SC_450 PreciseCoat Conformal Coating Jet_Rev_04.pdf - 第49页
SC-450 PreciseCoat C onformal C oating J et Troubleshooting © 2024 Nordson Corporation 43 Table 6-3 SC-4 50 Troubleshoot in g - Component Based Compone nt Qua lity Troubleshooting Questi o ns Nozzle Size and cleanliness …
SC-450 PreciseCoat Conformal Coating Jet Troubleshooting
42 © 2024 Nordson Corporation
Symptom Possible Cause Recovery
Leakage of Fluid
through Weep Hole
Needle assembly or fluid seal
worn or damaged
Disassemble all components from the jet
body. Thoroughly clean fluid from the jet
body bearings and weep hole. Inspect all
sealing and mating surfaces for scratches
and cured fluid. Check the needle
assembly and the fluid seal for
wear - replace if worn. Insure that the
stroke adjust assembly is opened 7-8 turns
prior to tightening fluid body.
Fluid body seal gland scratched
or dirty
Fluid body screws not torqued
properly
Table 6-2 SC-450 Troubleshooting - Set-up Based
Set-up Variable Effect Notes
Fluid
Properties
Dispense
Volume and
Quality
If this is a new process, contact Technical Support for
assistance in process development. If this is a qualified process,
fluid properties may have changed. The fluid may have
exceeded its pot life, or been mishandled or set-up incorrectly.
In addition, air bubbles are a common problem in mixed, high
viscosity fluids. Improper thawing can introduce air to the fluid
supply, which results in intermittent shots. De-gas the fluid if
possible in a vacuum chamber.
Fluid Pressure
Dispense
Volume
Verify that the fluid supply has been set up correctly and that
fluid is free to flow to the jet chamber. Verify the pressure setting
is correct. Insufficient fluid pressure results in small shot
volumes or no shots. Too much fluid pressure leads to larger
shot volumes.
Valve Pressure
Dispense
Volume
Needle assembly travel is affected by valve pressure. Lower
valve pressure increases jet reaction time. In high duty-cycle
applications, sufficient valve pressure is required to meet
performance specifications.
Jet On/Off
Time
Dispense
Volume
The time the solenoid control signal is held on is termed “On
Time”. The time between “On” signals is termed “Off Time”.
On/off times that are too small will not allow the needle
assembly to fully open or fully close. On times set too large may
cause excess fluid to flow through the jet.
Dispense Gap Dispense Quality
A jet with the dispense gap set too low will “plow” through the
dispensed fluid and accumulate fluid on the nozzle tip. Dispense
gaps set too high will result in poor shot shape with a higher
frequency of dispense “satellites.”
SC-450 PreciseCoat Conformal Coating Jet Troubleshooting
© 2024 Nordson Corporation 43
Table 6-3 SC-450 Troubleshooting - Component Based
Component Quality Troubleshooting Questions
Nozzle
Size and
cleanliness
Is it the correct size? Was it cleaned completely? Does a new nozzle
have the same behavior?
Stroke
Adjustment
Adjustment
position
Was the stroke adjustment assembly removed? Was the stroke
adjustment set following the procedure? Is the needle assembly worn
or damaged?
Fluid Seal
Condition
and
Orientation
Is the seal worn or damaged? If being reused, was it cleaned
completely? Was the seal removed/installed using the seal tool
(Item 23)? Was it installed in the correct orientation?
Solenoid Operation
Are the electrical connections good - both at the bulkhead and in the
junction box? Is a minimum of 80 psi air being supplied all the way to
the solenoid inlet? Is the solenoid armature actuating (faint ticking)?
Can the solenoid open using the manual override? Is air exiting the
solenoid when operated?
Needle
Assembly
Condition
Is the needle assembly worn or damaged? Check the tip, fluid seal
location and the piston seal. Does the needle assembly move freely
in the jet body with the stroke adjustment assembly removed?
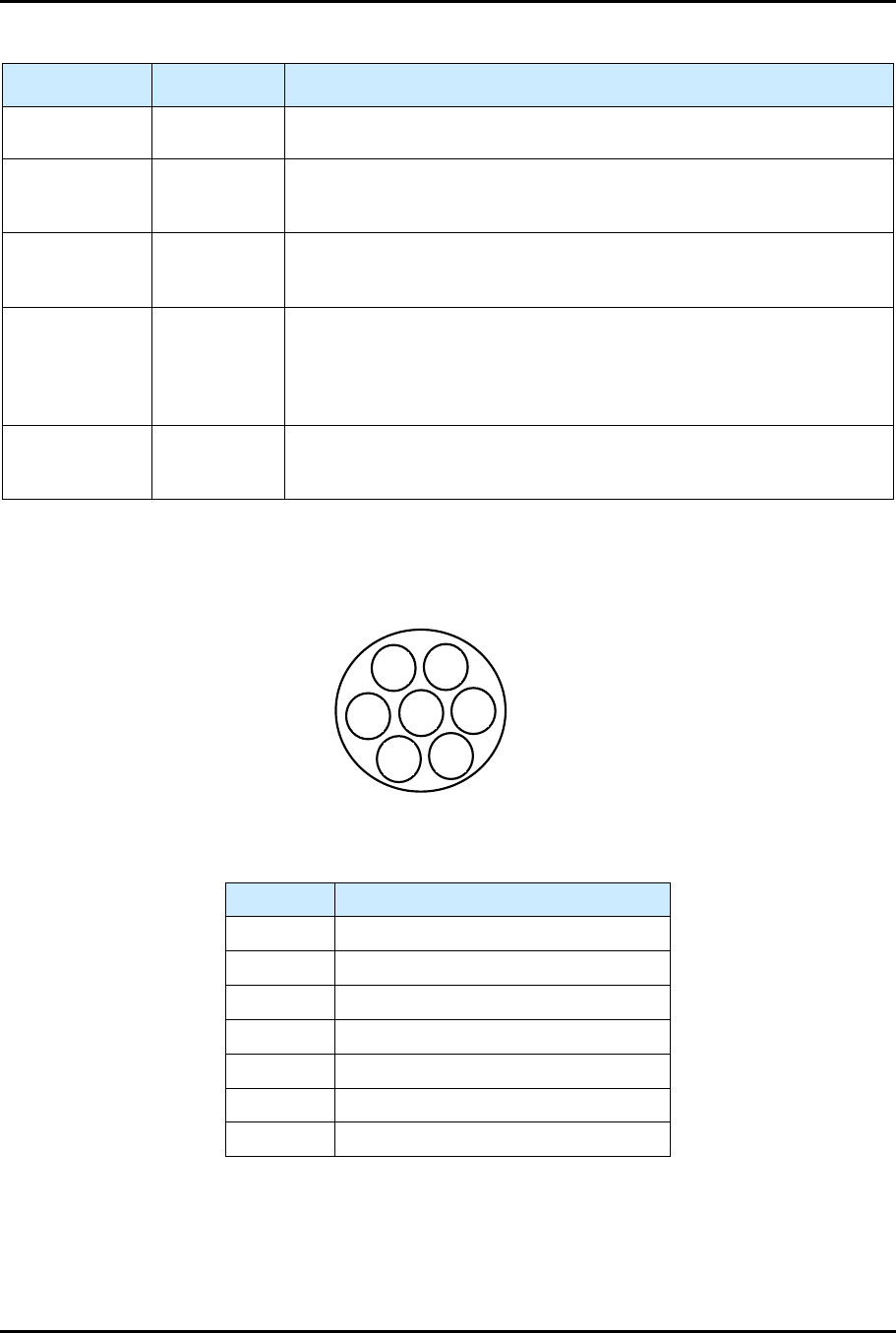
6.4 Input/Output Connection
7-PIN Female Circular Plastic Connector
Table 6-4 Pin Connector Identification
Pin Num Signal Name
1 +24VDC
2 SOLENOID (Sinking)
3 NOT USED (Sinking)
4 HTR PWR (+)
5 HTR PWR (-)
6 HTR RTD (+)
7 HTR RTD (-)
1
2
3
4
5
6
7