JUKI JX-300LED.pdf - 第343页
第 1 部 基本篇 第 4 章 制作生产程序 4-70 4-3-6 吸取数据 可指定供给各元件的位置和吸取位置。 安装在供料器台架上的元件供给装置, 有带式供料器、 管式供料器、 散件供料器、 托盘支架(托 盘工作站),以及作为其他元件的供给装置的MTC和MTS。 在1个供料器台架上,用 于供料器设置的孔有79 个,供料器前端的销所 插入的孔的编号即为该 供 料器的配置编号。 ※ 吸取位置会根据优化自动配置,但在下列情况时,请用手动进行…
第 1 部 基本篇 第 4 章 制作生产程序
4-69
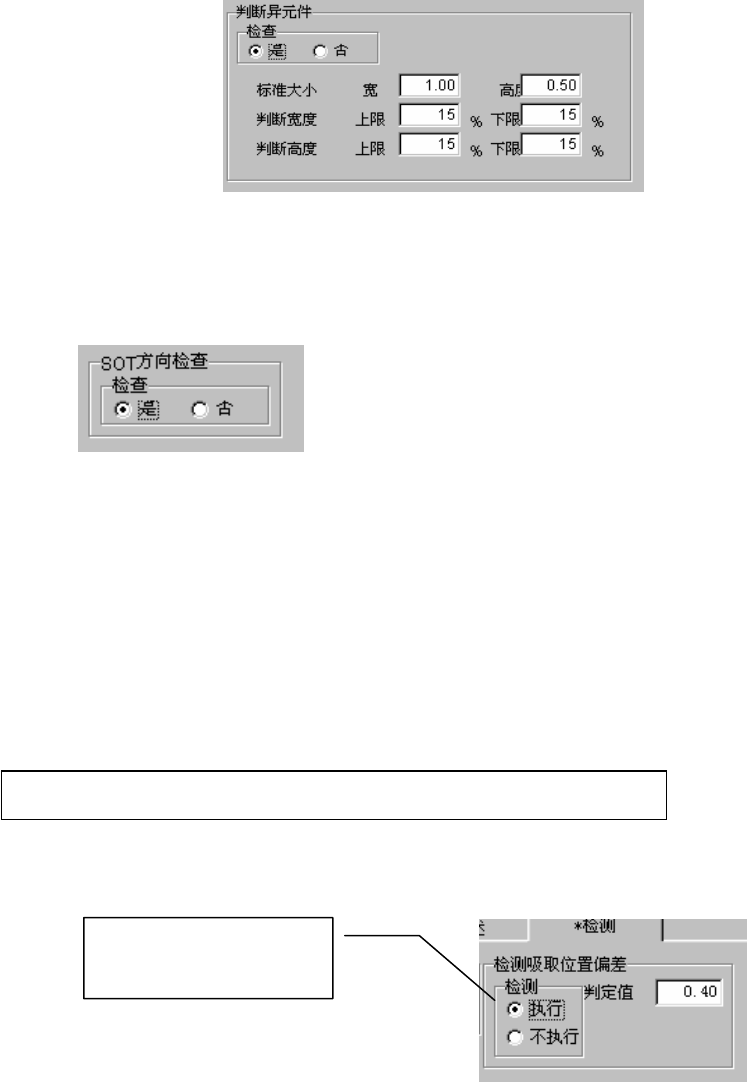
4) 判断异元件
设置是否进行异类元件判断、判定时的基准尺寸、判断级别。
进行异类元件判断时,将检查定中心时的元件的纵横尺寸。与设置值不一致时,即判断为异类元
件错误。
主要用于检查不同尺寸元件的挂接错误等。
检查与生产时的定中心同时进行。
判断对象的元件为激光定中心元件。
5) SOT 方向检查(选项)
指定是否进行3向引脚SOT的方向检查。可对生产前与元件用完后的最初元件的SOT方向进行检查。
主要用于检查元件的挂接错误。
6) 检测吸取位置偏差
使用此项功能,可以吸嘴中心为准,检测元件中心的偏差是否超过判定值。
需要使用该项功能来检测元件的吸取位置偏移时,请选择[执行],并输入判定值。
判定值的输入范围为:0~元件外形的纵向尺寸。(元件供应角度为90°、270°时,元件的外形
尺寸为横向。)
[执行]检查时,默认判定值为:
设定值,在编辑程序的环境设置中进行设置。默认值为 50%。
元件外形纵向尺寸(或外形横向尺寸)÷2×(设定值/100)
选择[执行]后,判定值
会自动设置默认值。
第 1 部 基本篇 第 4 章 制作生产程序
4-70
4-3-6 吸取数据
可指定供给各元件的位置和吸取位置。
安装在供料器台架上的元件供给装置,有带式供料器、管式供料器、散件供料器、托盘支架(托
盘工作站),以及作为其他元件的供给装置的MTC和MTS。
在1个供料器台架上,用于供料器设置的孔有79个,供料器前端的销所插入的孔的编号即为该供
料器的配置编号。
※ 吸取位置会根据优化自动配置,但在下列情况时,请用手动进行配置。
●固定供料器的配置时
●进行优化后,变更供料器的配置时
当读入其他机型的生产程序文件时,有的机型基准坐标不相同,有时需要重新
计算吸取数据中的吸取坐标。
因此,如果读入其他机种的生产程序时,务必再确认吸取坐标。
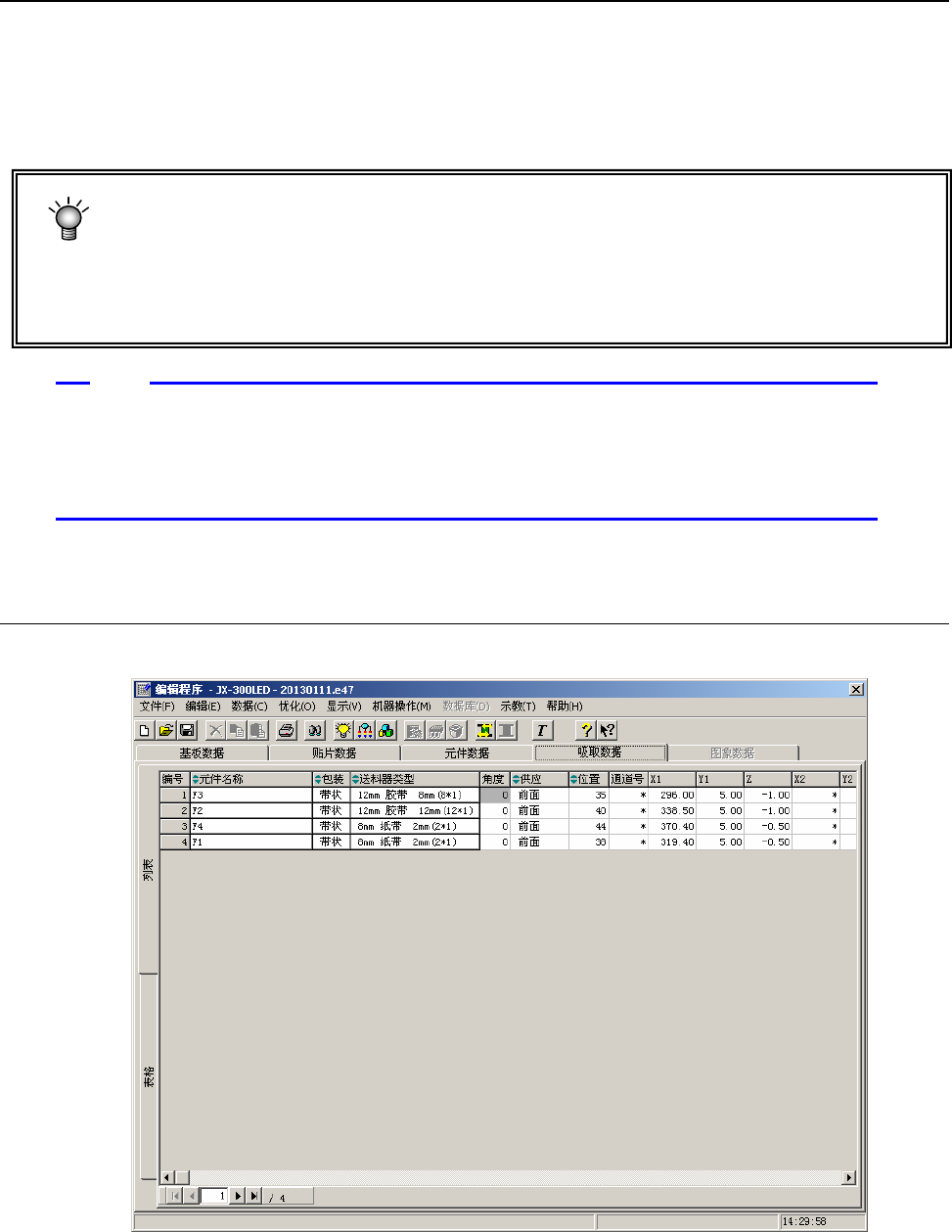
4-3-6-1 吸取数据画面的显示
显示吸取数据,先打开列表画面。
图 4-3-6-1-1 吸取数据 列表画面
注意:
第 1 部 基本篇 第 4 章 制作生产程序
4-71
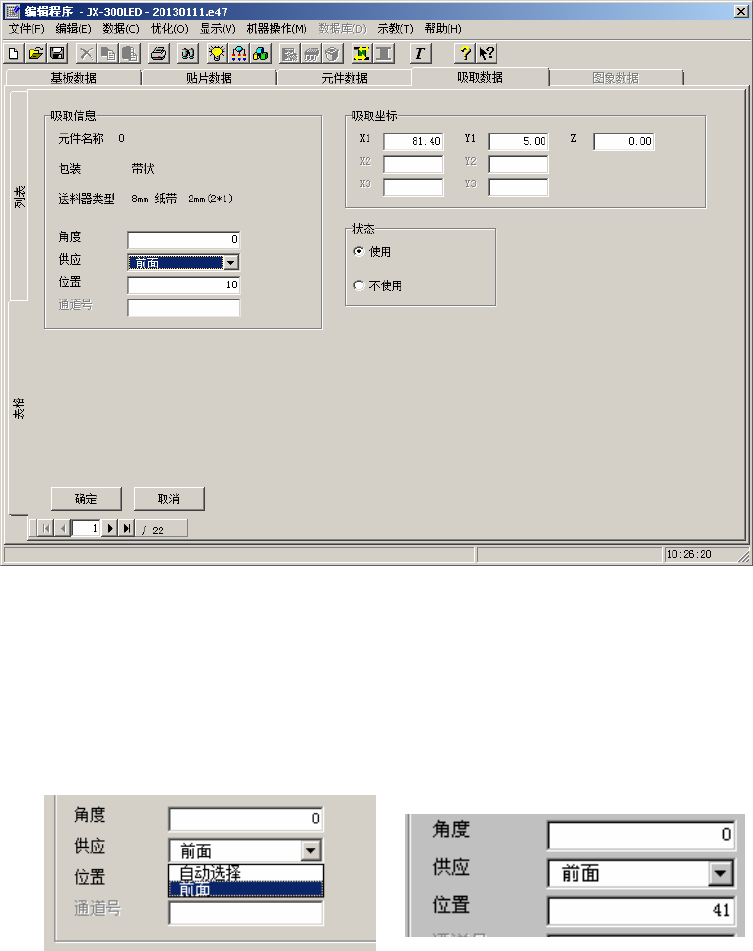
双击元件名或点击画面左侧的“表格”选项卡,打开以下的表格画面。
元件名、包装方式、供应装置分别显示贴片数据及元件数据中所输入的数值。
可在表格画面中编辑“角度”、“供应”、“位置(编号)”、“通道号”、“吸取坐标”、
“状态”7个项目。
图 4-3-6-1-2 吸取数据 表格画面
例) 配置在前面 41 号示例。
1)表格画面中的操作
①在表格画面上,从“供应”下拉式列表中选择“前面”。
②输入供料器“位置”41。
图 4-3-6-1-3 图 4-3-6-1-4