00197910-03_UM_X-Serie-S_PL.pdf - 第29页
Instrukcja eksploatacji SIPLACE seria X 1 Wprowadzenie Od wersji oprogramowania 710.0 Wydanie 12/2016 1.1 Przegl ą d elementów maszyny 29 Do przetwarzania podzespo ł ów m o ż e by ć u ż yty jeden z trzech wariantów uzbra…
1 Wprowadzenie Instrukcja eksploatacji SIPLACE seria X
1.1 Przegląd elementów maszyny Od wersji oprogramowania 710.0 Wydanie 12/2016
28
1.1.6 SIPLACE X2 S
1
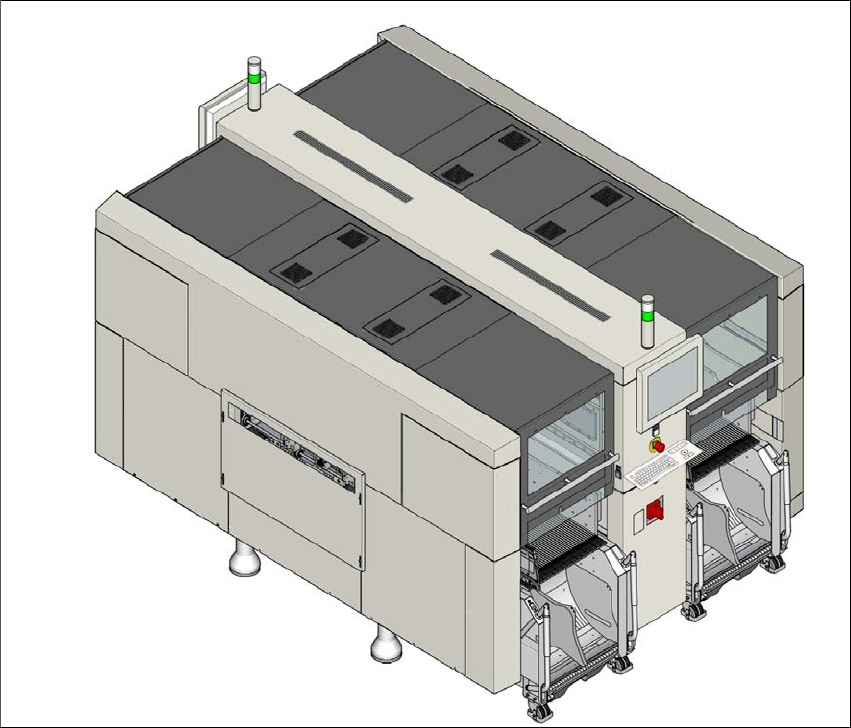
Rys. 1.1 - 6 Automat montażowy SIPLACE X2 S
Automat montażowy SIPLACE X2 S wyróżnia się
–najwyższą precyzją,
– inteligentą optymalizacją wydajności,
– inteligentnymi strategiami zbrojenia,
–wydajnością montażową sięgająca do etapu technologicznego High-End.
Instrukcja eksploatacji SIPLACE seria X 1 Wprowadzenie
Od wersji oprogramowania 710.0 Wydanie 12/2016 1.1 Przegląd elementów maszyny
29
Do przetwarzania podzespołów może być użyty jeden z trzech wariantów uzbrajania:
– metoda Collect&Place,
– metoda Pick&Place oraz
– kombinacja metod Collect&Place i Pick&Place (tryb mieszany).
Automat montażowy SIPLACE X2 S posiada dwa obszary montażu, jeden układ transportu poje-
dynczego albo jeden układ transportu podwójnego. Przy układzie transportu podwójnego można
jednocześnie uzbrajać dwie płytki drukowane.
Do przygotowania podzespołów dostępne są cztery stanowiska, które za pomocą wózka na po-
dzespoły mogą zostać uzbrojone na maks. 40 śladach.
Automat montażowy SIPLACE X2 S posiada dwa portale. Portal w obszarze montażu 1 skiero-
wany jest do stanowiska 4. Portal w obszarze montażu 2 skierowany jest do stanowiska 2.
Głowice montażowe można niezależnie od siebie pozycjonować w kierunku X i Y w sposób szybki
i precyzyjny za pomocą silników liniowych.
1.1.6.1 Przegląd konfiguracji głowic montażowych
1
CPP_H = Multistar CPP w wysokiej pozycji montażowej
CPP_L = Multistar CPP w niskiej pozycji montażowej
Strefa uzbrajania 1 Strefa uzbrajania 2
C&P20 C&P20
C&P20 CPP_L
C&P20 CPP_H
CPP_L CPP_L
CPP_H CPP_H
CPP_L CPP_H
C&P20 TH
CPP_L TH
CPP_H TH
TH TH
1 Wprowadzenie Instrukcja eksploatacji SIPLACE seria X
1.2 Opis maszyny Od wersji oprogramowania 710.0 Wydanie 12/2016
30
1.2 Opis maszyny
1.2.1 Zasada działania SIPLACE
Głowice montażowe pobierają podzespoły ze znajdujących się na ściśle określonych pozycjach
modułów podajnikowych do wózków na podzespoły i montują nieruchome płytki drukowane.
Zasada "spoczynkowego przygotowania podzespołów" i "nieruchomej płytki drukowanej", która
doskonale sprawdziła się we wszystkich automatach SIPLACE, ma szereg ważnych zalet:
–Uzupełnianie podzespołów lub splatanie pasów nie pociąga za sobą przestojów.
–Bezwstrząsowe podawanie podzespołów umożliwia niezawodne pobieranie nawet najmniej-
szych podzespołów (np. 03015).
–Płytka drukowana, która pozostaje nieruchoma w czasie montażu, zapobiega ześlizgiwaniu
się podzespołów.
– Kombinacja głowic montażowych ze zmieniaczami pipet stale gwarantuje optymalną konfigu-
rację pipet dla poszczególnych procesów montażu. Umożliwia to zminimalizowanie przesu-
wów i optymalizację kolejności uzbrajania.
Duża elastyczność, ekonomiczność i niezawodność monta
żu gwarantują wysoką wydajność au-
tomatów SIPLACE.
Bardzo krótkie przestoje zwiększają stopień wykorzystania maszyny, przyczyniając się do wzro-
stu produktywności.