GXH 工程说明书 SM-0134-005.pdf - 第88页
装置名称 装置名称 装置名称 装置名称 贴片机 贴片机 贴片机 贴片机 模块名称 模块名称 模块名称 模块名称 第 第 第 第 四 四 四 四 章 章 章 章 横梁部 横梁部 横梁部 横梁部 页次 页次 页次 页次 4-7 单元名称 单元名称 单元名称 单元名称 修订 修订 修订 修订 0509-002 型号名称 型号名称 型号名称 型号名称 项 项 项 项 目 目 目 目 4 4 4 4. X . X . X . X 轴编码器的更换调…
装置名称
装置名称装置名称
装置名称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称
第
第第
第四
四四
四章
章章
章
横梁部
横梁部横梁部
横梁部
页次
页次页次
页次
4-6
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订
0509-002
型号名称
型号名称型号名称
型号名称
项
项项
项
目
目目
目
4
44
4. X
. X. X
. X 轴编码器的更换调整
轴编码器的更换调整轴编码器的更换调整
轴编码器的更换调整
GXH-1
4.1
4.14.1
4.1
X
XX
X 轴编码器的拆卸
轴编码器的拆卸轴编码器的拆卸
轴编码器的拆卸
(1) 切断装置的电源
(2) 拆卸装置的机盖等
创造便于进行作业的环境
作业中请充分注意不要损坏直线标尺
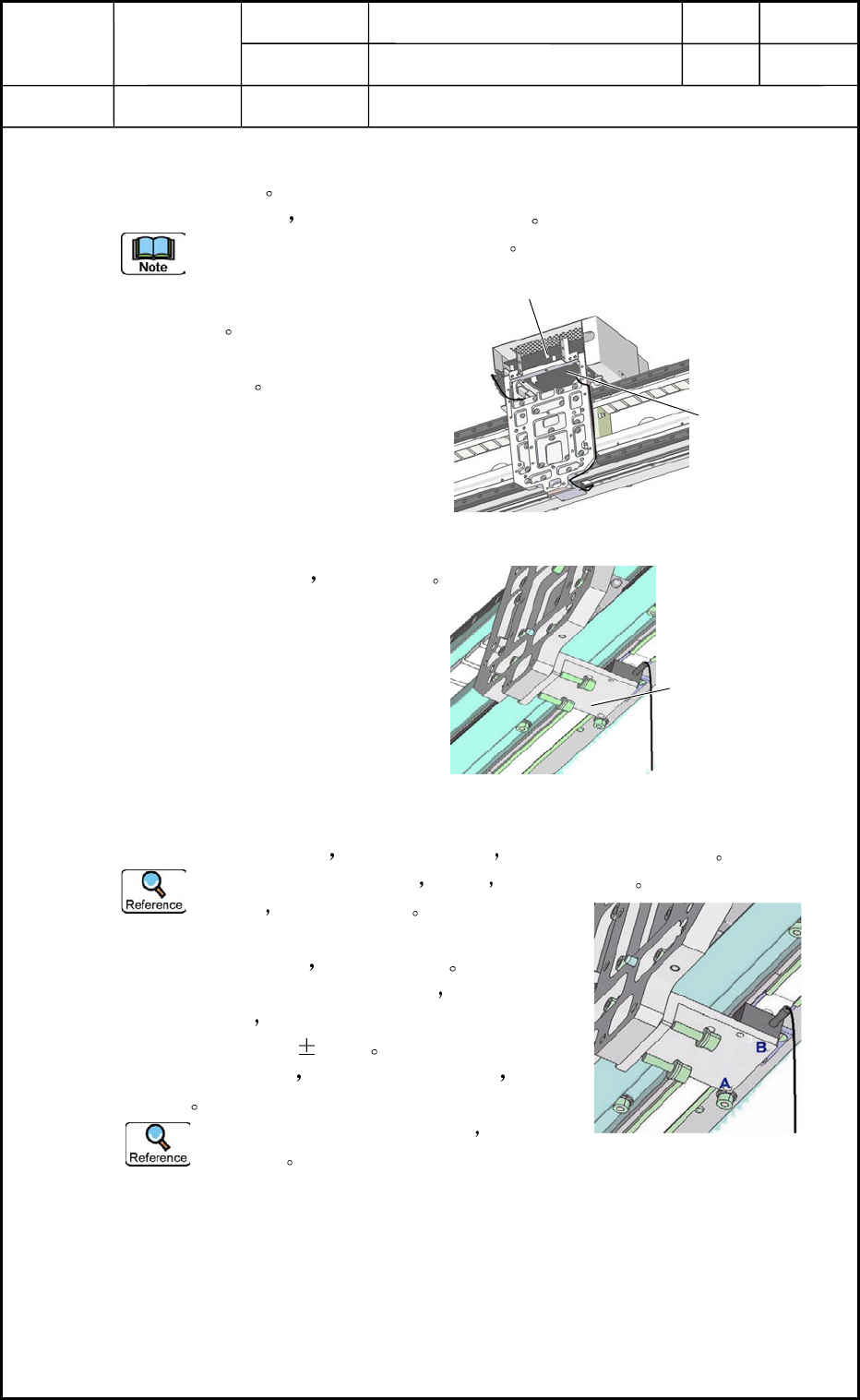
(3) 拆卸固定在安装头配线部中的编码
器的连接器
详细内容请参照“第五章 1.安装
头单元的更换”
(4) 拆卸编码器安装模块
拆卸编码器
4.2
4.24.2
4.2
X
XX
X 轴编码器的安装
轴编码器的安装轴编码器的安装
轴编码器的安装
(1) 在安装模块安装编码器 如 Fig.D10 所示 在主机上暂时拧紧固定
从编码器安装方向正面看 A 部时 使电缆向右安装
B 部时
使电缆向左安装
(2) 进行模块的位置调整
拧紧固定螺丝
• 使用间隙刻度表(调整治具附属)
移动模块进
行位置调整
使编码器和标尺间的间隙在标尺
的全区域为 0.15
0.1mm
• 如 Fig D10 所示
使用刻度表移动模块 进行
调整
调整时拆卸马达的动力线连接器 横梁的动
作会变轻
Fig.D10
Fig.D10Fig.D10
Fig.D10
水准测量
水准测量水准测量
水准测量
安装头配线部
安装头配线部安装头配线部
安装头配线部
连接器
连接器连接器
连接器
Fig.D8
Fig.D8Fig.D8
Fig.D8
安装头单元安装台
安装头单元安装台安装头单元安装台
安装头单元安装台
编码器安装模块
编码器安装模块编码器安装模块
编码器安装模块
Fig.D9
Fig.D9Fig.D9
Fig.D9
编码器安装部
编码器安装部编码器安装部
编码器安装部(
((
(下面
下面下面
下面)
))
)
装置名称
装置名称装置名称
装置名称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称
第
第第
第四
四四
四章
章章
章
横梁部
横梁部横梁部
横梁部
页次
页次页次
页次
4-7
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订
0509-002
型号名称
型号名称型号名称
型号名称
项
项项
项
目
目目
目
4
44
4. X
. X. X
. X 轴编码器的更换调整
轴编码器的更换调整轴编码器的更换调整
轴编码器的更换调整
GXH-1
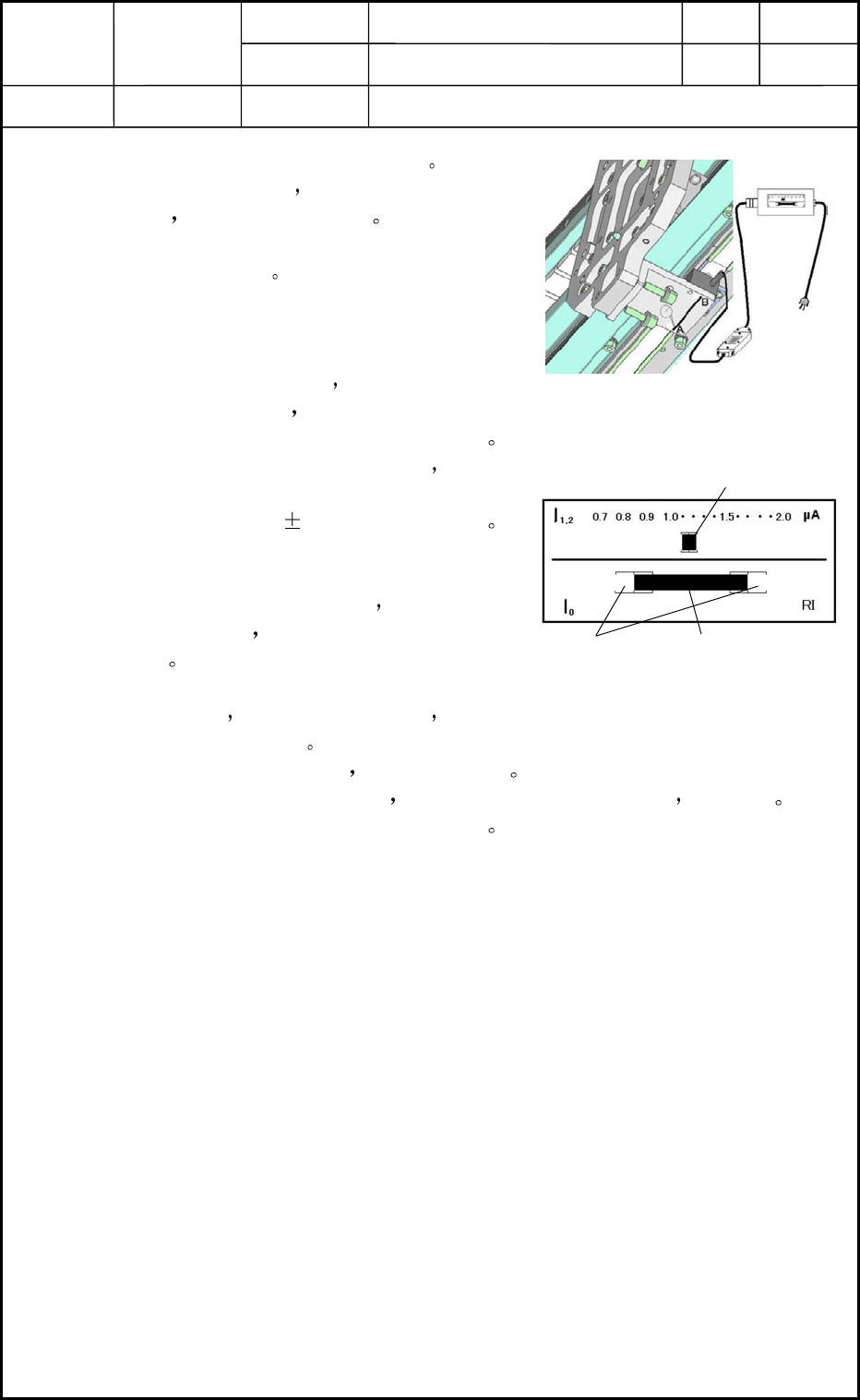
(3) 进行编码器的原点调整和光量调整
• 如 Fig.D11 所示
将调整治具连接到编码
器
接通调整治具的电源
• 看着治具的液晶监视器进行编码器的原点
和光量的确认
调整治具的使用方法
调整治具的使用方法调整治具的使用方法
调整治具的使用方法
原点确认
原点确认原点确认
原点确认: 移动 X 轴马达
当编码器通过标尺
的原点时
如果治具的液晶监视器
的显示在[ ]范围以内时即为 OK
光量确认
光量确认光量确认
光量确认: 编码器在标尺全区域移动
如果
治具的液晶监视器的光量显示总
是在 1.0
0.2 范围内时即为 OK
• 原点和光量不在范围内时
拧松编码器
的固定螺丝
移动编码器进行倾斜调
整
(4) 结束调整后
连接编码器的连接器 进行
安装头配线部的整理
(5) 使装置返回到原来的状态
接通装置的电源
(6) 如果 X 轴的原点复位动作正常
就进行有关横梁的补正值调整 结束作业
详细内容请参照“第五章 6.补正值调整”
光量显示
光量显示光量显示
光量显示
原点显示
原点显示原点显示
原点显示
原点范围
原点范围原点范围
原点范围
Fig.D12
Fig.D12 Fig.D12
Fig.D12
编码器显示
编码器显示编码器显示
编码器显示
Fig.D11
Fig.D11Fig.D11
Fig.D11
连接调整治具
连接调整治具连接调整治具
连接调整治具
装置名
装置名装置名
装置名称
称称
称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称
第四章
第四章第四章
第四章
横梁部
横梁部横梁部
横梁部
页次
页次页次
页次
4-8
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订
0509-002
型号名称
型号名称型号名称
型号名称
项
项项
项
目
目目
目
5. Y
5. Y5. Y
5. Y 轴编码器的更换调整
轴编码器的更换调整轴编码器的更换调整
轴编码器的更换调整
GXH-1
5.1
5.15.1
5.1
Y
YY
Y 轴编码器的拆卸
轴编码器的拆卸轴编码器的拆卸
轴编码器的拆卸
(1) 切断装置的电源
(2) 拆卸装置的机盖等
创造便于进行作业的环境
作业中请充分注意不要损坏直线标尺
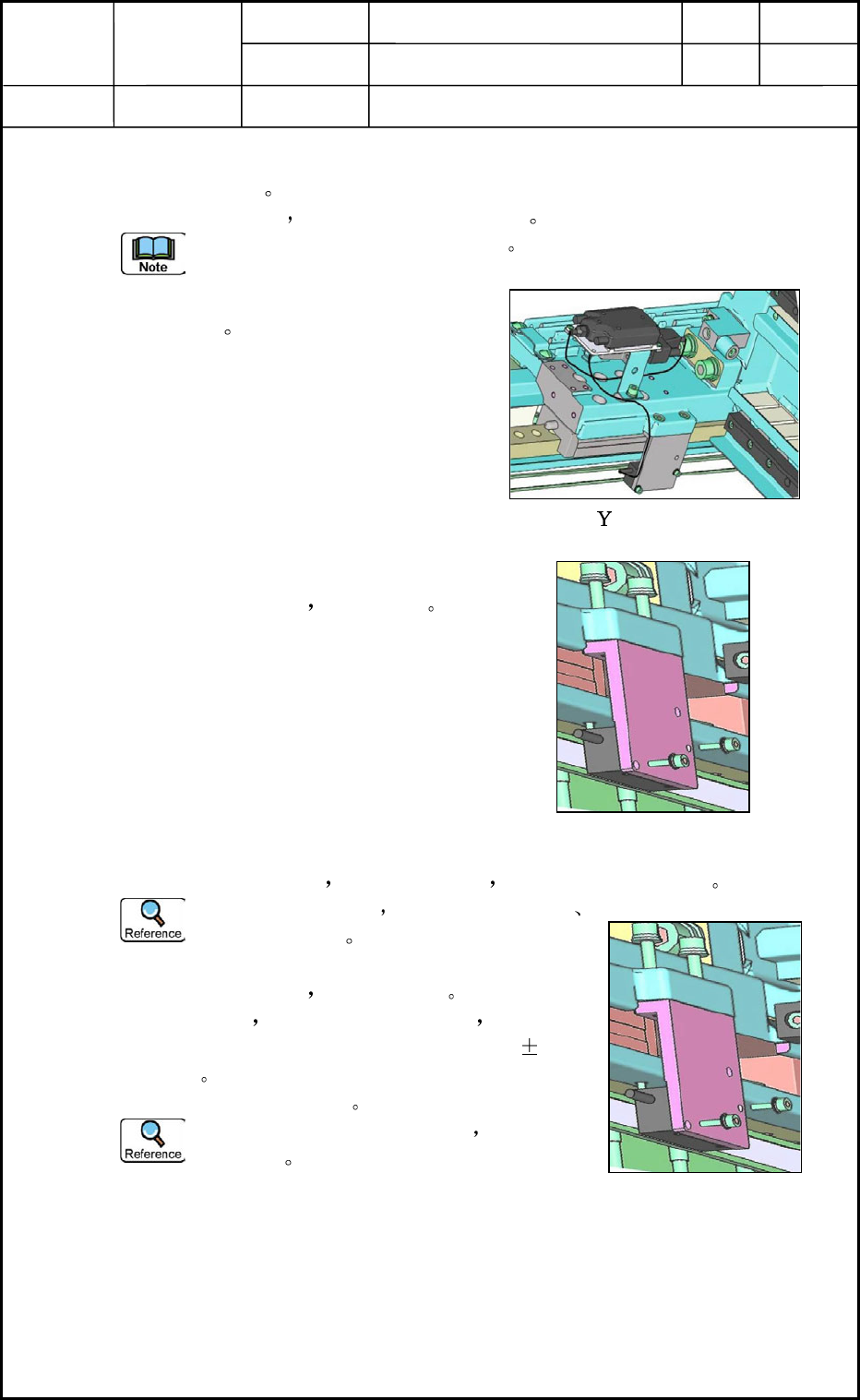
(3) 拆卸 Y 轴可动转子安装模块上的编码
器的连接器
(4) 拆卸编码器安装模块
拆卸编码器
5.2
5.25.2
5.2
Y
YY
Y 轴编码器的安装
轴编码器的安装轴编码器的安装
轴编码器的安装
(1)在安装模块安装编码器 如 Fig.D15 所示 在主机上暂时拧紧固定
从编码器安装方向看 使编码器电缆在 Y1轴
Y2 轴都向后安装
(2) 进行模块的位置调整
拧紧固定螺丝
• 使用刻度表
移动模块进行位置调整 使编码
器和标尺间的间隙在标尺的全区域为 0.15
0.1mm
• 请移动标尺的全域确认
调整时拆卸马达的动力线连接器 横梁的动
作会变轻
Fig.D13
Fig.D13 Fig.D13
Fig.D13 轴可动转子安装模块
轴可动转子安装模块轴可动转子安装模块
轴可动转子安装模块
Fig.D14
Fig.D14 Fig.D14
Fig.D14 编码器安装模块
编码器安装模块编码器安装模块
编码器安装模块
Fig.D15
Fig.D15Fig.D15
Fig.D15
平行
平行平行
平行测量
测量测量
测量
A
B