00193454-02.pdf - 第183页
사용자 매뉴얼 SIPLACE HS-60 7 스테이션 확장 소프트웨어 버전 SR.503.xx 2003 년 7 월 미국판 7.10 SIPLACE 생산 성 리프트 183 7.10 SIPLACE 생산성 리프트 7.10.1 병렬 실장의 개념 실장 라인 은 일반적으로 연속하 여 배치되고 다 른 실장 라인과 직 렬 로 연결 됩니다 . 실장 프로그 램은 PCB 가 한 장비에서 다 음 장비로 이동하는 동안 …
7 스테이션 확장 사용자 매뉴얼 SIPLACE HS-60
7.9 컴포넌트 센서 소프트웨어 버전 SR.503.xx 2003 년 7 월 미국판
182
7.9.2 측정 조건
올바른 측정을 위해서는 다음 조건이 충족되어야 합니다 .
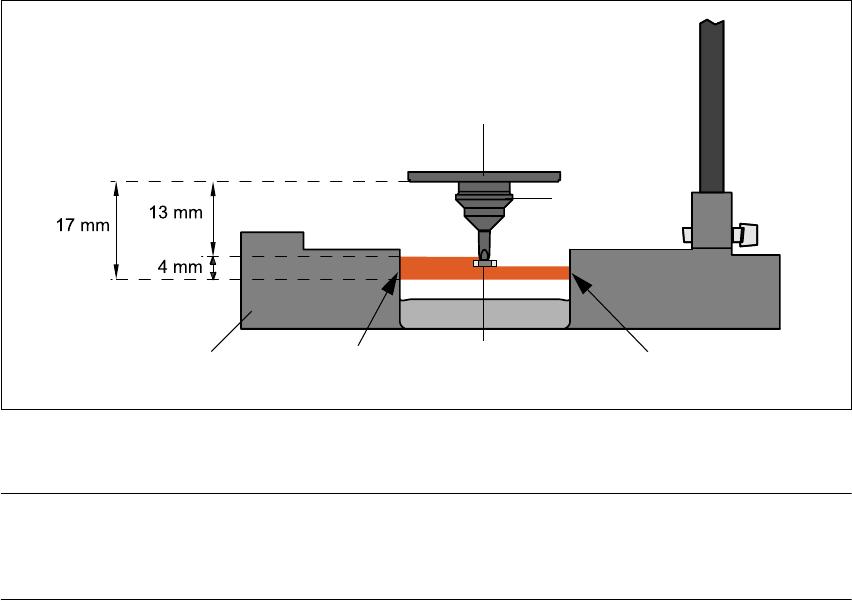
– 교정 작업 중 빔은 빈 노즐 끝에 닿아야 합니다 .
– 노즐에 컴포넌트가 부착되어 있는 경우 노즐의 끝은 빔의 안에 있어야 합니다 .
– 최소 노즐 길이 13mm
– 노즐 길이 + 컴포넌트 높이 + 허용오차 < 17mm
이 조건이 충족되면 컴포넌트가 존재하거나 존재하지 않는지 확인하거나 컴포넌트 높이를 측정
할 수 있습니다 .
높이의 최소 차이는 100 μ m 입니다 .
7
그림 7.9 - 3 컴포넌트 센서 , 작동 원리
7
참고 : 7
906 노즐로 0201 컴포넌트를 실장하는 경우 진공 측정이 가능하지 않으므로 반드시 컴포넌트 센
서를 사용해야 합니다 . 7
컴포넌트 센서를 사용하면 0402 또는 0603 컴포넌트와 같은 기타 작은 컴포넌트를 실장할 때
dpm 율도 개선할 수 있습니다 .
패키지 폼 목록에서 컴포넌트 센서를 선택할 때에는 컴포넌트는 그 컴포넌트 센서를 장착한 장
비에 의해서만 실장될 수 있다는 점에 주의하십시오 .
증강 디스크
컴포넌트
노즐
적외선 광 트랜지스터컴포넌트 센서를 교차하는
부분
사용자 매뉴얼 SIPLACE HS-60 7 스테이션 확장
소프트웨어 버전 SR.503.xx 2003 년 7 월 미국판 7.10 SIPLACE 생산성 리프트
183
7.10 SIPLACE 생산성 리프트
7.10.1 병렬 실장의 개념
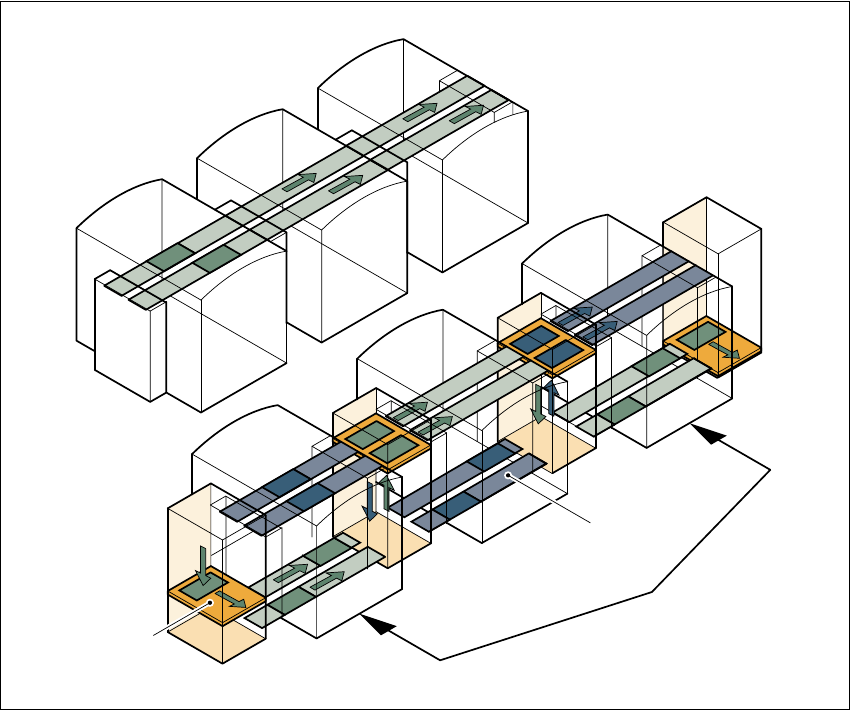
실장 라인은 일반적으로 연속하여 배치되고 다른 실장 라인과 직렬로 연결됩니다 . 실장 프로그
램은 PCB 가 한 장비에서 다음 장비로 이동하는 동안 순차적으로 처리합니다 . 이것은 PCB 를
다양한 장비에 분배하여 실장함을 의미합니다 .
7
그림 7.10 - 1 직렬 라인과 병렬 라인 비교
장비가 병렬로 연결되어 있는 경우 각각의 장비를 통해 실장할 컴포넌트들이 한 곳에 모입니다 .
여러 장비가 같은 실장 프로그램을 통해 작동합니다 . 직렬 처리의 경우 여러 장비에 의해 분배되
어야 하는 컴포넌트들을 한 장비에서 모두 실장할 수 있습니다. 한 장비가 자신의 용량을 초과한
경우 PCB 는 동일한 실장 프로그램을 통해 작동하는 다음 장비로 이동하여 실장됩니다 . 같은 실
장 대상 컴포넌트를 같은 장비의 결합은 그룹 또는 " 클러스터 " 라고 불립니다 .
직렬 라인
병렬 라인
언더플로어
컨베이어
그룹 ( 클러스터 )
수평 /
수직 리프트
7 스테이션 확장 사용자 매뉴얼 SIPLACE HS-60
7.10 SIPLACE 생산성 리프트 소프트웨어 버전 SR.503.xx 2003 년 7 월 미국판
184
7.10.2 병렬 실장 구현
병렬로 배치된 장비를 갖춘 라인은 훨씬 많은 공간을 차지하므로 병렬 실장 개념은 언더플로어
컨베이어와 수평 / 수직 리프트 (HV 셔틀 ) 을 통해 구현되었습니다 . 장비는 아직 직렬로 배치되
어 있지만 리프트 장치와 언더플로어 컨베이어는 라인이 병렬로 작동할 수 있도록 해줍니다 . 이
러한 방법으로 SIPLACE 라인은 전과 거의 비슷한 크기를 유지할 수 있습니다 .
언더플로어 컨베이어
두 개의 컨베이어 벨트는 비어있거나 실장된 PCB 를 장비 아래에서 전송합니다 (그림 7.10 - 1
참조 ).
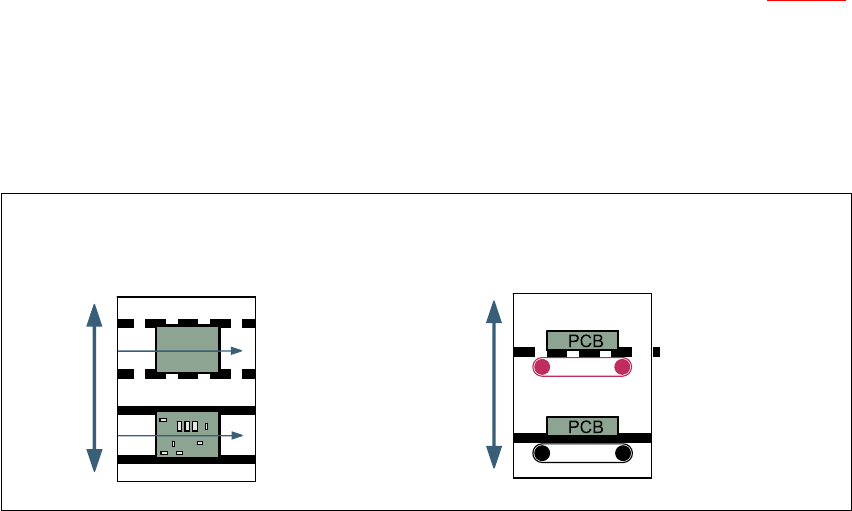
수평 / 수직 리프트 ( 수평 / 수직 셔틀 )
라인의 첫 부분 , 장비 사이 및 라인 끝부분에 HV 셔틀이 있습니다 . 이것은 PCB 를 언더플로어
와 처리 레벨 사이 및 언더플로어 컨베이어의 두 트랙 사이에서 전송합니다 .
7
그림 7.10 - 2 수평 / 수직 셔틀 (HV 셔틀 ), 컨베이어 트랙 변경 및 리프트 기능
수평 컨베이어
HV 셔틀
리프트 기능
수직 컨베이어
실장 안됨
실장됨
표준
컨베이어 레벨
언더플로어
컨베이어 레벨
HV 셔틀
컨베이어 트랙 변경