3OM-1321-005_w.pdf - 第70页
2 - 3 Tg 1299 -ID-PM 0704 - 002 1.2 オペレーションデータ (3) 運転形態 生 産 す る 基 板に ソル ダペ ー スト を印 刷す るか、 印刷 し ない かを 選択します。 印刷 : 生産運転時にソルダペーストの印刷を行います。 通過 : 生産運転時に基板の搬送のみ行います。 (4) 印刷範囲 印 刷 範 囲 を、 基 板 の Y 方 向 の 端 面 に 対す る オ フ セ ッ トで 設定 し…
2-2
Tg1299-ID-PM
1.2 オペレーションデータ
0704-003
1.2 オペレーションデータ
1.2.1 基板データ
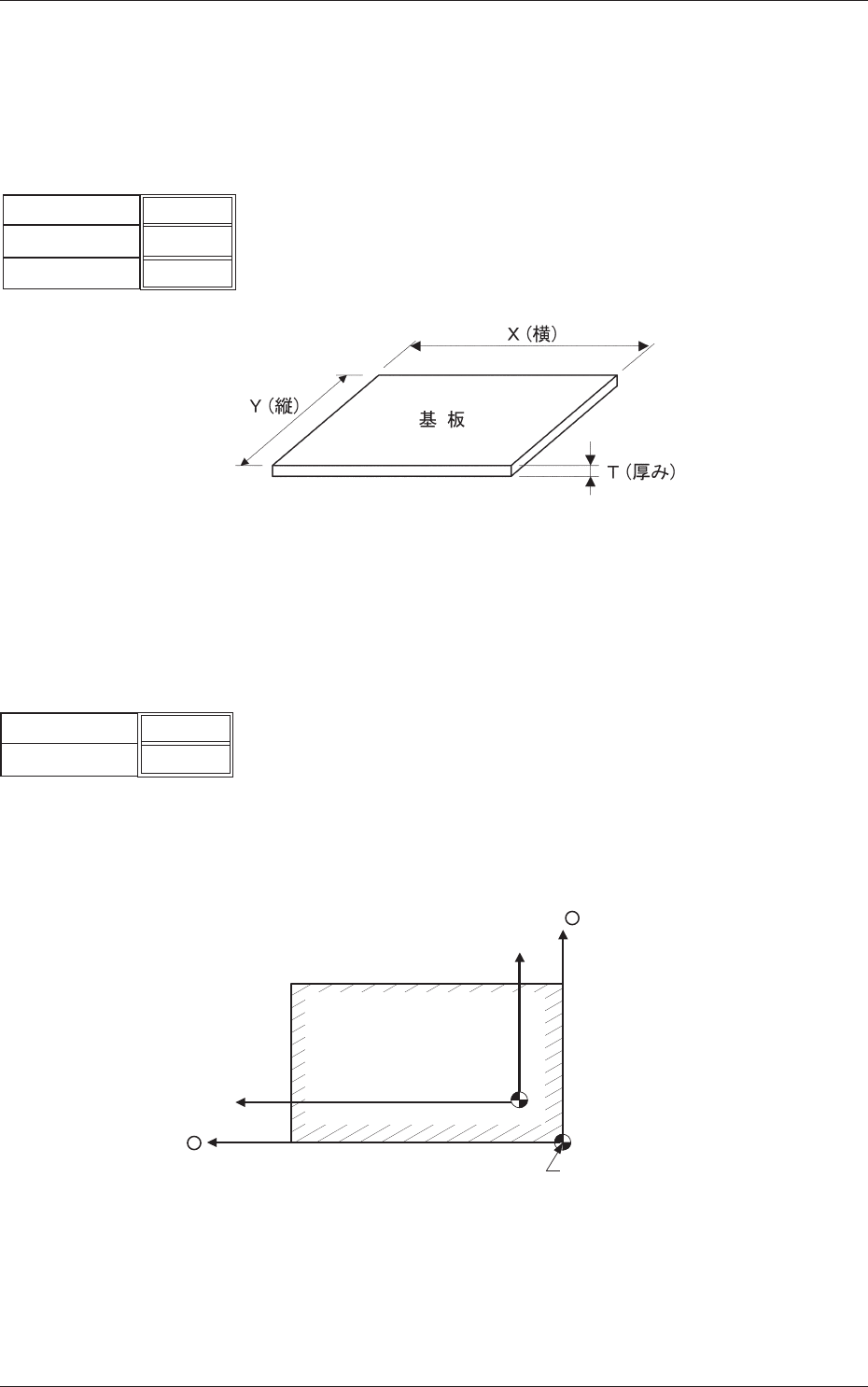
(1) 基板サイズ
X( 横 )、Y( 縦 )、T( 厚み )
生産する基板の外形寸法を設定します。
単位:mm
Fig.3B2
データの設定範囲
X:35 ~
335 Y:35 ~ 255 T:0.3 ~ 5.0
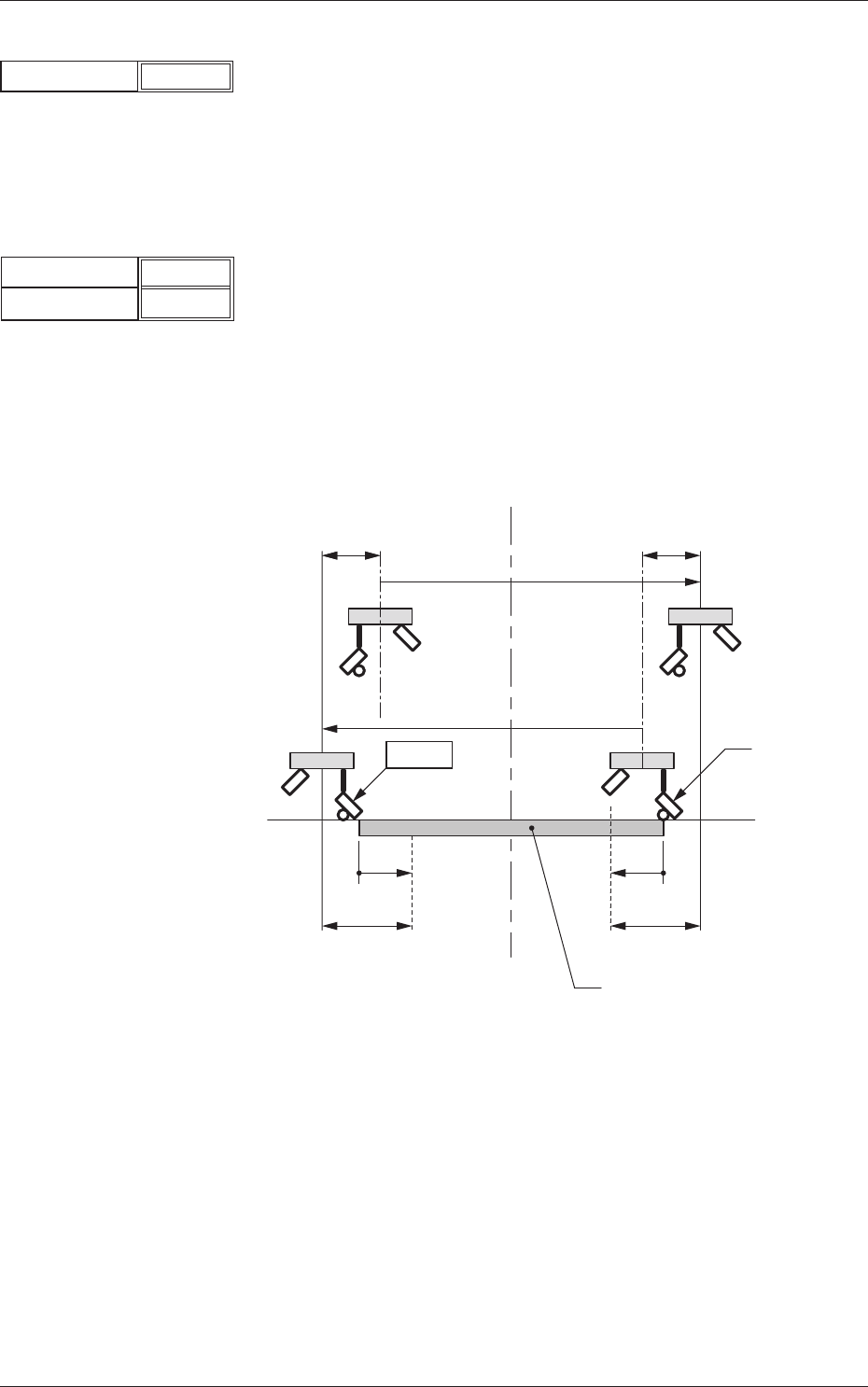
(2) 基板原点オフセット
X( 横 )、Y( 縦 )
パターンプログラムの印刷座標基準 ( N
0
) と基板原点(P
0
)との
差を補正するオフセット値を設定します。
単位:mm
補正方向は、X、Y 座標ともに “ プラス ” または “ マイナス ”
が設定できます。
P
0
(基板原点)
基板
N
O
(印刷座標基準)
X +
Y +
Fig.3B4 補正 “+”( プラス ) 方向の例
データの設定範囲
X:-99.999 ~ +99.999 Y:-99.999 ~ +99.999
X(横)
Y(縦)
160.00
80.00
T(厚み)
1.00
Fig.3B1
X(横)
Y(縦)
+
00.000
+
00.000
Fig.3B3
2-3
Tg1299-ID-PM
0704-002
1.2 オペレーションデータ
(3) 運転形態
生産する基板にソルダペーストを印刷するか、印刷しないかを
選択します。
印刷: 生産運転時にソルダペーストの印刷を行います。
通過: 生産運転時に基板の搬送のみ行います。
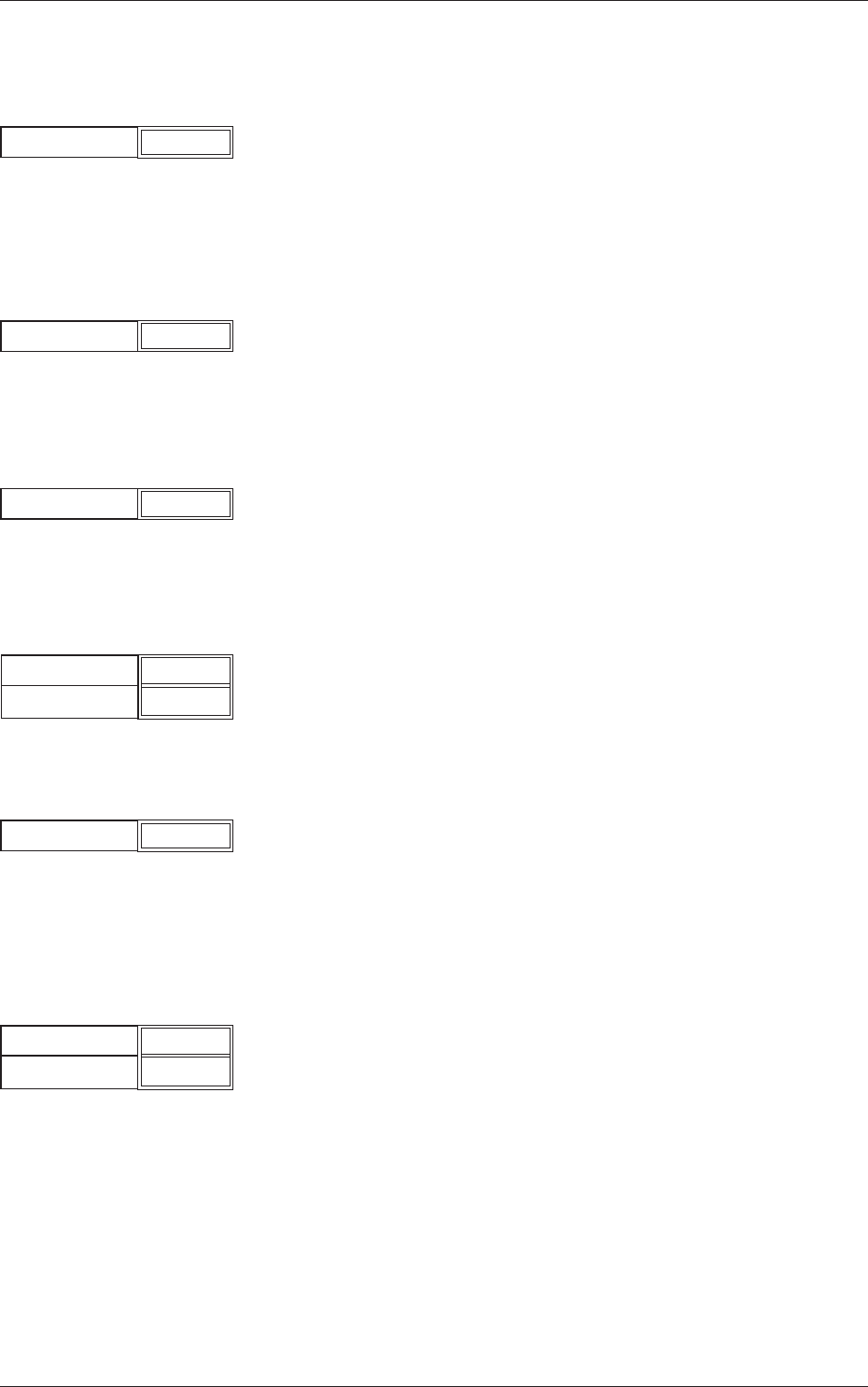
(4) 印刷範囲
印
刷範囲を、基板の Y 方向の端面に対するオフセットで設定し
ます。
単位:mm
原点
側と奥側の端面での N C 座標に対するオフセットを入力し、
初期値 (0) の場合、基板全面を印刷します。
実際の印刷範囲は以下に示すように各種オフセットを考慮した
ものになります。
スクリーン中心
基 板
X2
X2
L2
L1
(+) (-)
スキージ
So So
NC原点
L1、L2 :印刷範囲データ(NC 原点を基準)
X2 :印刷終了時に行き過ぎる量
So :印刷開始時に前回の終了位置から移動する量
(スキージオフセット)
Fig.3B7
データの設定範囲
原点側 :-20
~
+
250
奥側 :-250 ~
+
20
運転形態 印刷
Fig.3B5
原点側
奥 側
+
000
+
000
Fig.3B6
2-4
Tg1299-ID-PM
0704-002
1.2 オペレーションデータ
1.2.2 印刷データ
(1) 製版基準
スクリーン枠の基準の種類を選択します。
中心基準 :スクリーン枠の中心を基準にします。
手前基準 :スクリーン枠の手前側を基準にします。
奥基準 :スクリーン枠の奥側を基準にします。
(2) 往復印刷
往復印刷を行うか、行わないかを選択します。
使用する
: 往復印刷を行います。
使用しない : 往復印刷を行いません。
(3) 版枠選択
使用するスクリーンの版枠サイズを選択します。
単位:mm
650
×
550
550
×
550
600
×
550
550
×
650
(4) 印圧選択
スキージの前側および奥側の印圧を設定します。
単位:N
データの設定範囲:
9 ~ 147 N
(5)
スキージ選択
使用するスキージの種類を選択します。
使用
するスキージの種類は“段取替え”メニューで [ウィザード]
ボタンを押し、“ユーザー設定”サブメニューの“スキージ種類”
タブにて設定します。
単位:mm
(6) スキージ速度
スキージが前後に移動して印刷するときの速度を設定します。
単位:mm/sec
前進: スキージが“奥”から“手前”に進行するときのスピード
後進: スキージが“手前”から“奥”に進行するときのスピード
データの設定範囲:5 ~
200
スキージ選択
350
( ゴム )
Fig.3B12
前側
奥側
040
040
Fig.3B11
版枠選択
650
×
550
Fig.3B10
往復印刷
使用しない
Fig.3B9
Fig.3B8
製版基準
中心基準
005
005
前進
後進
Fig.3B13