3OM-1321-005_w.pdf - 第168页
4-19 Tg1299-ID-PM [5] タイマー設定 ( 秒 ) 前後工程と基板を授受するコンベアの動作時間 ( 秒 ) を設定し ます。 供給コンベア : 供給コンベアの動作時間を設定します。 前 工程 の装 置 から 基 板を 受 け取 る 時間 に約 2 秒を加えた値を入力します。 排出コンベア : 排 出 コ ン ベ ア の 動 作 時 間 を 設 定 し ま す。 前工程の装置 から基板を排出 する時間に約 2 秒を加えた…

4-18
Tg1299-ID-PM
0602-001
3.1 “ 前後工程モード ” タブ
[4] 自動 運転 / 停止
装置の運転を自動的に開始、または停止する機能を選択します。
チェックボックスをチェック(“
”)すると、
機能が選択されま
す。
自動運転停止機能 :
以下の
A または B の場合に、自動運転を
停止する機能です。
A.以下の条件を満足する場合
1) 装置内に基板が 1 枚もない
2) 前 工 程 か ら 搬 送 さ れ る 基 板 を
待っている状態で、前工程の装置
の運転中信号が OFF になってから
2 秒以上経過
B.以下の条件を満足する場合
1)
装置内に基板が 1 枚もない
2) 前工程の装置が運転を停止して
いる
後工程連動始動機能 : 後工程の装置が生産運転を開始したと
き、本装置が連動して生産運転を開始す
る機能です。
ノート
モニタ保護機能(スクリーンセーバー)が動作している間は、
本機能は働きません。
後工程連動停止機能 : 後工程の装置が生産運転を停止したと
き、本装置が連動して生産運転を停止す
る機能です。

4-19
Tg1299-ID-PM
[5] タイマー設定 ( 秒 )
前後工程と基板を授受するコンベアの動作時間 ( 秒 ) を設定し
ます。
供給コンベア :
供給コンベアの動作時間を設定します。
前工程の装置から基板を受け取る時間に約
2 秒を加えた値を入力します。
排出コンベア : 排 出 コ ンベアの動作時間を 設 定 し ま す。
前工程の装置から基板を排出する時間に約
2 秒を加えた値を入力します。
排出インターバル : [2] の “ 後工程排出方式 ” で “ インター
バル ” を選定した場合のコンベアを作動
するまでの時間を設定します。
排出コンベア異常 : テーブルから排出コンベアまでの基板移載
タイムアウト時間を設定します。
通常は 3 秒に設定されており、コンベアの
搬送速度が遅い場合などで搬送異常が出る
場合に設定を変更します。
ノート
“ テンキー ” 画面を表示して、時間を入力します。
[6] コンベア減速オフセット
供給コンベアからテーブルへ基板を搬送する際の、コンベアを
減速するタイミングを設定します。
ノート
“ テンキー ” 画面を表示して、速度を入力します。
[7] 基板取り込み速度
前工程から供給コンベアへの基板搬送速度を設定します。
[8] 基板ストッパーモード
クランプ後退避 ( 標準 ) : 基板クランプ完了後に、基板認識
カメラ軸のストッパが退避します。
クランプ前退避 : 基板ストッパにて基板停止後、基
板クランプ動作開始前に、基板ス
トッパが退避します。
3.1 “ 前後工程モード ” タブ
0602-001
4-20
Tg1299-ID-PM
0607-002
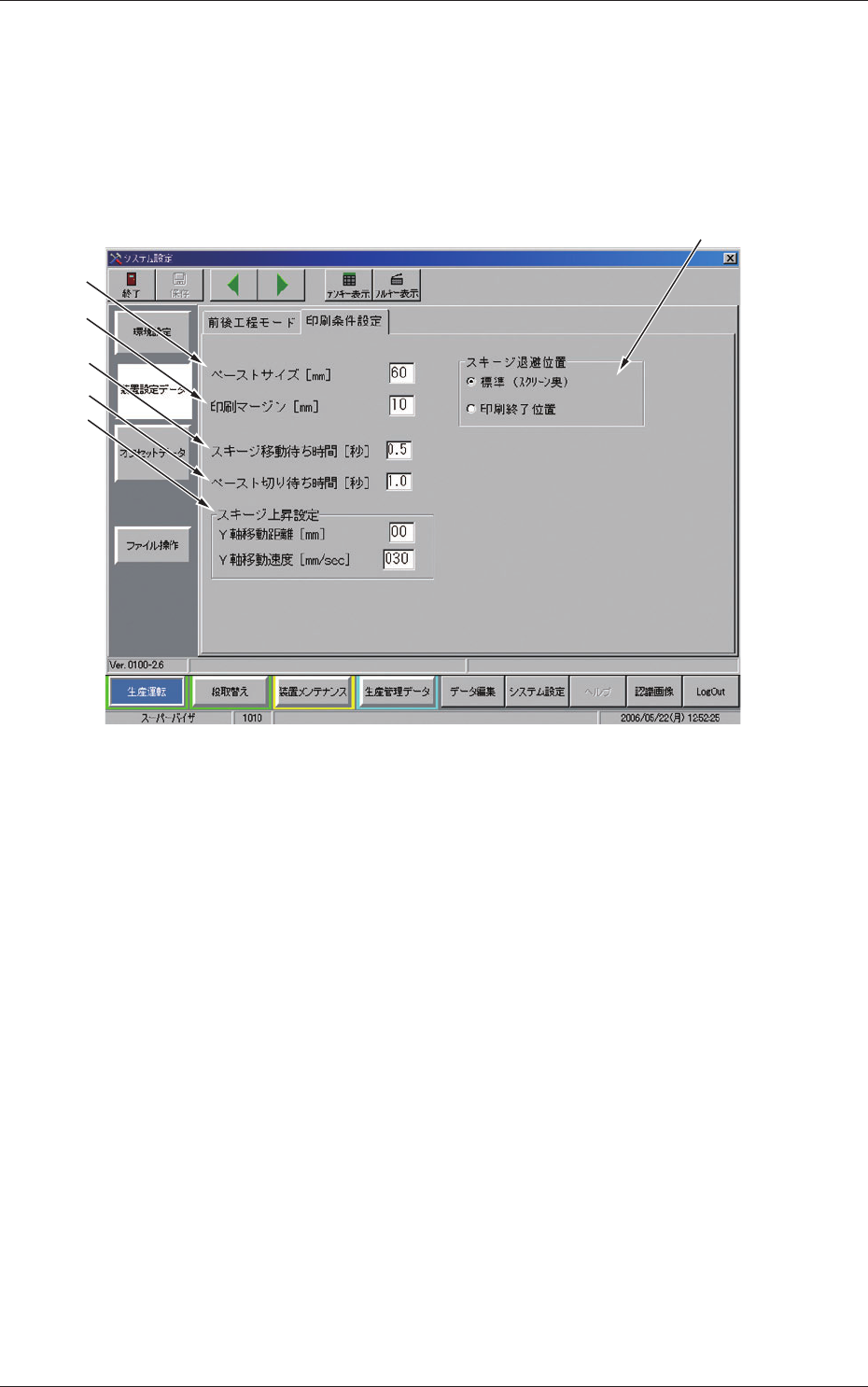
3.2 “ 印刷条件設定 ” タブ
3.2 “ 印刷条件設定 ” タブ
•
シートの表示
“ 装置設定データ
” サブメニューバーの [ 印刷条件設定 ] タブを押
すと、以下のタブシートが表示されます。
[1]
[2]
[3]
[6]
[4]
[5]
Fig.3D15 “ 印刷条件設定 ” タブシート