265ProFlow.pdf - 第40页
TECHNIC AL RE FERENCE SEQU ENCES 1.36 ProFlow Manual Chapter Issue 8 Dec 02 a. Knead off image b. Knead over a b oard Knead Off Image This operat ion is car ried out of f the stencil im age. If the ProFl ow unit is not i…

TECHNICAL REFERENCE
SEQUENCES
Chapter Issue 8 Dec 02 ProFlow Manual 1.35
5. A load of 5kg is applied to the ProFlow unit.
6. The ProFlow unit is moved at 30mm/sec to the outer edge of the shake-off
envelope.
7. The ProFlow unit is moved the full extent of the shake-off envelope, in each
direction, at 30mm/sec. This cycle is repeated twice.
This cycle is repeated twice more while at the same time the unit is raised
at 2mm/sec.
8. The ProFlow unit is raised at full speed to the zero height position.
Lift-off This sequence is designed to raise the ProFlow unit straight up off the stencil,
without any movement in the horizontal plane. A print medium deposit may be
left on the stencil.
The preconditions for a ‘Lift-off’ to be initiated are:
• The ProFlow unit is on the stencil at contact height.
• The printers cover is closed.
• The ProFlow unit is in a turnaround envelope, not a shake-off envelope or
the stencil protection parameter in the board file is set to On.
• The pressure on the transfer material is at Idle Paste Pressure or else it is
released.
The turnaround envelope is where the printer has evaluated the position in
which the ProFlow unit has come to rest and calculated that there is only enough
room for the ProFlow unit to print back across the image or do a lift off.
The following sequence occurs when lift-off is initiated:
1. Any pressure on the transfer material is released.
2. The user is prompted to confirm that the ProFlow unit’s base cover has been
fitted.
3. The ProFlow unit is raised straight up from the stencil to the zero height
position, without any movement in the horizontal plane.
Knead Paste Print material changes it’s characteristics (viscosity) through lack of use, caus-
ing poor print quality. To overcome this a knead paste sequence is available
and is initiated by one of the following:
• The elapsed time since a board was printed has exceeded the value of the
paste knead period parameter.
• When Knead Paste is selected.
• A print stroke is about to be applied and there is a deferred request for a
paste knead.
• The amount of boards printed, since the last paste knead equals the value
of the knead before printing parameter, (only valid if the knead off-image
parameter is set to enabled).
When a paste knead sequence is initiated the message ‘Automatic paste
knead activated’ is displayed.
Two types of knead operation may be carried out:

TECHNICAL REFERENCE
SEQUENCES
1.36 ProFlow Manual Chapter Issue 8 Dec 02
a. Knead off image
b. Knead over a board
Knead Off Image This operation is carried out off the stencil image. If the ProFlow unit is not in
a shake-off envelope the paste knead is deferred until it is.
The preconditions for a knead off image to be initiated are:
• The stencil protection parameter in the board file is set to OFF.
• The ProFlow unit is on the stencil at contact height.
• The ProFlow unit is in a shake-off envelope.
• The pressure on the transfer material is at Idle Paste Pressure or else it is
released.
• The machine cover is closed.
The following sequence occurs when a knead off image is initiated:
1. The machine cover is secured while the knead off image is carried out.
2. The board clamps are closed.
3. The camera is driven home and the rising table is raised to print height.
4. ProFlow is lowered to ProFlow print height, as set by System Pressure and
Knead Paste Pressure is applied to the system.
5. The ProFlow unit moves away from the stencil image, at the appropriate
print speed, to the edge of the shake-off envelope.
6. The ProFlow unit traverses the full extent of the shake-off envelope, the
number of times set by the current value of the knead deposits parameter,
before it is returned to the position from which it started.
7. Upon completion Knead Paste Pressure (piston pressure) is changed to Idle
Paste Pressure and ProFlow raises to the contact height position.
Knead Over a Board This operation is carried out over the stencil image, with a board in place.
The preconditions for a knead over a board to be initiated are:
• The stencil protection parameter in the board file is set to OFF.
• The ProFlow unit is on the stencil at contact height.
• The pressure on the transfer material is at Idle Paste Pressure or else it is
released.
• The machine cover is closed.
The following sequence occurs when a knead over a board is initiated:
1. ProFlow is lowered to ProFlow print height, as set by System Pressure and
Knead Paste Pressure is applied to the system.
2. The ProFlow unit is driven backwards and forwards over the loaded board
the number of times set by the current value of the knead deposits param-
eter.
3. Upon completion Knead Paste Pressure (piston pressure) is changed to Idle
Paste Pressure and ProFlow raises to the contact height position.
TECHNICAL REFERENCE
POSITIONING
Chapter Issue 8 Dec 02 ProFlow Manual 1.37
POSITIONING ProFlow has four vertically positioned configurations:
• Home Position
• Zero Height
• Contact Height
• Print Height
Home Position The home position is when the ProFlow unit is fully raised. The ProFlow unit is
homed on the following occasions:
• Initialization
• Power up
• Exiting diagnostics
• When power is restored following system power down.
NOTE
A downstop is not fitted to fixed head machines.
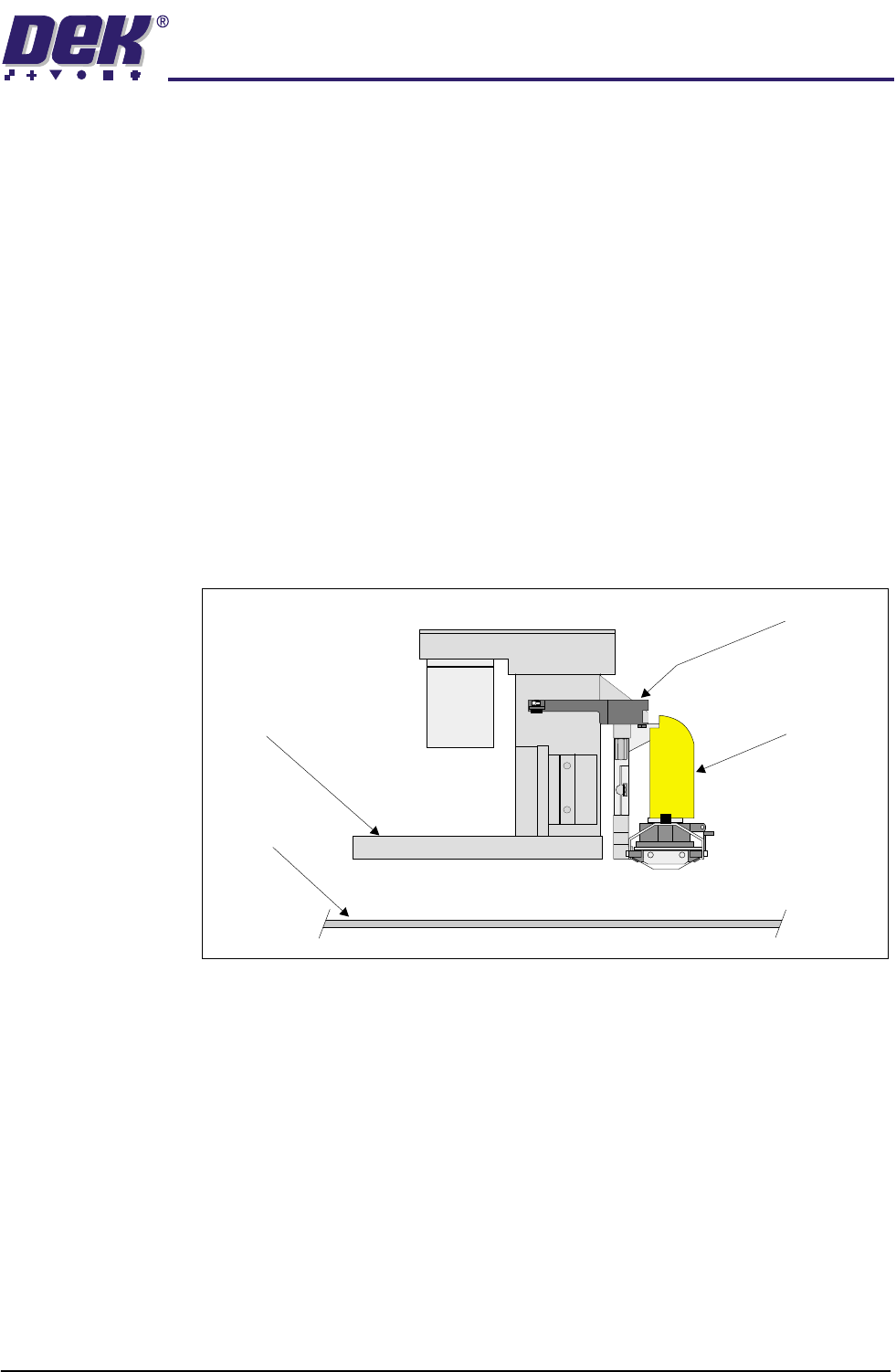
Figure 1-25 ProFlow in the Home Position
Zero Height The zero height position is when the ProFlow Unit is raised to the number of
steps on it’s internal counting system to move to the home position. The
ProFlow unit is moved to zero on the following occasions:
• Selecting Change ProFlow
• Selecting Change Screen
• Selecting Change Tooling
• Selecting Raise ProFlow
Stencil
ProFlow Unit
Downstop
Print Carriage