265ProFlow.pdf - 第63页
TECHNI CAL REFEREN CE FAULT FINDING Chapter Issue 8 Dec 02 ProFlow Manual 1.59 T op side of stencil not cleanin g Wipe rs damag ed. Replac e wipers . Insuf ficient bo ard suppor t. Add/modif y tooling . Insuf ficient st …
TECHNICAL REFERENCE
FAULT FINDING
1.58 ProFlow Manual Chapter Issue 8 Dec 02
FAULT FINDING
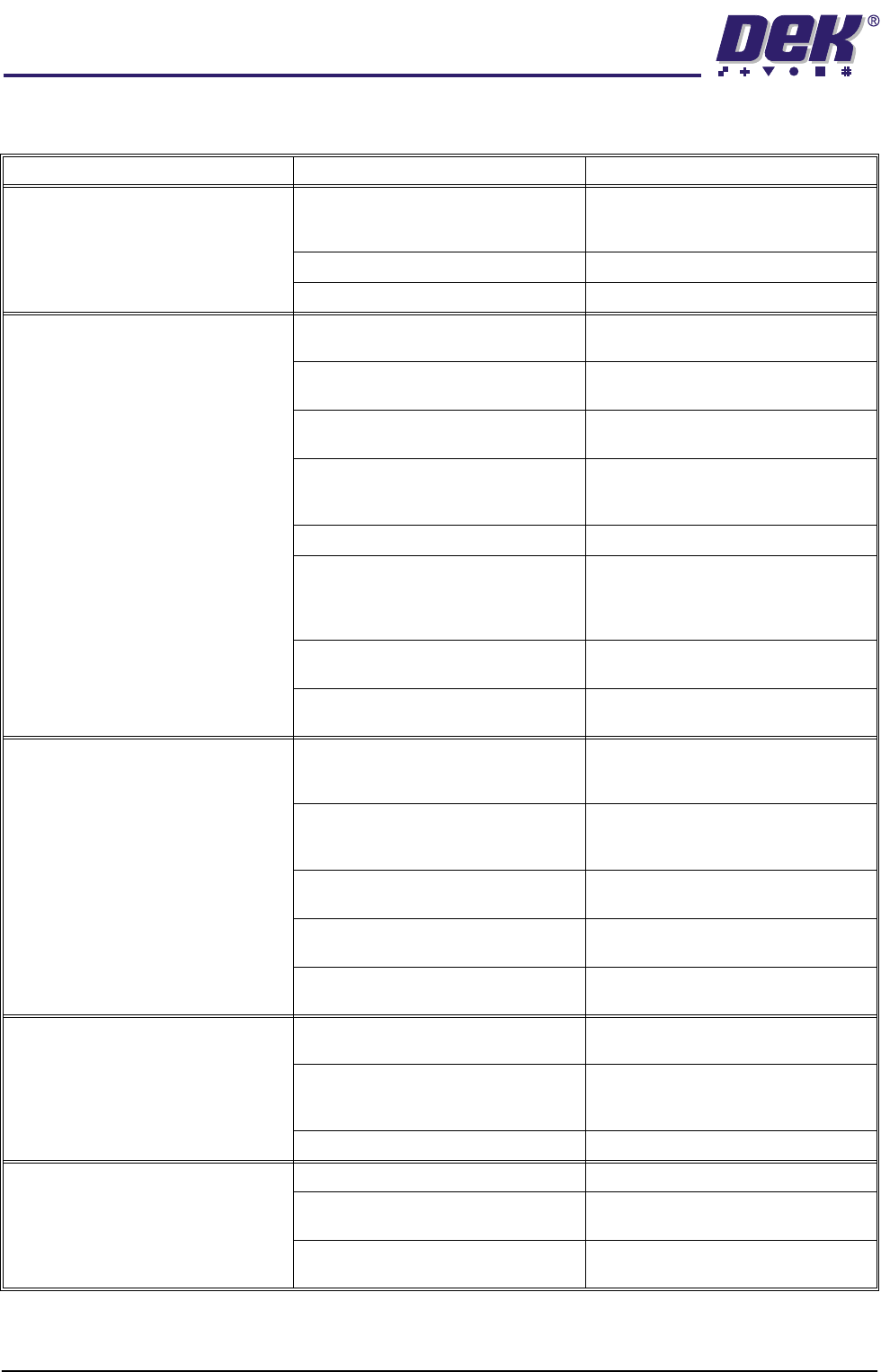
Symptom Possible Causes Possible Solutions
Leakage between the skis and wipers Pneumatic paste pressure set too high. reduce paste pressure or increase
speed. Check settings, mechanical
security.
Incorrect contact position. Try alternative set up method.
Old issue wipers or skis fitted. Ensure that the latest hardware is fitted.
Stencil or wiper damage Foreign matter between the board and
stencil.
Ensure boards are clean and flat when
entering the machine.
First side components not seating in the
tool nest correctly.
Check tooling nest/ first side place-
ment.
Metal edge wipers not being used. Ensure the latest ProFlow hardware is
fitted.
Stencil design not suitable for use with
ProFlow.
Large apertures need support bars, top
side of laser cut stencils must be
smooth.
Imaging speed too high. Reduce print carriage speed.
Bowed boards entering the machine
not being flattened by clamping pres-
sure.
Ensure the quality of raw materials con-
forms to specification. Bowing less
than 1% of diagonal dimension of
board.
Unsupported stencil. Support the stencil to keep the top sur-
face of the as flat as possible.
Cassette empty. Replace cassette and check adjust-
ment of paste low sensor.
Bridging Variation in stencil height due to
foreign matter between board and
stencil.
Ensure the boards are clean and flat,
the underside of the stencil is clean and
free from damage.
Bad board support causing the board to
bow upwards.
Modify the board support tooling
strategy and check that the rail to table
height is set correctly.
Pneumatic pressure too high. Reduce paste pressure or increase
print carriage speed.
Print carriage speed too low. Increase print carriage speed or reduce
pneumatic pressure
Solder paste slump. Control the temperature in the pre-
placement.
Bridging at the end of the print stroke Rail to table height incorrectly set. Check and reset rail to table height
dimension.
Pads too close to the edge of the board. Board design for DEK machines
requires a 5mm distance from the
board edge to the apertures.
Board clamps not level or parallel. ECB 638
Print wedging Excess system pressure. Reduce system pressure.
Uncontrolled system pressure. Use the alternative downstop and con-
tact setting to set the downstop solid.
Print speed too fast for the paste being
used.
Change the print speed.
TECHNICAL REFERENCE
FAULT FINDING
Chapter Issue 8 Dec 02 ProFlow Manual 1.59
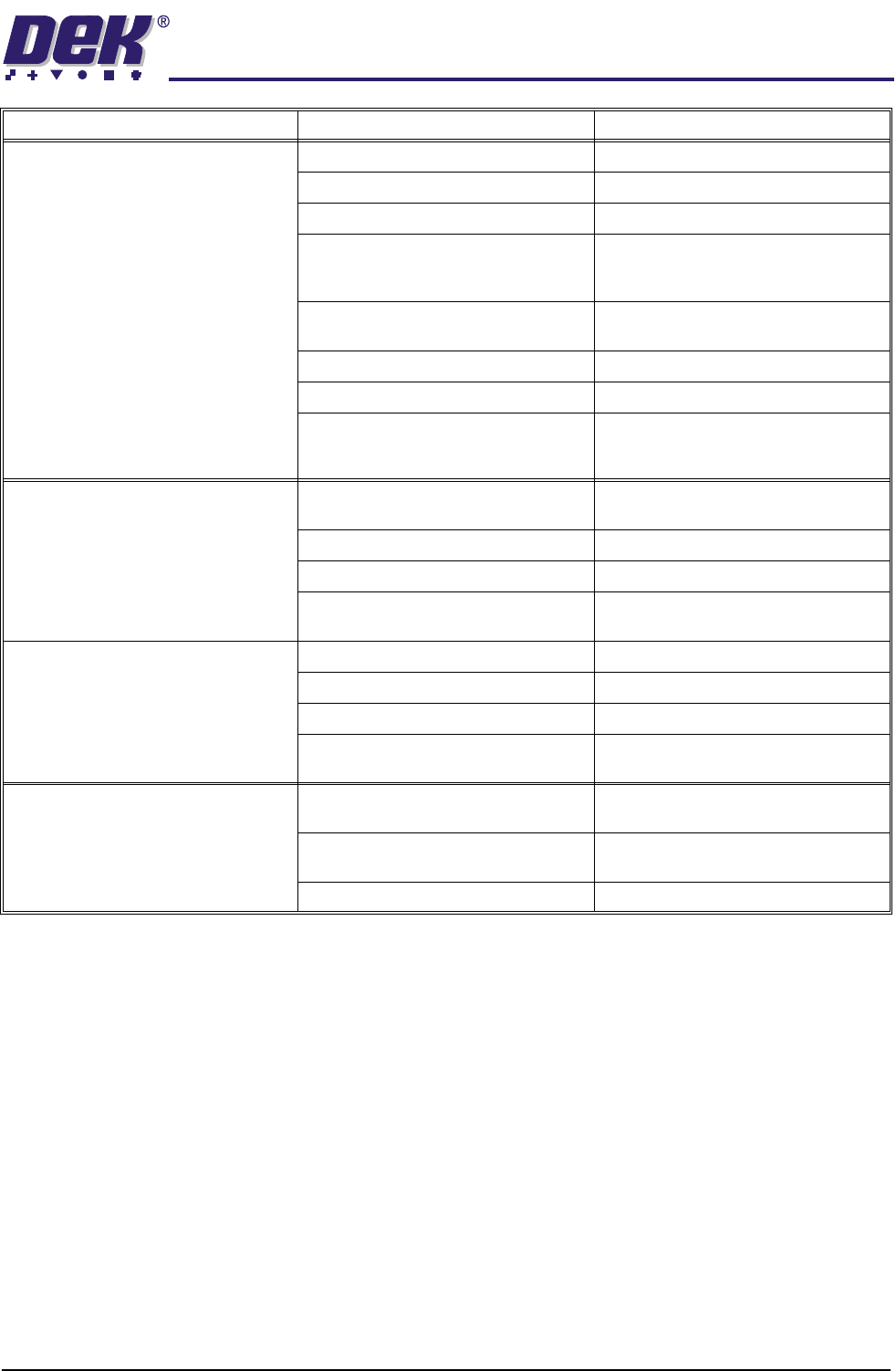
Top side of stencil not cleaning Wipers damaged. Replace wipers.
Insufficient board support. Add/modify tooling.
Insufficient stencil support. Add stencil support.
Transfer head too large for product. Use 300mm head for all products up to
300mm long and shortest possible for
larger products.
Skis damaged or dirty. Replace with latest issue skis, Mylar
vulcanized into PTFE (black).
Too much paste pressure. Reduce paste pressure.
Insufficient paste pressure. Increase system pressure.
Contact position set incorrectly. Reset contact height to just deflect the
stencil when viewed from the under-
side.
Insufficient paste on fine pitch devices Cassette empty. Replace cassette and check adjust-
ment of cassette low sensor.
Paste pressure too low. Reset pneumatic pressure.
Insufficient board support. Investigate/modify tooling set up.
Incorrect stencil design. Ensure that stencil conforms to aper-
ture height.
Insufficient paste through large aper-
tures
Paste pressure too high. Reset pneumatic pressure.
Print speed too high. Adjust print carriage speed
System pressure too high. Adjust system pressure setting.
Cassette empty. Replace cassette and check cassette
low sensor setting.
Insufficient paste in apertures at the
end of print stroke
Board bowed upwards by tooling too
close to the rails.
Move the tooling towards the centre of
the board.
Rail to table height setting incorrect
causing bowing over the tooling pins.
Check and reset the rail to table height
setting.
Paste pressure too low. Reset pneumatic pressure.
Symptom Possible Causes Possible Solutions

TECHNICAL REFERENCE
FAULT FINDING
1.60 ProFlow Manual Chapter Issue 8 Dec 02