NXT 工作头 OF 工作头使用说明.pdf - 第46页
7. 元件数据 QD117-03 38 OF 工作头使用说明书 Process Place Soft Place Speed 进行元件贴装时,设定吸嘴或吸爪 的下降上升的速度和加速度。默认的设定值为 "0.0",此 时以最高速进行贴装。要以比此 低的速度进行贴装时,请参照下表进行调节。 Place Motio n Selection 指定在进行元件压入时中使用 的加压 ( 力矩控制 ) 方法。 默认值为 “0”, 此…
QD117-03 7. 元件数据
OF 工作头使用说明书 37
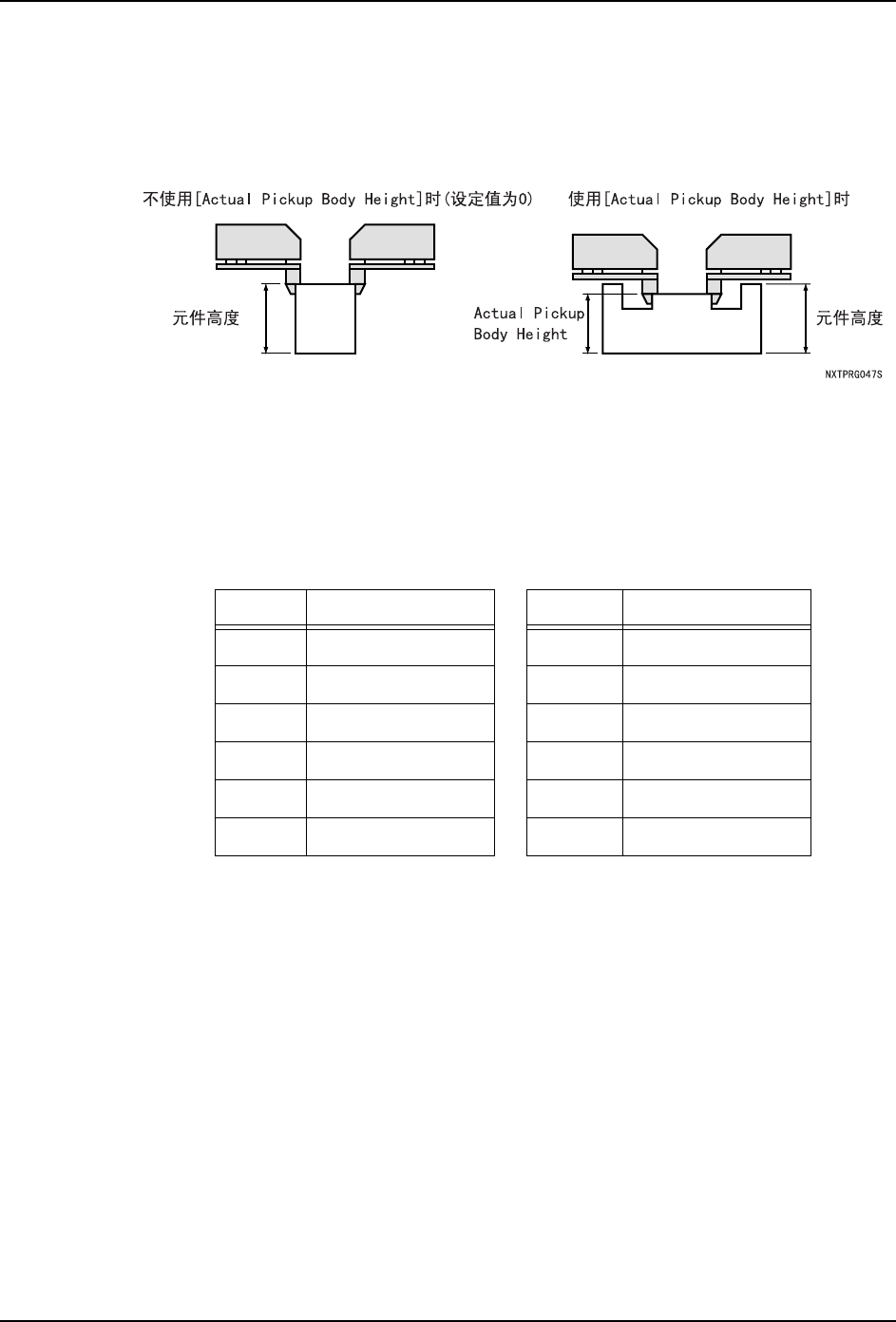
Actual Pickup Body Height
如果吸取高度与元件的高度相对应,则不需要进行此项设置,吸爪会根据 Pickup Height 的
指定将元件夹紧 ( 包括考虑吸取偏移和元件方向 )。但是,由于某些原因如元件的形状使得
元件高度和夹紧的高度不一致时,就必须要指定吸取时的高度 ( 包括考虑吸取偏移和元件方
向 )。请参考以下插图。
Clamp Margin
当使用吸爪吸取元件时,指定从夹紧开始位置到抓紧元件为止移动的距离。请参照 Clamp
Width 项的插图。
Motor Gripping Force
当使用吸爪吸取元件时,指定机械爪的元件保持力。如果设置为 “0” 则元件的保持力为
6.7N。该数值每增大 “1” 时保持力随之增加 0.5N。
设置值 元件保持力 (N) 设置值 元件保持力 (N)
0 6.7 6 9.7
1 7.2 7 10.2
2 7.7 8 10.7
3 8.2 9 11.2
4 8.7 10 11.7
5 9.2 - -
7. 元件数据 QD117-03
38 OF 工作头使用说明书
Process Place
Soft Place Speed
进行元件贴装时,设定吸嘴或吸爪的下降上升的速度和加速度。默认的设定值为 "0.0",此
时以最高速进行贴装。要以比此低的速度进行贴装时,请参照下表进行调节。
Place Motion Selection
指定在进行元件压入时中使用的加压 ( 力矩控制 ) 方法。默认值为 “0”,此时此项功能无
效。输入 1-4 之间的任一个数值则会启动压入贴装。如果输入值为 5,则不能使用压入贴装
功能,但此时抓取元件时元件的上面与吸爪壁之间的间隙将为 0mm ( 通常间隙为 0.5mm)。
Place Thrust Pressure
指定在使用压入贴装功能时的压力 (在 [Place Motion Selection]中选择了 1-4 的设置
值时 )。(单位:N)
设定值 速度 (%) 加速度
(%)
设定值 速度 (%) 加速度
(%)
0.0 33 100 5.1
~ 6.0 6 68
0.1
~ 1.0 1 20 6.1 ~ 7.0 7 76
1.1
~ 2.0 2 30 7.1 ~ 8.0 8 84
2.1
~ 3.0 3 40 8.1 ~ 9.0 9 92
3.1
~ 4.0 4 50 9.1 ~ 10.0 33 100
4.1
~ 5.0 5 60 - - -
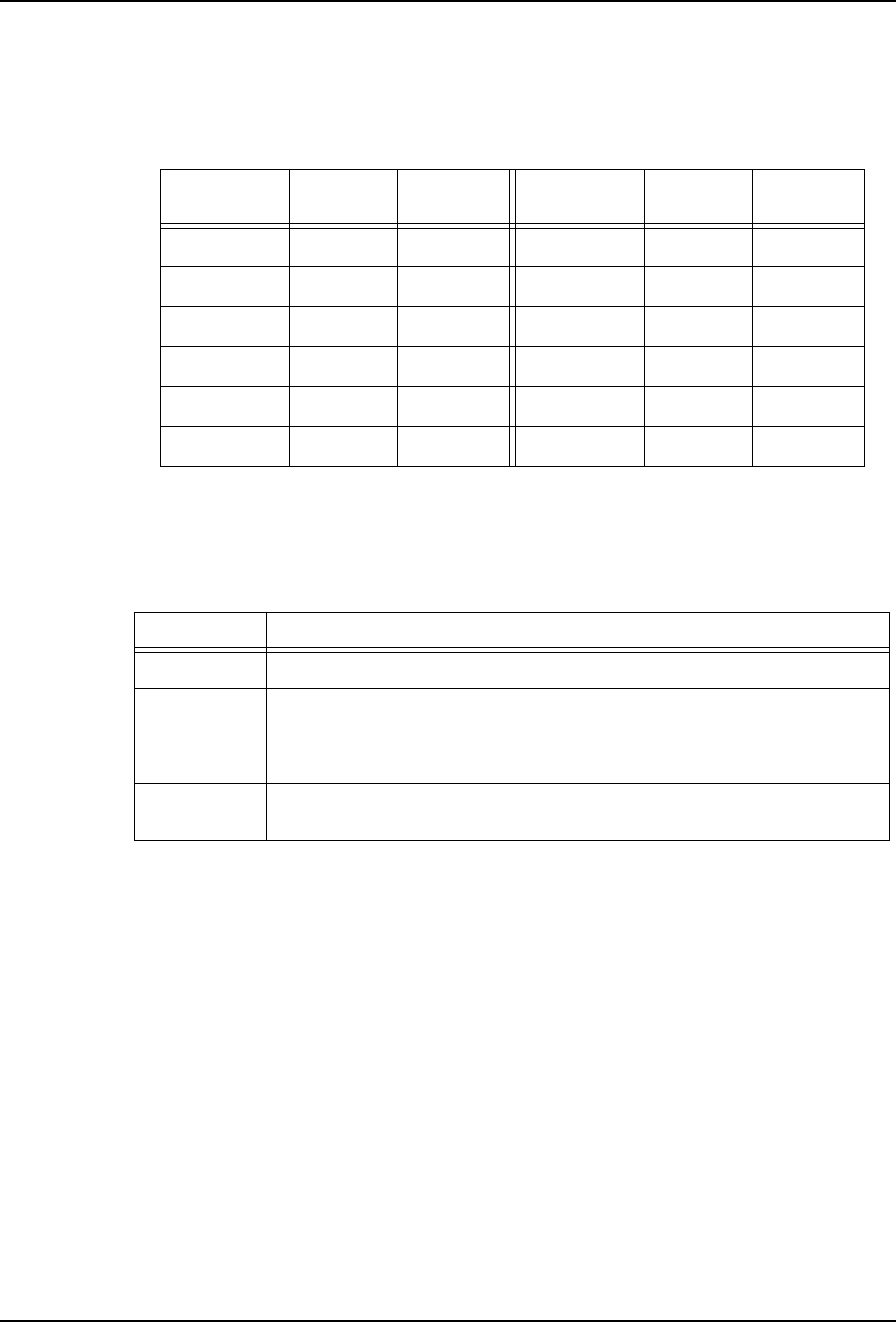
设定值 说明
0 不能使用压入贴装功能。
1 - 4 此范围内任何数值时动作相同,元件进行通常的吸取 / 抓着,在贴装时
根据 [Placing Thrust Pressure]中的指定数值进行压入贴装。如果力
矩没有达到贴装高度范围所要求的数值,就会发生错误且不能贴装元
件。
5 不能使用压入贴装功能。使用吸爪抓取元件时,元件的上面与吸爪壁之
间的间隙将会为 0mm( 通常间隙为 0.5mm)。能正常贴装元件。
QD117-03 7. 元件数据
OF 工作头使用说明书 39
Vision
Vision Type
为元件的影像处理指定适当的 Vision Type( 影像类型 )。通常,除了机器所使用的影像类
型之外,有若干个专门用于 OF 工作头和侧光相机的 Vision Type。以下表格是有关 OF 工作
头的 Visiot Type 详细内容。其他的影像类型的详细内容请参照各机器的编程手册。
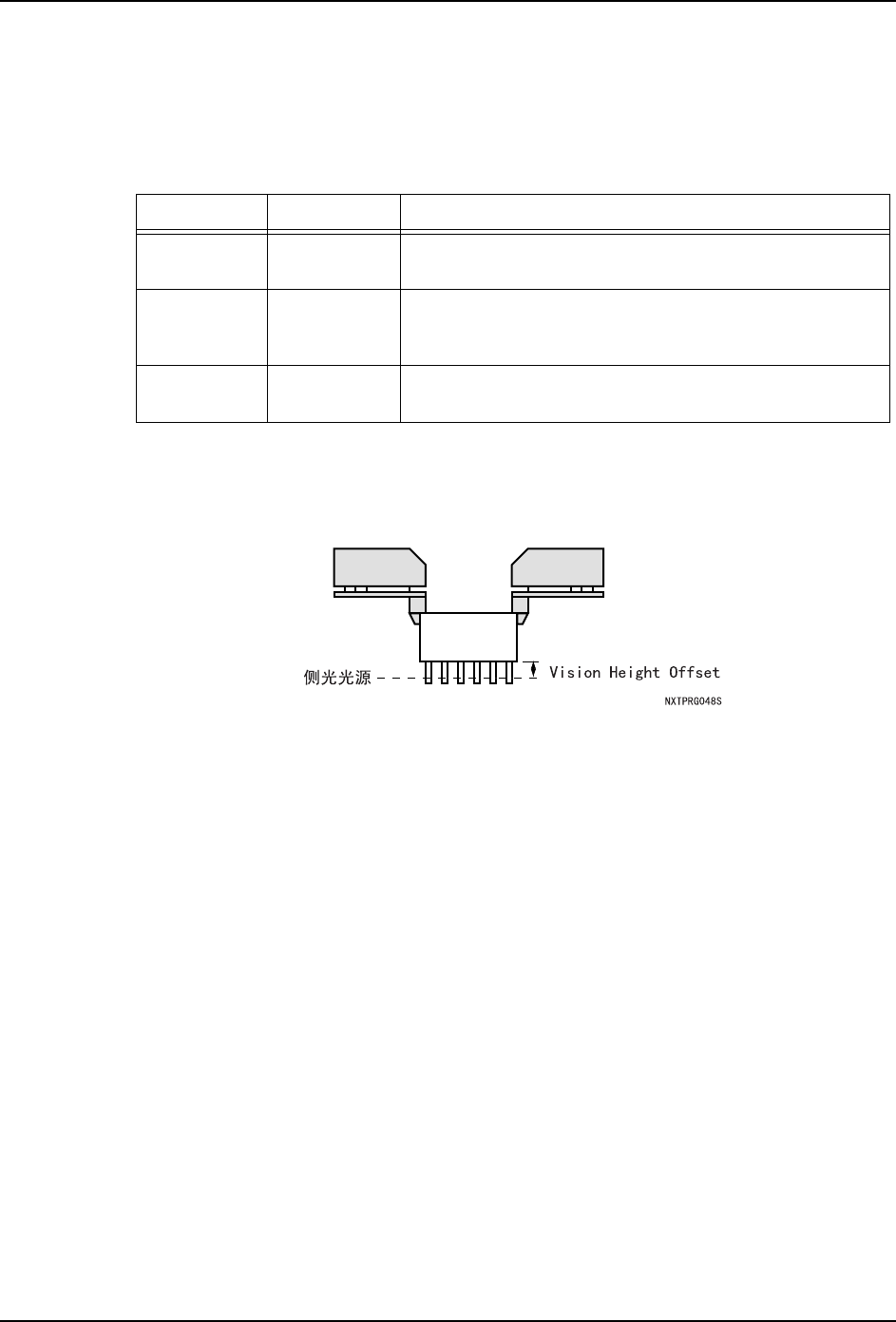
Vision Height Offset
当使用侧光相机的专门影像类型进行引脚检查时,在影像处理过程中要指定影像处理面的
高度偏移量。
Vision Area Offset X,Vision Area Offset Y
对由于某些原因,如过大,背景色与元件色不一致等,而不能认识元件外形,只进行 Element
Data 输入的元件,在此项目中指定影像处理时元件主体的中心位置和 Element Data 影像处
理范围的偏移量。
Vision Type 处理 注释
241 检查外形和
引脚
基于元件外形的定位。
检查引脚是否弯曲或是否有引脚遗漏。
242 检查外形和
引脚
基于元件外形进行引脚粗定位。
检查引脚是否弯曲或是否有引脚遗漏。并根据此项检查
进行定位。
243 检查引脚 检查引脚是否弯曲或是否有引脚遗漏。并根据此项检查
进行定位。