轴
轴轴
轴
前侧
前侧前侧
前侧
Y2
Y2Y2
Y2 轴
轴轴
轴
拉出方向
拉出方向拉出方向
拉出方向
固定转子
固定转子固定转子
固定转子 1
11
1
基准销
基准销基准销
基准销
固定转子
固定转子固定转子
固定转子 3
33
3
可动转子
可动转子可动转子
可动转子
固
固固
固定转子
定转子定转子
定转子 2
22
2
可动转子
可动转子可动转子
可动转子
Fig.D3
Fig.D3Fig.D3
Fig.D3
右侧
右侧右侧
右侧
装置名称
装置名称装置名称
装置名称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称
第四章
第四章第四章
第四章
横梁部
横梁部横梁部
横梁部
页次
页次页次
页次
4-4
单元名称
单元名称单元名称
单元名称
Y
YY
Y 轴马达
轴马达轴马达
轴马达
修
修修
修订
订订
订
0412-001
型号名称
型号名称型号名称
型号名称
项
项项
项
目
目目
目
2
22
2. Y
. Y. Y
. Y 轴马达固定转子
轴马达固定转子轴马达固定转子
轴马达固定转子&
&&
&可动转子的更换
可动转子的更换可动转子的更换
可动转子的更换
GXH-1
2.3
2.32.3
2.3
Y
YY
Y 轴马达固定转子
轴马达固定转子轴马达固定转子
轴马达固定转子&
&&
&可动转子的安装
可动转子的安装可动转子的安装
可动转子的安装
(1) 安装固定转子 3
定位方法: X 方向推入到基准销 Y 方向推入到里侧
(2) 安装固定转子 2 (推入到固定转子 3 )
(3) 在固定转子 1 区域中
将前侧可动转子安装在固定模块上 移动到前侧
(4) 在固定转子 1 区域中
将后侧可动转子安装在固定模块上 移动到前侧
(5) 安装固定转子 1
(推入到固定转子 2 )
(6) 安装拆卸的其他元件及单元
规定值
规定值规定值
规定值
Table D1
Table D1Table D1
Table D1
名
名名
名
称
称称
称
规
规规
规
定
定定
定
值
值值
值
定位的推入间隙 0.01mm 厚度不通过
固定转子和可动转子的间隙(Fig.D4) 全区域 0.7±0.2mm
2.4
2.42.4
2.4
作业后所需的调整教示内容
作业后所需的调整教示内容作业后所需的调整教示内容
作业后所需的调整教示内容
全体进行补正值调整
详细内容请参照“第五章 6.补正值调整”