GXH 工程说明书 SM-0134-005.pdf - 第54页
GXH-1 装置名称 装置名称 装置名称 装置名称 贴片机 贴片机 贴片机 贴片机 模块名称 模块名称 模块名称 模块名称 第一章 第一章 第一章 第一章 安装步骤 安装步骤 安装步骤 安装步骤 页次 页次 页次 页次 1-5 单元名称 单元名称 单元名称 单元名称 修订 修订 修订 修订 0412-002 型号名 型号名 型号名 型号名称 称 称 称 项 项 项 项 目 目 目 目 2. 2. 2. 2. 安装时的补正值 安装时的补正…
GXH-1
装置名称
装置名称装置名称
装置名称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称 第一章
第一章第一章
第一章
安装步骤
安装步骤安装步骤
安装步骤
页次
页次页次
页次
1-4
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订 0412-002
型号名
型号名型号名
型号名称
称称
称
项
项项
项
目
目目
目
2.
2. 2.
2. 安装时的补正值
安装时的补正值安装时的补正值
安装时的补正值
2.2
2.22.2
2.2
手动补正值
手动补正值手动补正值
手动补正值
• 请事先拆卸各工作台的送料器位置显示盖
请事先拆卸各工作台的送料器位置显示盖请事先拆卸各工作台的送料器位置显示盖
请事先拆卸各工作台的送料器位置显示盖
2.2.1
2.2.12.2.1
2.2.1
安装头水
安装头水安装头水
安装头水平
平平
平补正值
补正值补正值
补正值(
((
(各安装头
各安装头各安装头
各安装头)
))
)
(a) 为了在打开开闭安全门的状态下操作 需要解除工作台准备完了开
关
(b) 确认吸嘴上下轴是否为原点状态
• 主吸嘴的安装
主吸嘴的安装主吸嘴的安装
主吸嘴的安装(No.1
(No.1(No.1
(No.1 吸嘴位置
吸嘴位置吸嘴位置
吸嘴位置)
))
)
(1) 将安装头移动到易于安装吸嘴的位置上
(1.1)在“调整和维护”→ “教示”→
“吸嘴水平补正值”界面中
在“吸嘴指定”中输入“1”
(1.2) 选择[吸嘴安装位置移动]后
按下[START]按
钮
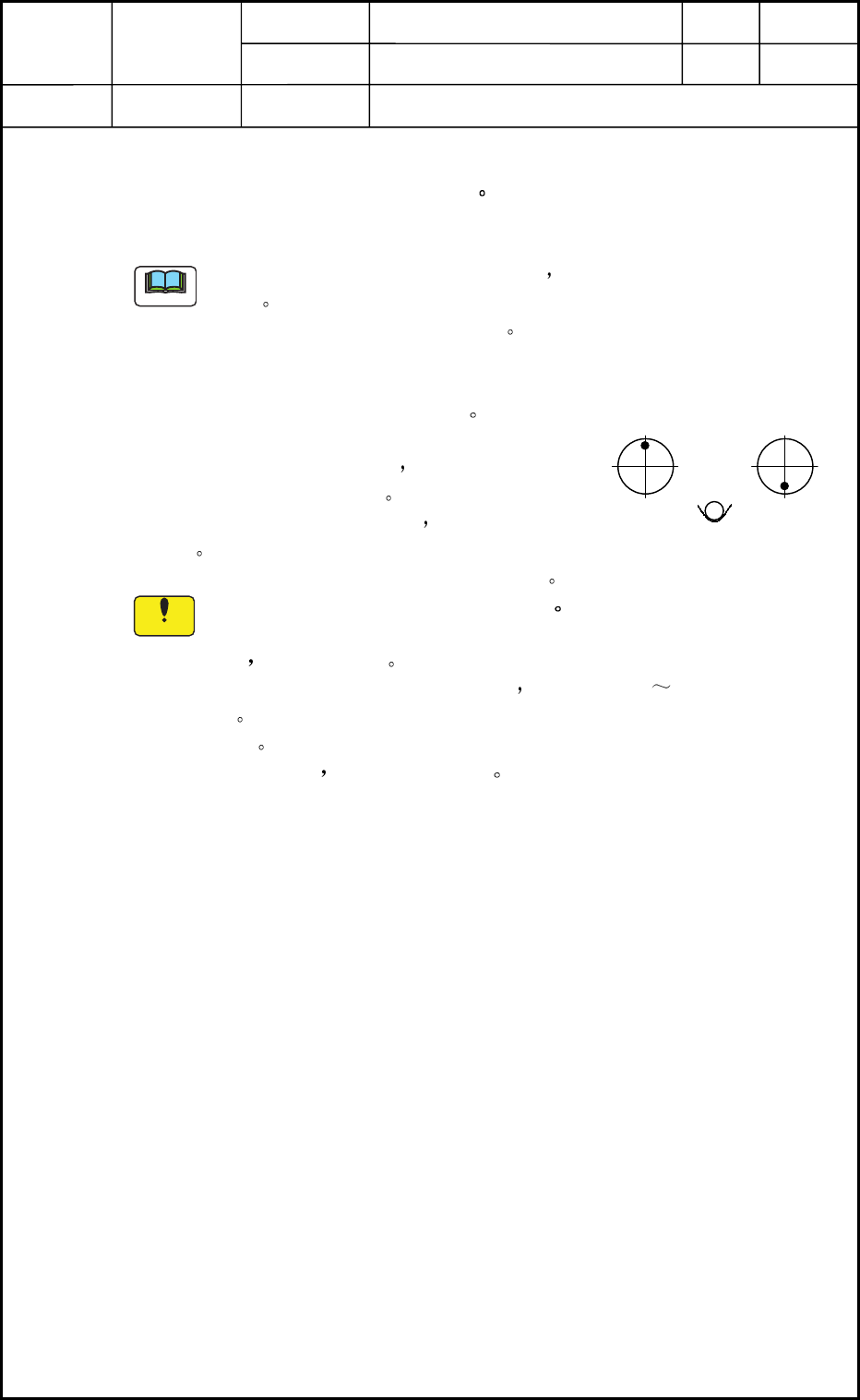
(2) 在 No.1 吸嘴安装位置上安装吸嘴(参照 Fig.A5)
请注意不要用吸嘴或手指碰触线传感器部
请注意不要用吸嘴或手指碰触线传感器部请注意不要用吸嘴或手指碰触线传感器部
请注意不要用吸嘴或手指碰触线传感器部
(3) 安装主吸嘴后
进行原点复位
(3.1)在“返回”→“装置诊断”→“马达”界面中
选择[模块 1] [模块 4]中的任
意一个
(3.2) 选择[DD]
(3.3) 选择[选择轴]后
按下[START]按钮
原点位置
原点位置原点位置
原点位置
安装位置
安装位置安装位置
安装位置
操作员侧
操作员侧操作员侧
操作员侧
Fig.A5
Fig.A5 Fig.A5
Fig.A5 吸嘴位置
吸嘴位置吸嘴位置
吸嘴位置
Notice
Note
GXH-1
装置名称
装置名称装置名称
装置名称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称 第一章
第一章第一章
第一章
安装步骤
安装步骤安装步骤
安装步骤
页次
页次页次
页次
1-5
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订 0412-002
型号名
型号名型号名
型号名称
称称
称
项
项项
项
目
目目
目
2.
2. 2.
2. 安装时的补正值
安装时的补正值安装时的补正值
安装时的补正值
• 治具线路板的紧固
治具线路板的紧固治具线路板的紧固
治具线路板的紧固(
((
(无支撑销时
无支撑销时无支撑销时
无支撑销时)
))
)
使用治具
使用治具使用治具
使用治具: 吸嘴高度确认治具(JG-0100)
(160×80mm,t=2.3
2.6mm)
请注意当前
请注意当前请注意当前
请注意当前 NC
NCNC
NC 的线路板厚度
的线路板厚度的线路板厚度
的线路板厚度
(1) 进行传送带宽度的原点复位
在“调整”→“宽度调整”界面中
分别进行[L 传送带] [传送带] [R 传送带]的
原点复位
例
例例
例 : “选择[L 传送带]”→“选择原点复位”→“按下[START]按钮”
(2) 变更传送带宽度
在“宽度调整”界面中
输入传送带的“目标宽度:80” “余量:0.8” “基准位
置:200”
分别移动[L 传送带]
[传送带] [R 传送带]到目标位置
例
例例
例 : “选择[L 传送带]”→“选择[目标位置移动]”→“按下[START]按钮”
传送带宽度变更操作
传送带宽度变更操作传送带宽度变更操作
传送带宽度变更操作
• 显示出“操作员”→“调整和维护”→“装置诊断”→“调整”界面
在“传送带对准宽度(start)”→“对准宽度”的“工作台 1”
“中心” “工作
台 2”的各项目中
在“宽度”中输入“80” 在“ofst”中输入“200”
分别选择[对准宽度]后
按下[START]按钮 传送带宽度被变更
• 也可以在本界面中紧固线路板
将线路板置于紧固位置的状态下
将“线路板搬送(start)”的“动作模式”
设为“支撑台”
按下[搬入/位置决定]后
按下[START]按钮
按下[排出]后
按下[START]按钮 解除紧固
(3) 紧固治具线路板
(3.1) 用手将治具线路板置于定位中央位置上
(3.2) 用“输出诊断”紧固线路板
(3.3) 选择“调整和维护”→“装置诊断”→“I/O 诊断”→“输出诊断”界面中的[模块
5]
(3.4) 选择[CNVRL]或[CNVRR]
选择“Select Bit”的[D4]
[D4] : Z 紧固气缸阀门 1(A)[NA]或[NC]
(3.5)按下“Control Sw”的[ON]
(3.6) [D5] : Z 紧固气缸阀门 1(B)[NA]或[NC]
结束紧固
Notice
Reference
GXH-1
装置名称
装置名称装置名称
装置名称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称 第一章
第一章第一章
第一章
安装步骤
安装步骤安装步骤
安装步骤
页次
页次页次
页次
1-6
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订 0412-002
型号名
型号名型号名
型号名称
称称
称
项
项项
项
目
目目
目
2.
2. 2.
2. 安装时的补正值
安装时的补正值安装时的补正值
安装时的补正值
• 将安装头移动到测定位置
将安装头移动到测定位置将安装头移动到测定位置
将安装头移动到测定位置
X=原点位置
Y1=−514mm(1 3 安装头)
514mm(2
4 安装头)
(1) 在“调整和维护”→“装置诊断”→“马达”界面中
选择[模块 1] [模块 4]中的任
意一个
(2) 选择[Y1]
在“手动调节动作”→“相对值移动”中输入移动量
(3) 选择[−]或[+]后
按下[START]按钮
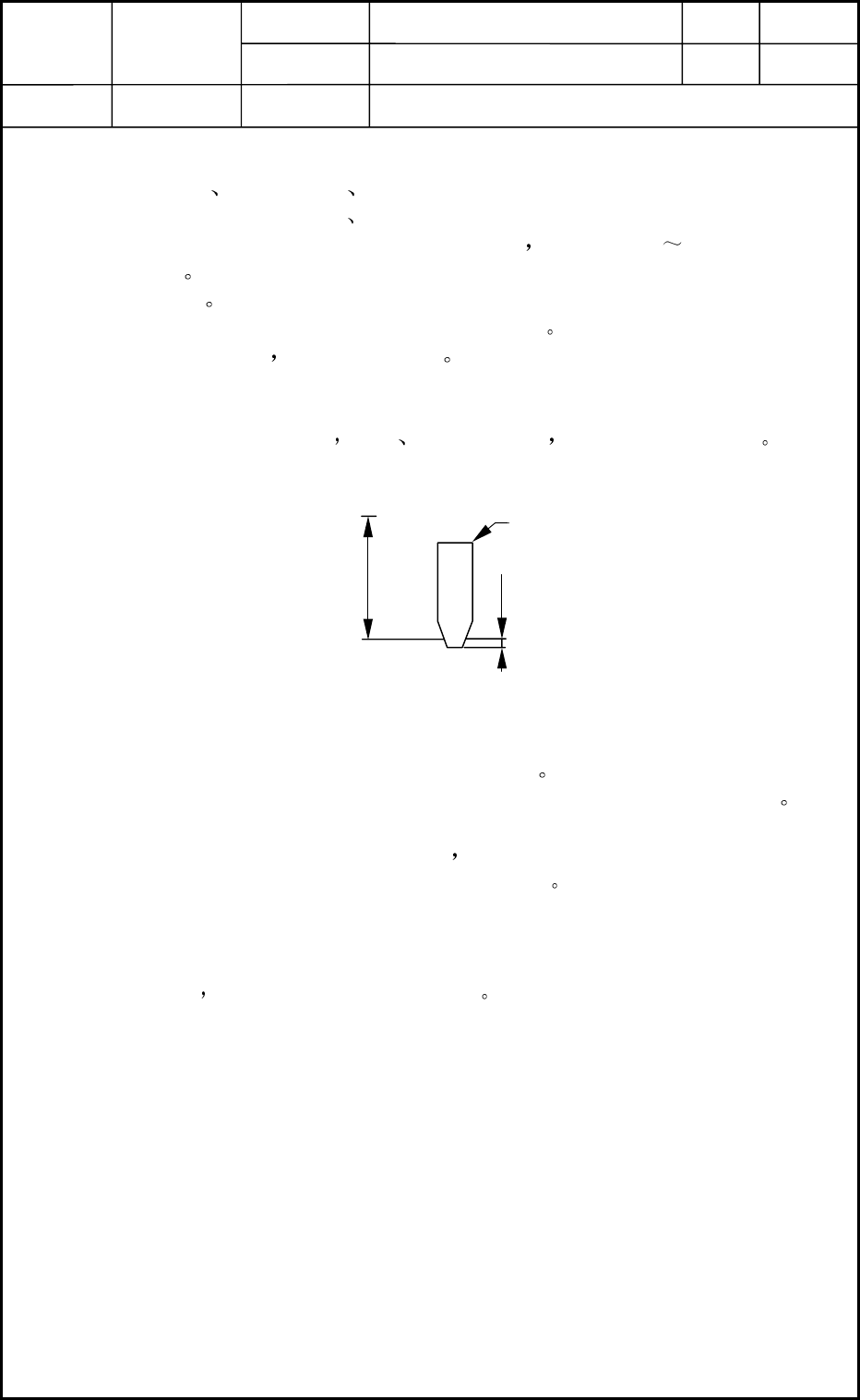
• 测定
测定测定
测定
将安装头移动到测定位置
在 HL NL 原点位置上 变为如 Fig.A6 的关系
测定方法
测定方法测定方法
测定方法 : 例
例例
例
(a) 使用 32mm 的块规进行测定
(b) HL 轴下降 24mm(基本冲程)+NL 轴下降 8mm 后进行测定
输入例
输入例输入例
输入例 : 吸嘴位于基准面下时为正
在安装头上下补正值里输入“−0.1mm”
• 补正值输入
补正值输入补正值输入
补正值输入
在“超级用户”→“编辑”→“系统设定”→“装置系统 编辑”→“补正值数据”→“安装
头”界面中 输入并保存到“安装头上下”里
线路板上面基准
线路板上面基准线路板上面基准
线路板上面基准
Fig.A6
Fig.A6Fig.A6
Fig.A6
安装头水平补正值测定
安装头水平补正值测定安装头水平补正值测定
安装头水平补正值测定
冲程设计值
冲程设计值冲程设计值
冲程设计值
32
3232
32
主吸嘴
主吸嘴主吸嘴
主吸嘴
0.1
0.10.1
0.1
L1
L1L1
L1
单位
单位单位
单位 : mm
: mm : mm
: mm