00197910-03_UM_X-Serie-S_PL.pdf - 第114页
3 Dane techniczne i zespo ł y Instrukcja eksploatacji SIPLACE seria X 3.1 Parametry wydajno ś ci Od wersji oprogramowania 710.0 Wydanie 12/2016 114 3.1.2 W ydajno ść maszyny SIPLACE X4i S 3 Ty p y g ł owic monta ż owych …

Instrukcja eksploatacji SIPLACE seria X 3 Dane techniczne i zespoły
Od wersji oprogramowania 710.0 Wydanie 12/2016 3.1 Parametry wydajności
113
3 Dane techniczne i zespoły
3.1 Parametry wydajności
3.1.1 Definicja wydajności montażowej
Na wydajność montażu mają wpływ różne kombinacje i pozycje głowic, a także konfiguracje trans-
portowe. Na wydajność uzbrajania wpływają także różne opcje i specyficzne zastosowania
klienta. Na zapytanie SIPLACE może obliczyć odpowiednią, realną wydajność dla produktu
Klienta i jego konfiguracji maszyny.
Wartość IPC [BE/h]
Zgodna z ogólnymi warunkami ramowymi norma IPC 9850 wydanej przez Association Connec-
ting Electronics Industries.
Wartość SIPLACE Benchmark [BE/h]
Wartość SIPLACE Benchmark jest dokumentowana w ramach odbioru maszyny i zgodna z wa-
runkami wynikającymi z zakresu dostaw i usług SIPLACE.
Maksymalna wydajność teoretyczna [BE/h]
Maksymalna wydajność teoretyczna wynika z maksymalnych najkorzystniejszych osiągalnych
warunków ramowych dla każdego typu maszyny i ustawień oraz jest zgodna z teoretycznymi ty-
powymi warunkami branżowymi.
3 Dane techniczne i zespoły Instrukcja eksploatacji SIPLACE seria X
3.1 Parametry wydajności Od wersji oprogramowania 710.0 Wydanie 12/2016
114
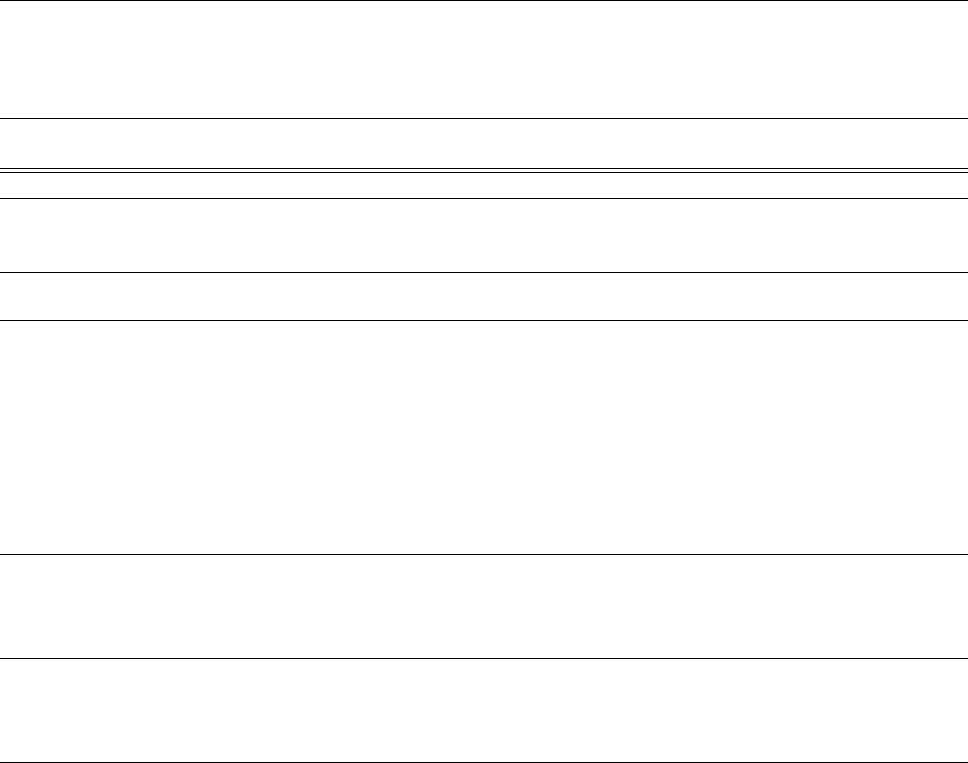
3.1.2 Wydajność maszyny SIPLACE X4i S
3
Typy głowic montażowych SIPLACE SpeedStar (C&P20)
SIPLACE SpeedStar (C&P20 P)
SIPLACE MultiStar (CPP)
SIPLACE TwinStar (TH)
Definicja wydajności montażowej
Patrz wskazówka dotycząca definicji wydajności montażowej na stronie 113.
SIPLACE X4i S
Wydajność uzbrajania
Patrz wskazówka wyżej dotycząca definicji wartości wydajności uzbrajania.
Automat Strefa uzbrajania 1 Strefa uzbrajania 2 Wartość
IPC
Wartość Ben-
chmark
Wartość teore-
tyczna
X4i S-A C&P20 / C&P20 C&P20 / C&P20 102.000 120.000 135.500
C&P20 / C&P20 CPP_L / CPP_L 91.500 103.500 123.750
C&P20 / C&P20 CPP_H / CPP_H 85.000 100.000 112.500
C&P20 P / C&P20 P C&P20 P / C&P20 P 125.000 150.000 200.000
C&P20 P / C&P20 P CPP_L / CPP_L 102.000 120.000 160.000
C&P20 P / C&P20 P CPP_H / CPP_H 100.300 118.000 157.300
CPP_L / CPP_L CPP_L / CPP_L 79.900 94.000 112.000
CPP_L / CPP_L CPP_H / CPP_H 73.950 87.000 97.800
CPP_H / CPP_H CPP_H / CPP_H 68.000 80.000 90.000
X4i S-A C&P20 / C&P20 CPP_H / TH 72.250 85.000 96.600
C&P20 P / C&P20 P CPP_H / TH 85.000 99.900 133.200
CPP_L / CPP_L CPP_H / TH 58.150 68.400 77.500
CPP_H / CPP_H CPP_H / TH 52.190 61.400 69.075
X4i S-A C&P20 / C&P20 TH / TH 60.350 71.000 80.700
C&P20 P / C&P20 P TH / TH 70.900 85.500 114.000
CPP_L / CPP_L TH / TH 49.300 58.000 65.900
CPP_H / CPP_H TH / TH 43.350 51.000 57.300
CPP_H = Multistar CPP w wysokiej pozycji montażowej
CPP_L = Multistar CPP w niskiej pozycji montażowej
Ważne informacje
Przy ustawianiu maszyny (serii S; F, HS, HF, X albo D) obok automatu SIPLACE serii X należy uwzględnić ograniczoną przestrzeń pomiędzy
obiema maszynami. W takich wypadkach należy za pomocą odpowiednich przedłużeń taśmy przenośnikowej stworzyć wolną przestrzeń
pomiędzy maszynami wynoszącą 0,5 m.
Do uzyskania maksymalnej wydajności montażowej przy pierwszej maszynie SIPLACE serii X linii S musi być zamontowane przedłużenie
taśmy wlotowej, zaś przy ostatniej maszynie przedłużenie taśmy wylotowej.
Instrukcja eksploatacji SIPLACE seria X 3 Dane techniczne i zespoły
Od wersji oprogramowania 710.0 Wydanie 12/2016 3.1 Parametry wydajności
115
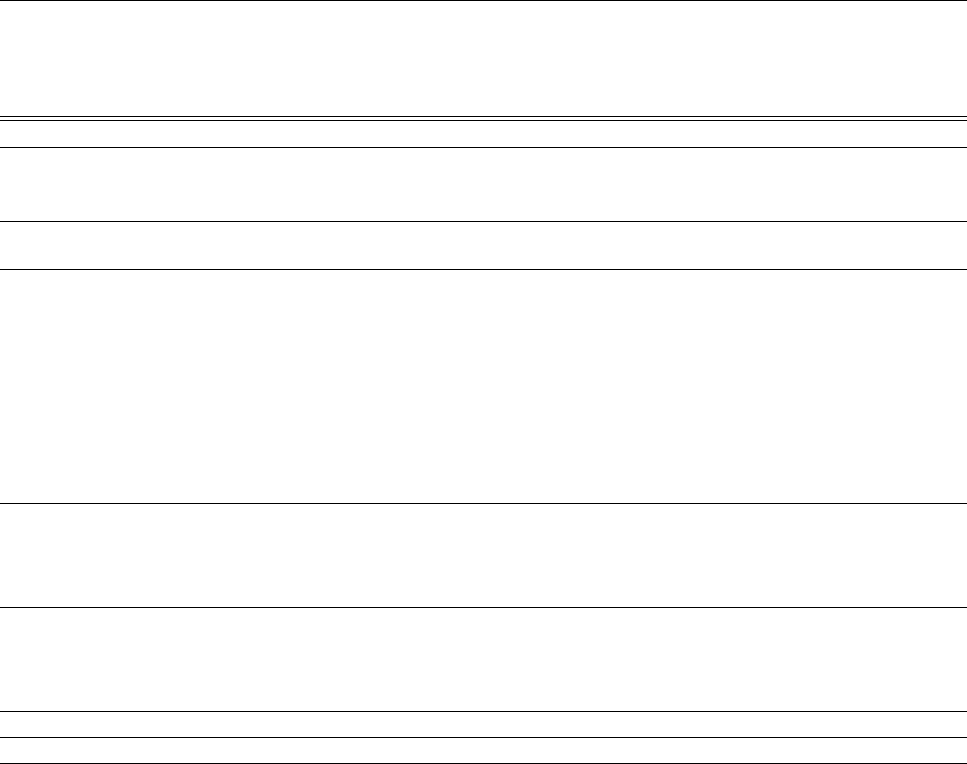
3.1.3 Wydajność maszyny SIPLACE X4 S
3
Typy głowic montażowych SIPLACE SpeedStar (C&P20)
SIPLACE SpeedStar (C&P20 P)
SIPLACE MultiStar (CPP)
SIPLACE TwinStar (TH)
SIPLACE X4 S
Wydajność uzbrajania
Patrz wskazówka dotycząca definicji wydajności montażowej na stronie 113.
Strefa uzbrajania 1 Strefa uzbrajania 2 Wartość
IPC
Wartość Ben-
chmark
Wartość teore-
tyczna
X4 S-A C&P20 / C&P20 C&P20 / C&P20 85.000 100.000 136.400
C&P20 / C&P20 CPP_L / CPP_L 79.475 93.500 129.800
C&P20 / C&P20 CPP_H / CPP_H 75.650 89.000 120.000
C&P20 P / C&P20 P C&P20 P / C&P20 P 105.000 125.000 170.500
C&P20 P / C&P20 P CPP_L / CPP_L 90.500 106.500 145.250
C&P20 P / C&P20 P CPP_H / CPP_H 86.250 101.500 138.450
CPP_L / CPP_L CPP_L / CPP_L 74.800 88.000 123.200
CPP_L / CPP_L CPP_H / CPP_H 70.550 83.000 112.500
CPP_H / CPP_H CPP_H / CPP_H 66.300 78.000 106.000
X4 S-B C&P20 / C&P20 CPP_H / TH 62.900 74.000 102.300
C&P20 P / C&P20 P CPP_H / TH 68.500 81.000 110.480
CPP_L / CPP_L CPP_H / TH 57.800 68.000 95.700
CPP_H / CPP_H CPP_H / TH 53.550 63.000 85.650
X4 S-C C&P20 / C&P20 TH / TH 50.150 59.000 82.500
C&P20 P / C&P20 P TH / TH 60.500 71.500 97.520
CPP_L / CPP_L TH / TH 45.050 53.000 75.900
CPP_H / CPP_H TH / TH 40.800 48.000 65.250
X4 S-D CPP_H / TH TH / TH 28.050 33.000 48.400
X4 S-E TH / TH TH / TH 15.300 18.000 28.600
Ważne informacje
Przy ustawianiu maszyny (serii S; F, HS, HF, X albo D) obok automatu SIPLACE serii X należy uwzględnić ograniczoną przestrzeń pomiędzy
obiema maszynami. W takich wypadkach należy za pomocą odpowiednich przedłużeń taśmy przenośnikowej stworzyć wolną przestrzeń
pomiędzy maszynami wynoszącą 0,5 m.
Do uzyskania maksymalnej wydajności montażowej przy pierwszej maszynie SIPLACE serii X linii S musi być zamontowane przedłużenie
taśmy wlotowej, zaś przy ostatniej maszynie przedłużenie taśmy wylotowej.
CPP_H = Multistar CPP w wysokiej pozycji montażowej
CPP_L = Multistar CPP w niskiej pozycji montażowej