YSi_Prog_C.pdf - 第89页
2-10 2 O. 中断检查的不良检出数 检查基板时检出的不良数如达到在此所输入的数值时,中断该基板的检查。 检查结果被判定为不良,继续进行下 1 张基板的检查。 P. ASSY 名 输入要设置在基板 ID 中的 ASSY 名。也可以不输入。用半角英文和数字在 8 字以内输入。 Q. 总检查数 显示使总检查张数复零后开始计数的总检查张数。 R. NG 基板数 显示选择检查程序后的不良基板张数。 S. NG 视野数 显示选择检查程序后…
2-9
2
4
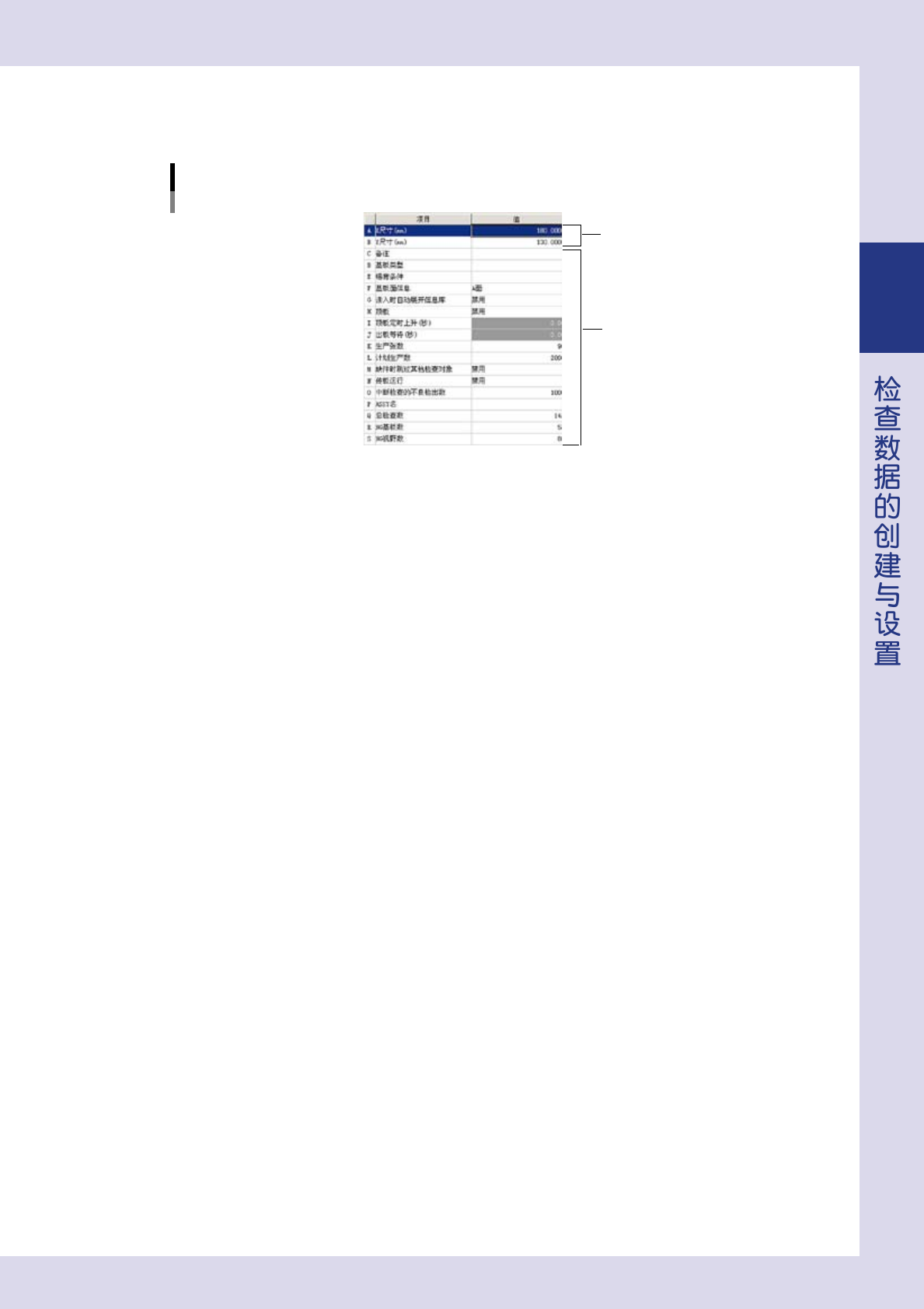
在「基板」选项卡画面的「X、Y 尺寸」栏输入基板的尺寸。
在 [ 数据编辑 ] -「基板」选项卡画面,以 mm 为单位输入基板的 XY 方向的尺寸。
基板参数
Step 4
Step 5
26215-P9-00
5
根据需要,设置其它参数。
C. 备注
记录有关基板的备注事项。也可以不输入。用半角英文和数字在 28 字以内输入。
D. 基板类型
记录有关基板类型的备注事项。也可以不输入。用半角英文和数字在 28 字以内输入。
E. 锡膏条件
记录有关锡膏的备注事项。也可以不输入。用半角英文和数字在 28 字以内输入。
F. 基板面信息
从 A 面和 B 面中选择基板面。
G. 读入时自动展开信息库
读入检查程序时,如要自动粘贴信息库,设置为「启用」。
H. 顶板
如要使用顶板时,设置为「标准速」或「高速」。设置为「高速」时,固定基板时顶板上升的时机和检查结束后传送基板的
时机比「标准速」快。
I. 顶板定时上升 ( 秒 )
「H.顶板」的设置为「高速」时设置。设置传入基板时检查位置的传感器检出基板后到顶板开始上升的时间。
J. 出板等待 ( 秒 )
「H.顶板」的设置为「高速」时设置。设置顶板下降后到传出基板的时间。
K. 生产张数
显示选择基板后的检查张数。初始值为「0」。
L. 计划生产张数
输入想要生产的基板张数。
输入「0」时,只要供给基板,生产就会继续。
输入「0」以外的数值时,生产完所输入数值的基板张数后会停止运行,不再继续供给基板。
M. 缺件时跳过其他检查对象
设置为启用时,当元件检查和电极间距检查被判定为不良时,跳过同一元件的检查直接进入下一元件的检查。
N. 传板运行
不检查基板只传送基板。
2-10
2
O. 中断检查的不良检出数
检查基板时检出的不良数如达到在此所输入的数值时,中断该基板的检查。
检查结果被判定为不良,继续进行下 1 张基板的检查。
P. ASSY 名
输入要设置在基板 ID 中的 ASSY 名。也可以不输入。用半角英文和数字在 8 字以内输入。
Q. 总检查数
显示使总检查张数复零后开始计数的总检查张数。
R. NG 基板数
显示选择检查程序后的不良基板张数。
S. NG 视野数
显示选择检查程序后的不良视野数。
参考
要使总检查数复零,必须先勾选「系统设置」画面的「读入检查程序时,自动使基板的生产张数复零」的选择框,再读入检查程序。
2-11
2
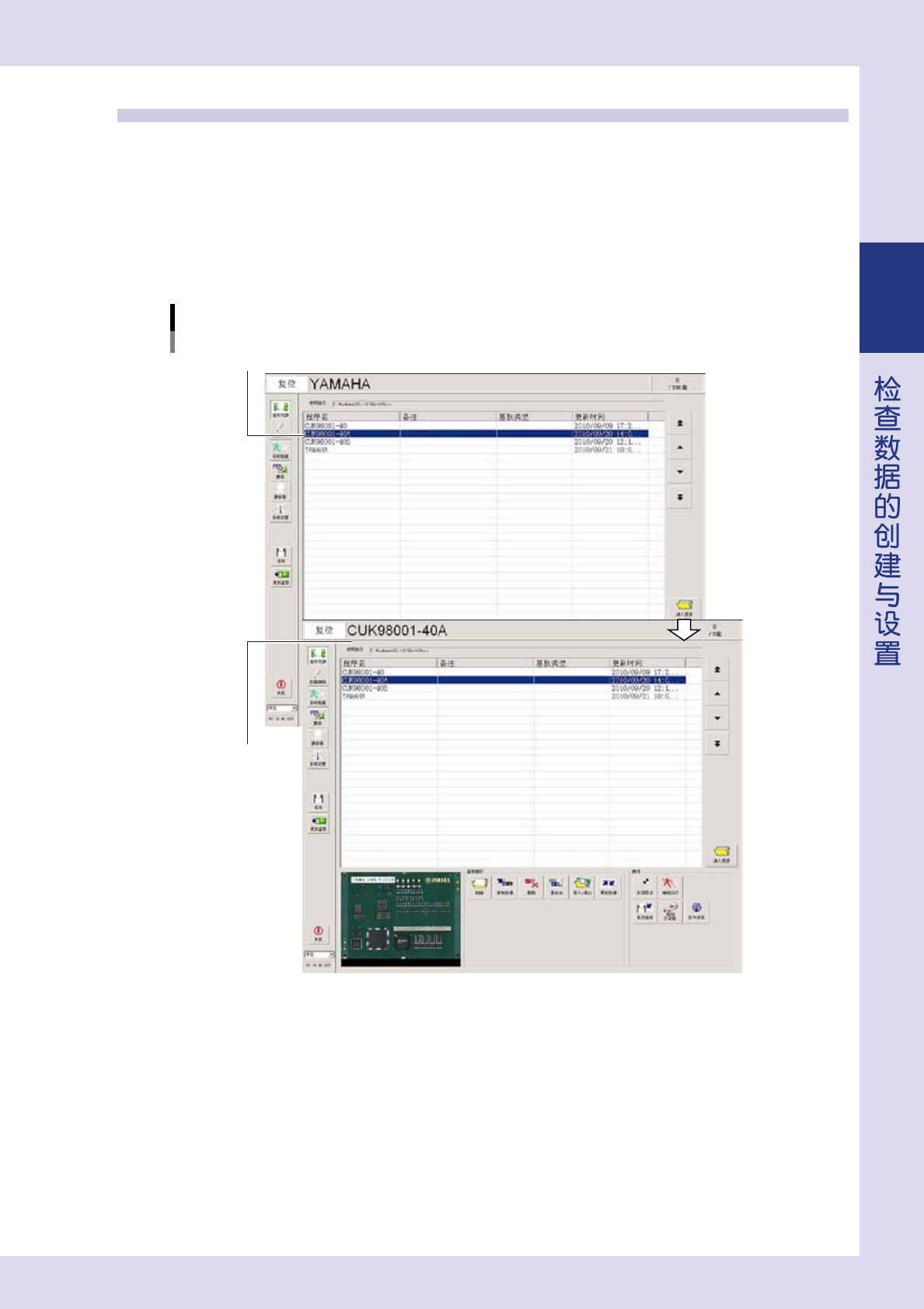
2.2 读入检查程序
以下,介绍读入已经登录的检查程序的方法。
1
按 [ 基板切换 ] 按钮,打开「基板切换」画面。
2
选择检查程序。
1. 从检查程序列表中选择检查程序后,按 [ 读入程序 ] 按钮。
2. 所选择的检查程序被读入,状态区域显示程序名。
检查程序的切换
选择想要切换的检查程序
所读入的检查程序
26216-P9-00