JUKI JX-300LED.pdf - 第164页
第 1 部 基本篇 第 2 章 生产 2-72 2-10-6-2 SOT 方向检查(选购项) 1) 概要 使用OCC进行三端子SOT的方向检查。 2) 检查功能 有单独检查和连续检查。 3) 各种动作 ① 吸取使用的贴片头 吸取贴片头为自动选择。为减少吸嘴的更换次数,优先使用已经安装好吸嘴的贴片头。 因吸嘴的安装情况不同,检查的贴片头可能每次不同。 ② 对象元件尺寸 作为贴片对象的SOT的元件尺寸为“1608~□4.0mm”。 电极尺寸…
第 1 部 基本篇 第 2 章 生产
2-71
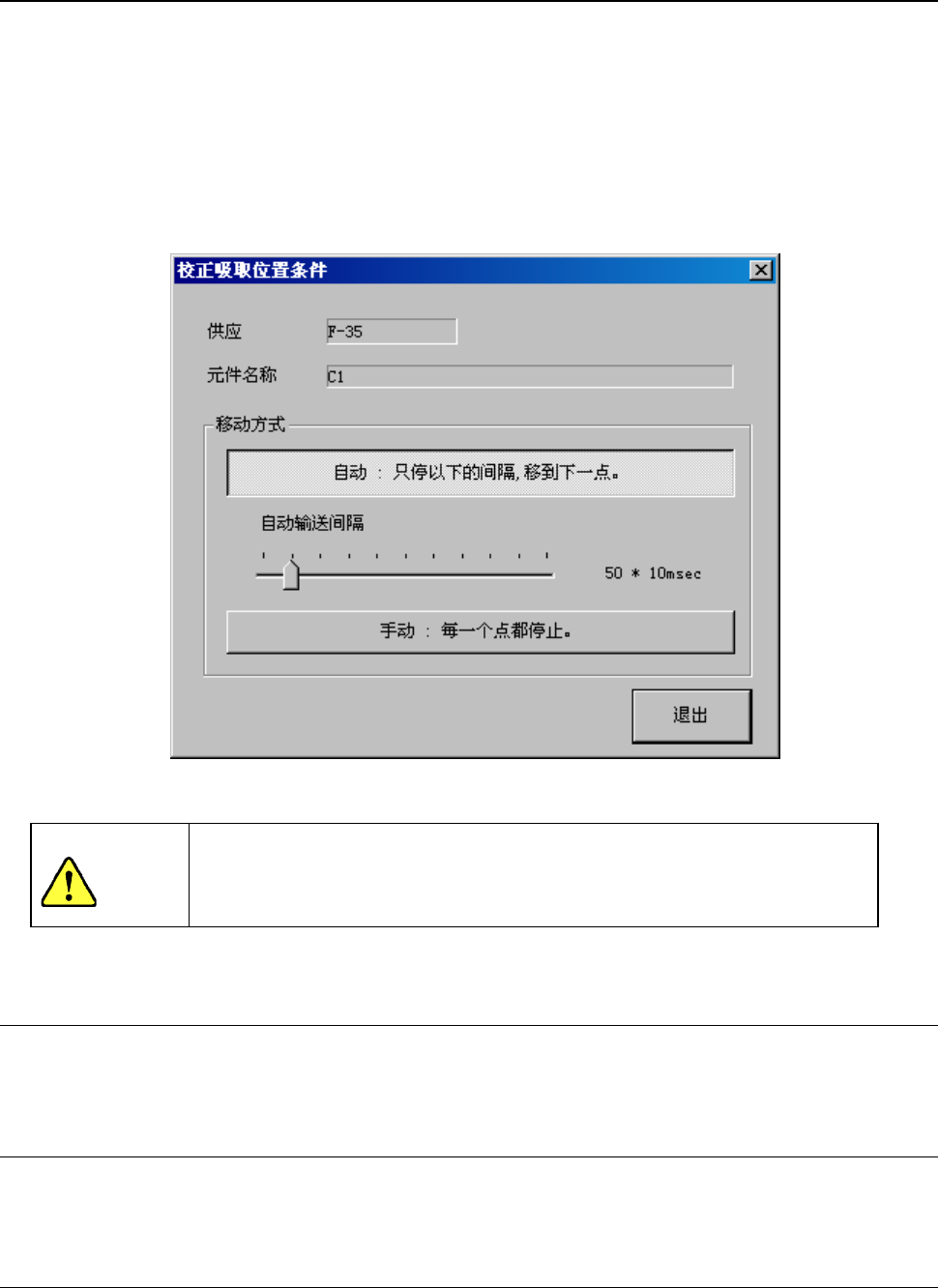
2-10-5-4 吸取位置校正
在显示重试列表时如果选择吸取跟踪按钮,则显示图2-10-5-4-1。
按下操作面板的开始按钮,则开始吸取跟踪。
关于吸取位置跟踪的详细情况,请参见“第4章 4-5-4-4-4坐标系:吸取位置”。
可对重试列表中显示的所有的“供应装置”或“元件”的吸取数据,进行吸取跟踪,校正其吸取
位置。
进行了吸取位置校正的元件将自动补充。
图2-10-5-4-1 吸取位置校正条件设定对话框
若尚未进行过送料器台架识别(在返回原点后立即),在吸取位置移动前,会
自动进行送料器台架识别。在进行送料器识别时,由于贴片头会横越供应装
置的上方,因此请勿将手、脸靠近或伸入装置中。
2-10-5-5 重试列表的帮助
双击重试列表中(未贴片列表、供应装置信息)该元件所在的行,则显示与该行错误对应的帮助文
件。
2-10-6 检查
能够进行SOT(单独/连续)检查和激光高度检查。
将实际元件安装到贴片头上后,对各个硬件进行各项检查。
2-10-6-1 验证检查
不能选择。
注意
第 1 部 基本篇 第 2 章 生产
2-72
2-10-6-2 SOT方向检查(选购项)
1) 概要
使用OCC进行三端子SOT的方向检查。
2) 检查功能
有单独检查和连续检查。
3) 各种动作
① 吸取使用的贴片头
吸取贴片头为自动选择。为减少吸嘴的更换次数,优先使用已经安装好吸嘴的贴片头。
因吸嘴的安装情况不同,检查的贴片头可能每次不同。
② 对象元件尺寸
作为贴片对象的SOT的元件尺寸为“1608~□4.0mm”。
电极尺寸为长0.2mm~1.0mm,宽为0.1~1.0mm。
③ 检查后的元件归还
检查后的元件将被放回原来的位置或被废弃。
如下(表2-10-6-2-1)所示,处理方法因包装而异。废弃场所应根据元件数据中的“元件废弃”
设定进行废弃。
在连续检测开始前,显示是全部废弃、还是每次显示确认的选择画面。
表2-10-6-2-1 元件归还/废弃条件
包装方式 归还 废弃
带料 ○ ○ *1
散装 ○ ○ *1
托架 ○ ○ *1
MTS ○ ○ *1
管式 ○
*1 当废弃方法为“元件保护”时,进行废弃。
④ 吸取用供应装置的选择
当同一元件有多个供应装置(吸取数据)时,默认为从最初输入的数据中吸取元件。
仅单独检查可根据需要更改供应装置。
⑤ 改变吸取坐标
无法顺利吸取时,可用手动输入、按示教按钮、或使用HOD装置进行坐标示教,改变吸取坐标。
⑥ 检查
将吸取的元件以贴装姿势0°的状态、贴装在SOT方向检查台上,用左OCC判断其角度是否正确。
第 1 部 基本篇 第 2 章 生产
2-73
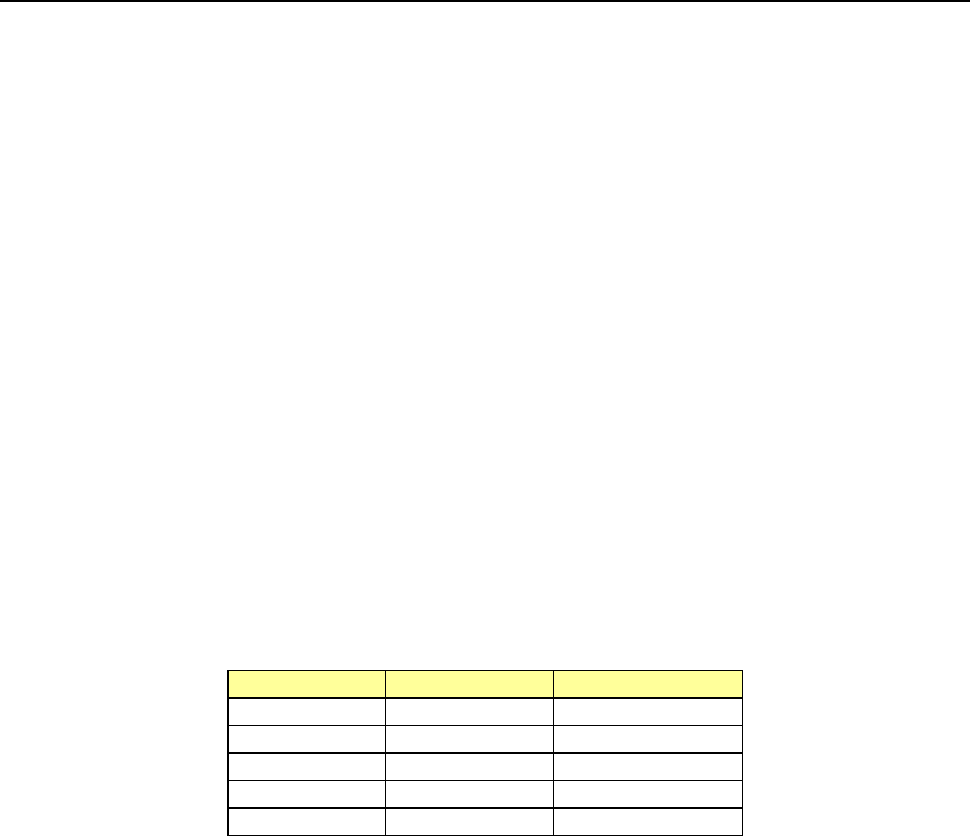
4) SOT 方向单独检查
从菜单栏中选择“工具”/“检查”/“SOT方向单独检查”时,会显示如下画面。选择要检查的
三端子SOT元件名。
图2-10-6-2-1 SOT 单独检查元件选择画面
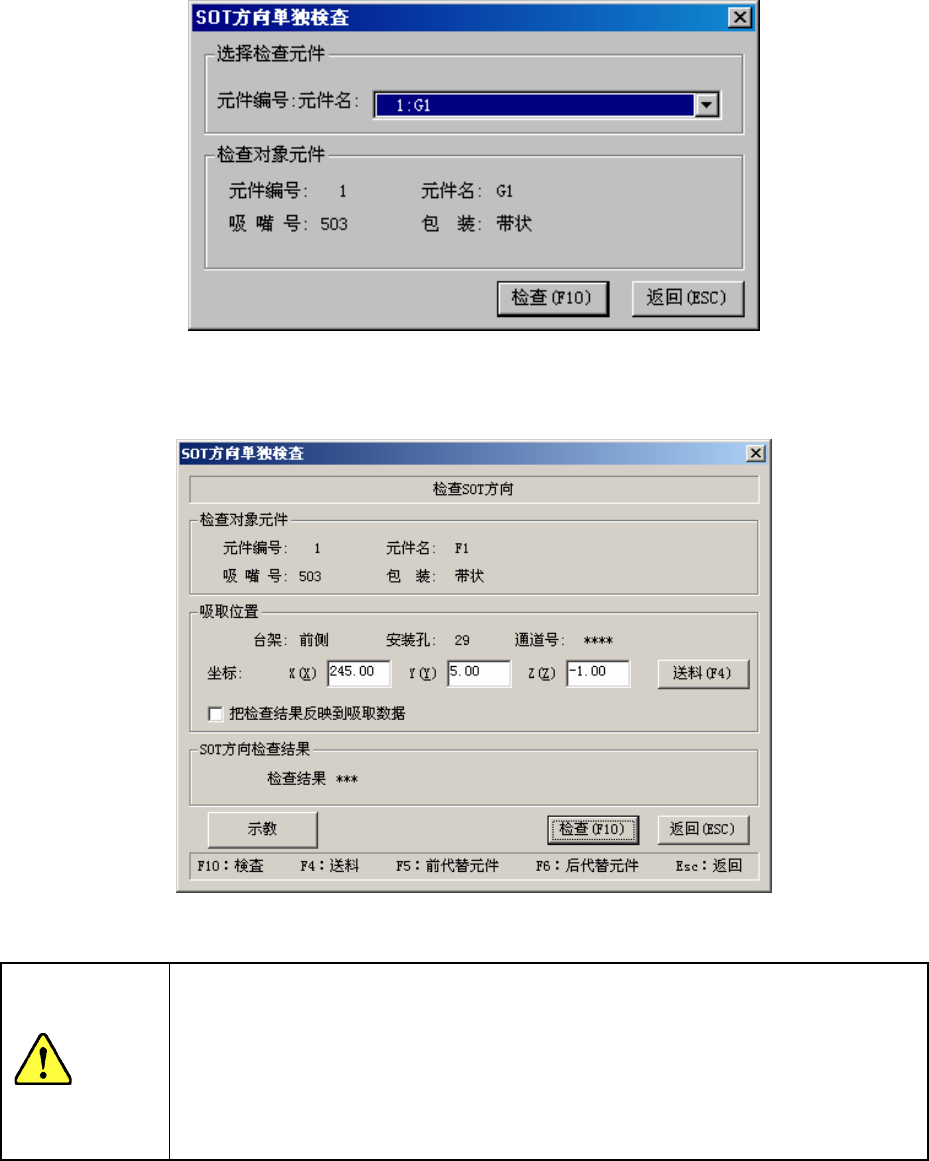
单击“单独检查”显示如下画面。
图2-10-6-2-2 SOT 方向单独检查
单击“单独检查”后,贴片头会立即移动,开始生产。
为避免人身伤害,在运行过程中切勿将手放入装置内部,也不要将脸和头靠近装
置。
单击“单独检查”前,请务必确认无人在进行装置内部的作业。
单击“单独检查”前,请确认装置附近没有会受到人身伤害的人。
单击“单独检查”前,请确认装置内部没有安装、安放会妨碍装置运行的物体(调
整工具等)。
注意