GXH 工程说明书 SM-0134-005.pdf - 第91页
装置名称 装置名称 装置名称 装置名称 贴片机 贴片机 贴片机 贴片机 模块名称 模块名称 模块名称 模块名称 第四章 第四章 第四章 第四章 横梁部 横梁部 横梁部 横梁部 页次 页次 页次 页次 4-10 单元名称 单元名称 单元名称 单元名称 修订 修订 修订 修订 0412-001 型号名称 型号名称 型号名称 型号名称 项 项 项 项 目 目 目 目 6. 6. 6. 6. 直线标 直线标 直线标 直线标尺的更换 尺的更换 尺…
装置名
装置名装置名
装置名称
称称
称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称
第四章
第四章第四章
第四章
横梁部
横梁部横梁部
横梁部
页次
页次页次
页次
4-9
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订
0509-002
型号名称
型号名称型号名称
型号名称
项
项项
项
目
目目
目
5. Y
5. Y5. Y
5. Y 轴编码器的更换调整
轴编码器的更换调整轴编码器的更换调整
轴编码器的更换调整
GXH-1
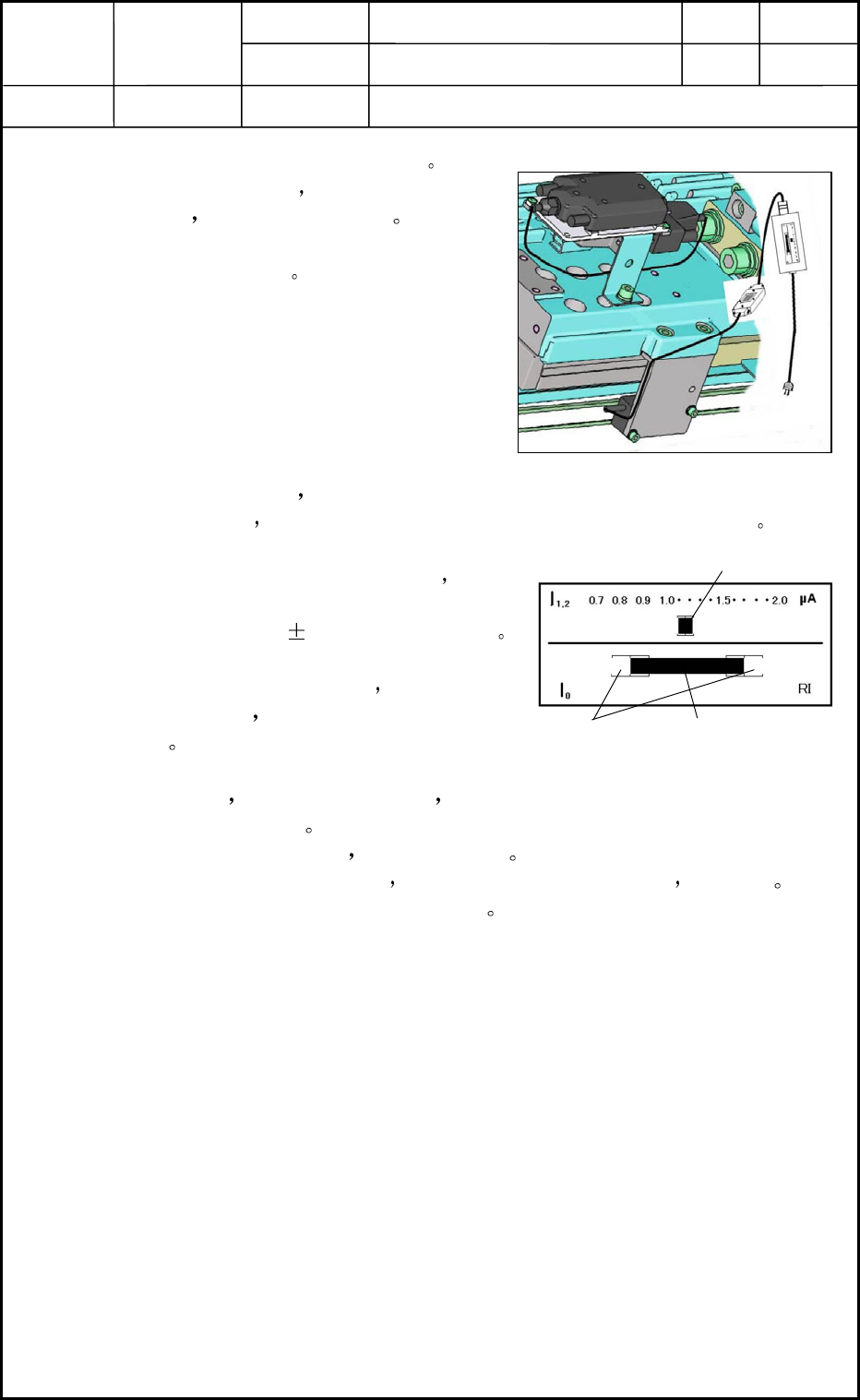
(3) 进行编码器的原点调整和光量调整
• 如 Fig.D16 所示
将调整治具连接到编
码器
接通调整治具的电源
• 看着治具的液晶监视器进行编码器的原
点和光量的确认
调整治具的使用方法
调整治具的使用方法调整治具的使用方法
调整治具的使用方法
原点确认
原点确认原点确认
原点确认: 移动横梁
当编码器通过标尺原
点时
如果治具的液晶监视器的显示在[ ]范围以内时即为 OK
光量确认
光量确认光量确认
光量确认:
::
:
编码器在标尺全区域移动
如果
治具的液晶监视器的光量显示总
是在 1.0
0.2 范围内时即为OK
• 原点和光量不在范围内时
拧松编码器
的固定螺丝
移动编码器进行倾斜调
整
(4) 结束调整后
连接编码器的连接器 进行
安装头配线部的整理
(5) 使装置返回到原来的状态
接通装置的电源
(6) 如果 Y 轴的原点复位动作正常
就进行有关横梁的补正值调整 结束作业
详细内容请参照“第五章 6.补正值调整”
Fig.D16
Fig.D16Fig.D16
Fig.D16
连接调整治具
连接调整治具连接调整治具
连接调整治具
光量显示
光量显示光量显示
光量显示
原点显示
原点显示原点显示
原点显示
原点范围
原
点
范
围
原
点
范
围
原点范围
Fig.D17
Fig.D17Fig.D17
Fig.D17
编码器显示
编码器显示编码器显示
编码器显示
装置名称
装置名称装置名称
装置名称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称
第四章
第四章第四章
第四章
横梁部
横梁部横梁部
横梁部
页次
页次页次
页次
4-10
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订
0412-001
型号名称
型号名称型号名称
型号名称
项
项项
项
目
目目
目
6.
6. 6.
6. 直线标
直线标直线标
直线标尺的更换
尺的更换尺的更换
尺的更换
GXH-1
Fig.D21 X
Fig.D21 XFig.D21 X
Fig.D21 X 轴直线标尺
轴直线标尺轴直线标尺
轴直线标尺
直线标尺安装板
直线标尺安装板直线标尺安装板
直线标尺安装板
6.1
6.16.1
6.1
X
XX
X 轴直线标尺的更换
轴直线标尺的更换轴直线标尺的更换
轴直线标尺的更换
6.1.1
6.1.16.1.1
6.1.1
X
XX
X 轴直线标尺的拆卸
轴直线标尺的拆卸轴直线标尺的拆卸
轴直线标尺的拆卸
(1) 切断装置的电闸
(2) 拆卸装置的机盖等
进行作业准备
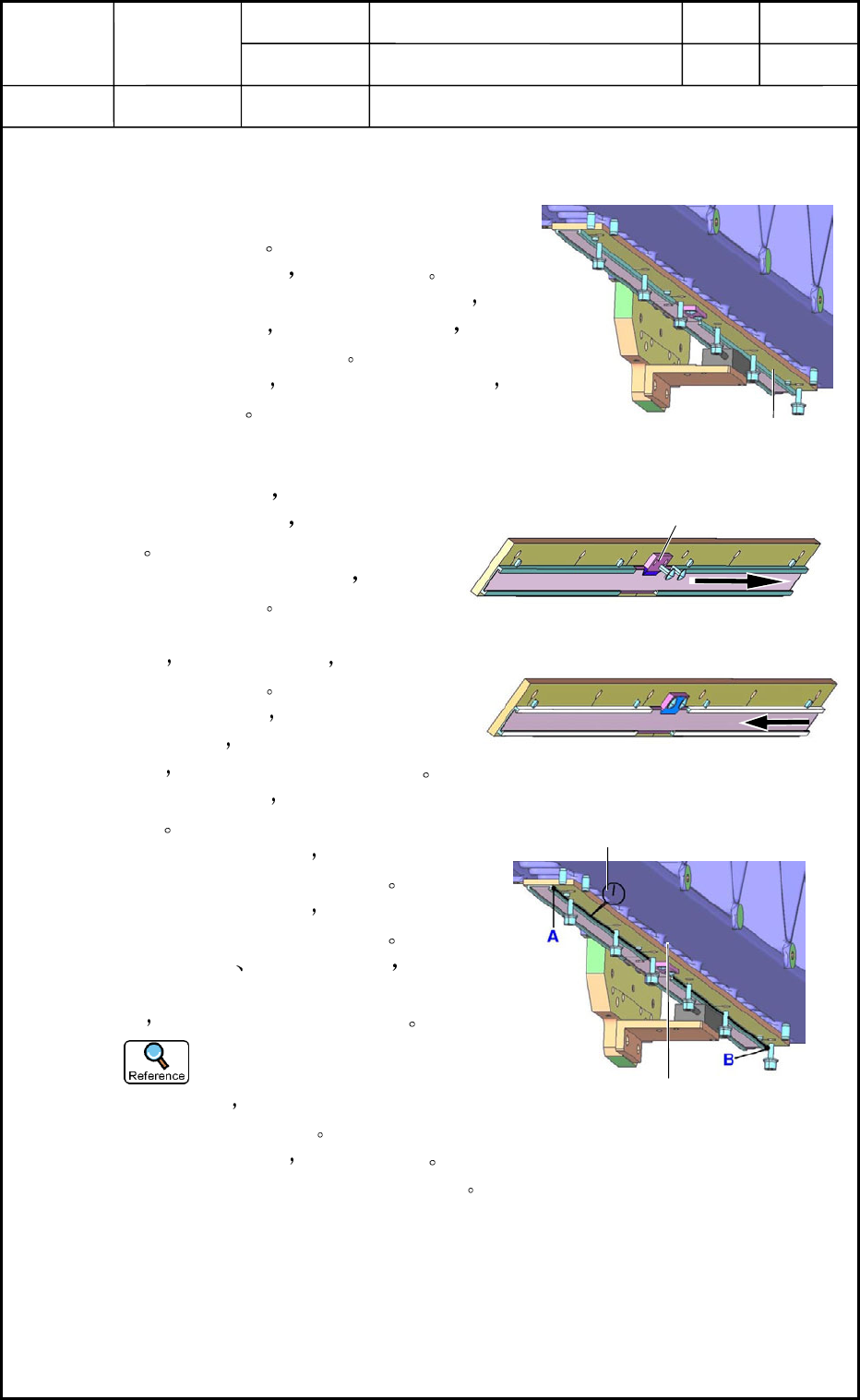
(3) 确认直线标尺安装板的安装位置关系后
如 Fig.D21 所示
拧松 6 个固定螺栓 从
主机拆卸直线标尺安装板
(4) 如 Fig.D22 所示
拆卸直线标尺固定模块
拉出直线标尺
6.1.2
6.1.26.1.2
6.1.2
X
XX
X 轴直线标尺的安装
轴直线标尺的安装轴直线标尺的安装
轴直线标尺的安装
(1) 如 Fig.D23 所示
缓慢将直线标尺
插入到直线标尺架
使其不要损
坏
(2) 将直线标尺位于中央位置
固定直
线标尺固定模块
(3) 参考确认的直线标尺安装板的位置
关系
如 Fig.D24 所示 将金属板
安装在原来位置
(4) 如 Fig.D24 所示
将刻度表从 A 点
移动到 B 点
将该差值控制在 0.1mm
以内
拧紧金属板的 6 个螺栓固定
(5) 接通装置的电源
进行横梁的原点
复位
(6) 通过指定量移动操作
确认 X 轴“+”
越界传感器遮光时的移动距离
(7) 通过指定量移动操作
确认 X 轴“−”
越界传感器遮光时的移动距离
(8) 参考步骤(6)
(7)的确认结果 用
比例计算进行直线标尺的位置再调
整
再次固定直线标尺固定模块
X 轴从标尺原点到左右越界传
感器的移动距离之差为 1mm
时
将标尺向移动距离长的一
方移动 0.5mm
(9) 进行各补正值的调整 结束标尺安装
详细内容请参照“第五章 6.补正值调整”
Fig.D23
Fig.D23 Fig.D23
Fig.D23 插入
插入插入
插入 X
XX
X 轴直线标尺
轴直线标尺轴直线标尺
轴直线标尺
Fig.D24
Fig.D24 Fig.D24
Fig.D24 确认直线标尺位置
确认直线标尺位置确认直线标尺位置
确认直线标尺位置
标尺固定模块
标尺固定模块标尺固定模块
标尺固定模块
刻度表
刻度表刻度表
刻度表
Fig.D22
Fig.D22 Fig.D22
Fig.D22 拉出
拉出拉出
拉出 X
XX
X 轴直线标尺
轴直线标尺轴直线标尺
轴直线标尺
直线标尺固定模块
直线标尺固定模块直线标尺固定模块
直线标尺固定模块
装置名称
装置名称装置名称
装置名称
贴片机
贴片机贴片机
贴片机
模块名称
模块名称模块名称
模块名称
第四章
第四章第四章
第四章
横梁部
横梁部横梁部
横梁部
页次
页次页次
页次
4-11
单元名称
单元名称单元名称
单元名称
修订
修订修订
修订
0412-001
型号名称
型号名称型号名称
型号名称
项
项项
项
目
目目
目
6.
6. 6.
6. 直线标
直线标直线标
直线标尺的更换
尺的更换尺的更换
尺的更换
GXH-1
6.1.3
6.1.36.1.3
6.1.3
X
XX
X 轴直线标尺架的安装
轴直线标尺架的安装轴直线标尺架的安装
轴直线标尺架的安装
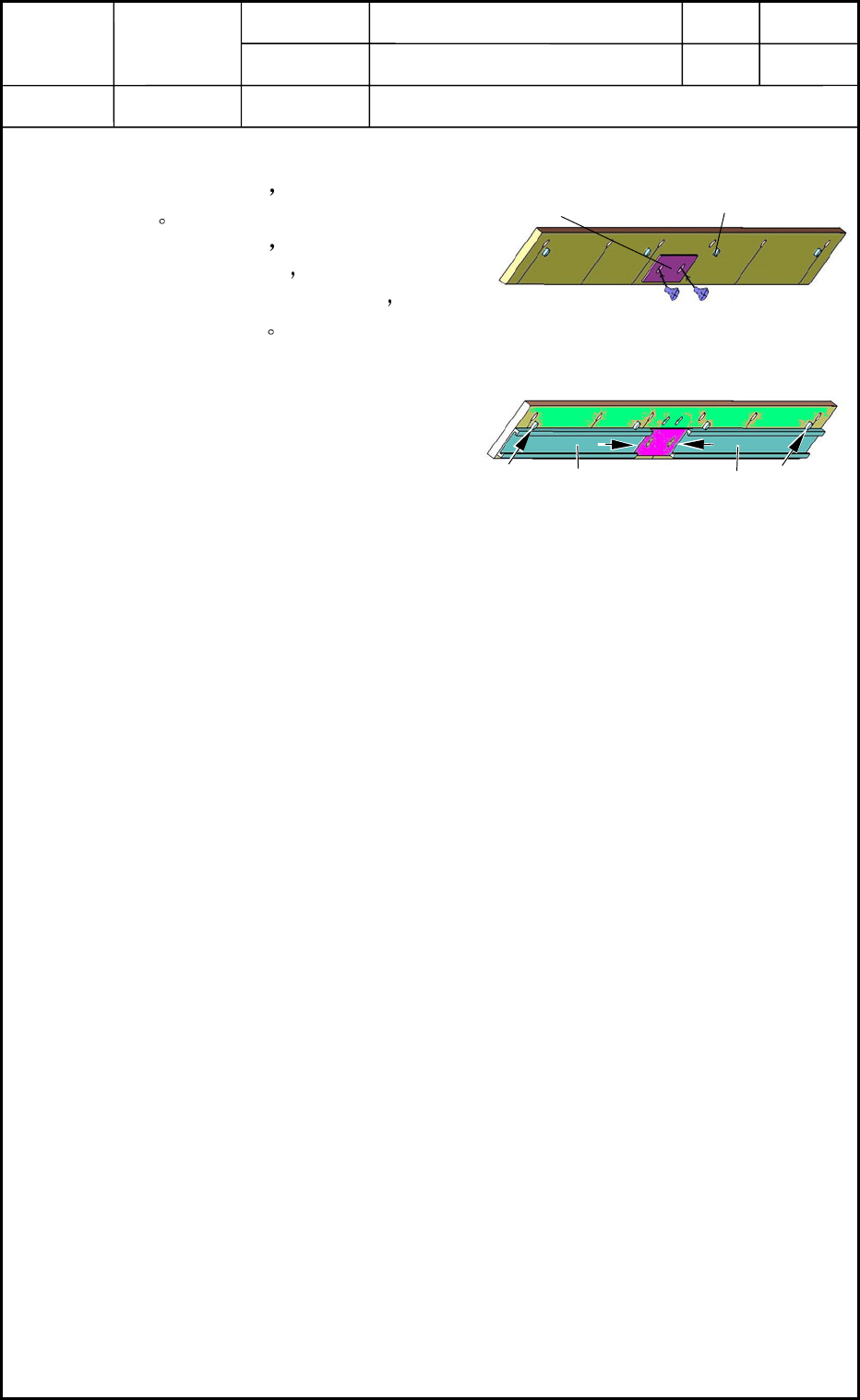
(1) 如 Fig.D25 所示
在金属板上安装模
块 A
(2) 如 Fig.D26 所示
在两个直线标尺架
的背面粘贴两面胶
将直线标尺架压
着安装部位的定位销和模块 A
用力
粘贴到金属板上
Fig.D26
Fig.D26 Fig.D26
Fig.D26 粘贴直线标尺架
粘贴直线标尺架粘贴直线标尺架
粘贴直线标尺架
直
线标尺架
直线标尺架直线标尺架
直
线标尺架
直
线标尺架
直线标尺架直线标尺架
直
线标尺架
Fig.D25
Fig.D25 Fig.D25
Fig.D25 安装模块
安装模块安装模块
安装模块 A
AA
A
定位销
定位销定位销
定位销
模块
模块模块
模块 A
AA
A