265ProFlow.pdf - 第38页
TECHNIC AL RE FERENCE SEQU ENCES 1.34 ProFlow Manual Chapter Issue 8 Dec 02 ProFlow Placement This sequence i s designed to move the Pr oFlow unit fr om the home or zero height posi tion ont o the st encil, at cont act h…
TECHNICAL REFERENCE
SEQUENCES
Chapter Issue 8 Dec 02 ProFlow Manual 1.33
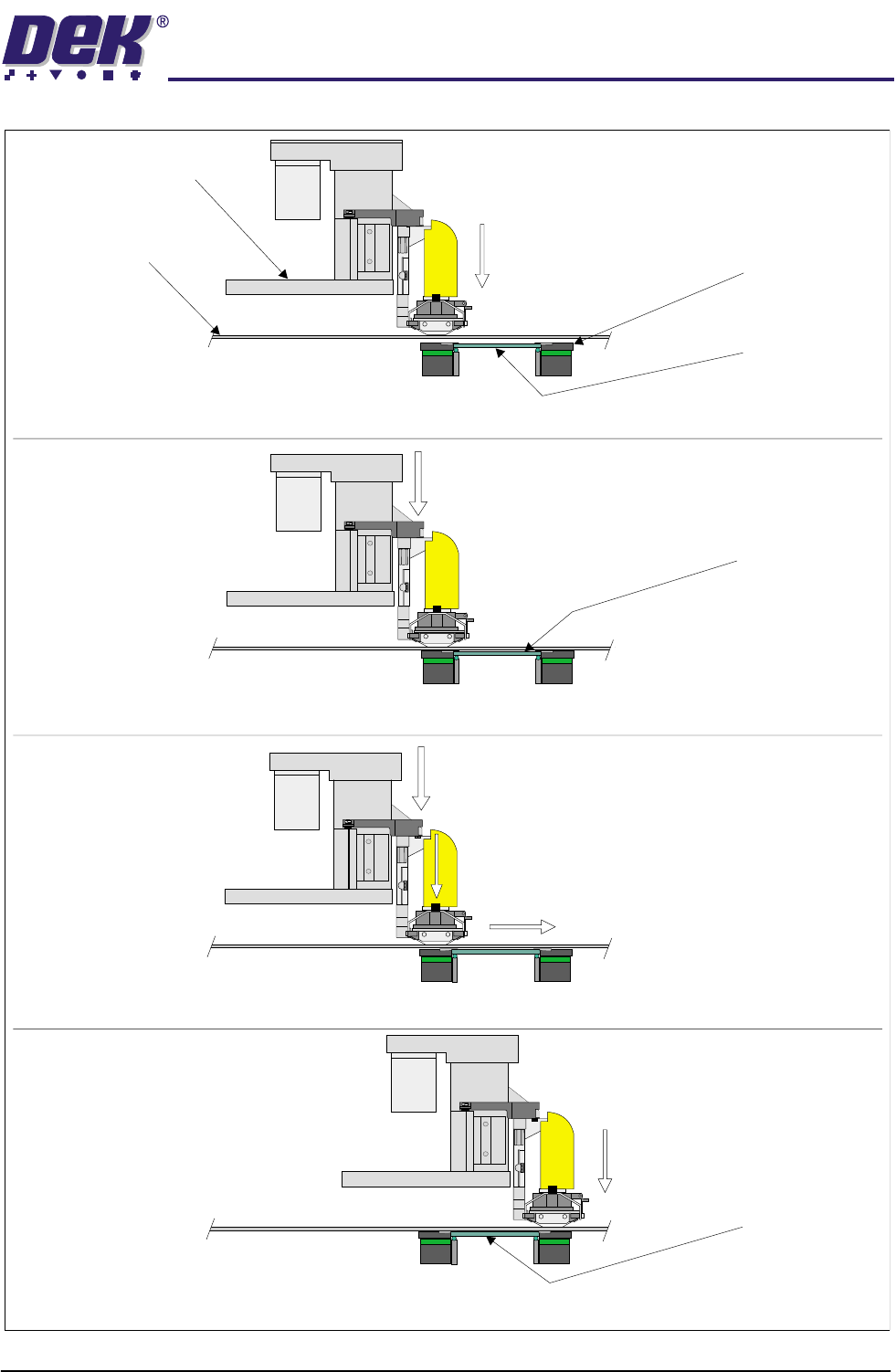
Figure 1-24 Side View of ProFlow During Print Cycle
Print Paste Pressure
System Pressure
Board Clamp
(2 positions)
Board
Stencil
Print Carriage
Step 1 - ProFlow Moved to Contact Height with Stencil
Step 3 - Print Paste Pressure Applied During Print Stroke
Step 2 - System Pressure Applied Prior to Printing (Print Height)
Step 4 - Print Paste Pressure Followed by System Pressure Removed at End of Print Stroke
Print Carriage Movement
Contact Height
(Zero Pressure)
System Pressure
Printed Board
Contact Height
(Zero Pressure)
Board (raised
to print height)

TECHNICAL REFERENCE
SEQUENCES
1.34 ProFlow Manual Chapter Issue 8 Dec 02
ProFlow
Placement
This sequence is designed to move the ProFlow unit from the home or zero
height position onto the stencil, at contact height, when one of the following
occurs:
• When Run is selected.
• When Knead Paste is selected.
• When Prime ProFlow is selected
• When Refill ProFlow is selected.
Raise ProFlow This sequence is designed to move the ProFlow unit from the stencil to the
home or zero height position when one of the following occurs:
• When the machine is initialized.
• When Change ProFlow is selected.
• When Change Screen is selected.
• When Change Tooling is selected.
• When Raise ProFlow is selected.
The ProFlow unit is raised by one of the following methods:
• 'Shake-off' ProFlow
• 'Lift-off' ProFlow
Shake-off is the preferred method of raising the ProFlow unit. Lift-off is only
carried out if the ProFlow unit is not in a shake-off envelope or the stencil
protection parameter in the board file is set to ON.
The shake-off envelope is the portion of stencil required by the ProFlow transfer
head when performing the shake-off or knead over rail function. Depending on
the stencil, it’s justification and the board width, a particular product may have
none, one or two shake-off envelopes. If the unit is not in a shake-off envelope
a lift-off is carried out.
Shake-off ProFlow This sequence is designed to raise the ProFlow unit clear of the stencil without
leaving a print medium deposit on the stencil. Pre-conditions exist prior to any
shake-off procedure, these are:
• The ProFlow unit is on the stencil at contact height.
• The pressure on the transfer material is at Idle Paste Pressure or else it is
released.
• The ProFlow unit is inside a valid shake-off envelope.
• The printers cover is closed.
• The stencil protection parameter in the board file is set to OFF.
The following sequence occurs when shake-off is initiated:
1. The machine cover is secured while the shake-off is carried out.
2. Any pressure on the transfer material is released.
3. The board clamps are closed.
4. The camera is driven home and the rising table is raised to print height.

TECHNICAL REFERENCE
SEQUENCES
Chapter Issue 8 Dec 02 ProFlow Manual 1.35
5. A load of 5kg is applied to the ProFlow unit.
6. The ProFlow unit is moved at 30mm/sec to the outer edge of the shake-off
envelope.
7. The ProFlow unit is moved the full extent of the shake-off envelope, in each
direction, at 30mm/sec. This cycle is repeated twice.
This cycle is repeated twice more while at the same time the unit is raised
at 2mm/sec.
8. The ProFlow unit is raised at full speed to the zero height position.
Lift-off This sequence is designed to raise the ProFlow unit straight up off the stencil,
without any movement in the horizontal plane. A print medium deposit may be
left on the stencil.
The preconditions for a ‘Lift-off’ to be initiated are:
• The ProFlow unit is on the stencil at contact height.
• The printers cover is closed.
• The ProFlow unit is in a turnaround envelope, not a shake-off envelope or
the stencil protection parameter in the board file is set to On.
• The pressure on the transfer material is at Idle Paste Pressure or else it is
released.
The turnaround envelope is where the printer has evaluated the position in
which the ProFlow unit has come to rest and calculated that there is only enough
room for the ProFlow unit to print back across the image or do a lift off.
The following sequence occurs when lift-off is initiated:
1. Any pressure on the transfer material is released.
2. The user is prompted to confirm that the ProFlow unit’s base cover has been
fitted.
3. The ProFlow unit is raised straight up from the stencil to the zero height
position, without any movement in the horizontal plane.
Knead Paste Print material changes it’s characteristics (viscosity) through lack of use, caus-
ing poor print quality. To overcome this a knead paste sequence is available
and is initiated by one of the following:
• The elapsed time since a board was printed has exceeded the value of the
paste knead period parameter.
• When Knead Paste is selected.
• A print stroke is about to be applied and there is a deferred request for a
paste knead.
• The amount of boards printed, since the last paste knead equals the value
of the knead before printing parameter, (only valid if the knead off-image
parameter is set to enabled).
When a paste knead sequence is initiated the message ‘Automatic paste
knead activated’ is displayed.
Two types of knead operation may be carried out: