JUKI JX-300LED.pdf - 第698页
第 2 部 功能详解篇 第 12 章 程序补充 12-33 1. 坐标检查可做为“警告”处理,强制开始生产。 但此时,在生产运行过程中可能会出现轴驱动的运行错误。 2. 坐标范围检查的“警告” ,是为优化的生产程序被用于按输入顺序进行贴片时显示。 编辑生产程序时和优化时也都会进行同样的检 查,因此,用未被优化的数据进行生产、或进行优 化生产时,不列为检查对象。 3. 实际的吸取坐标与自动计算的吸取坐标相差很大时,说明使用了非标 准的送料…
第 2 部 功能详解篇 第 12 章 程序补充
12-32
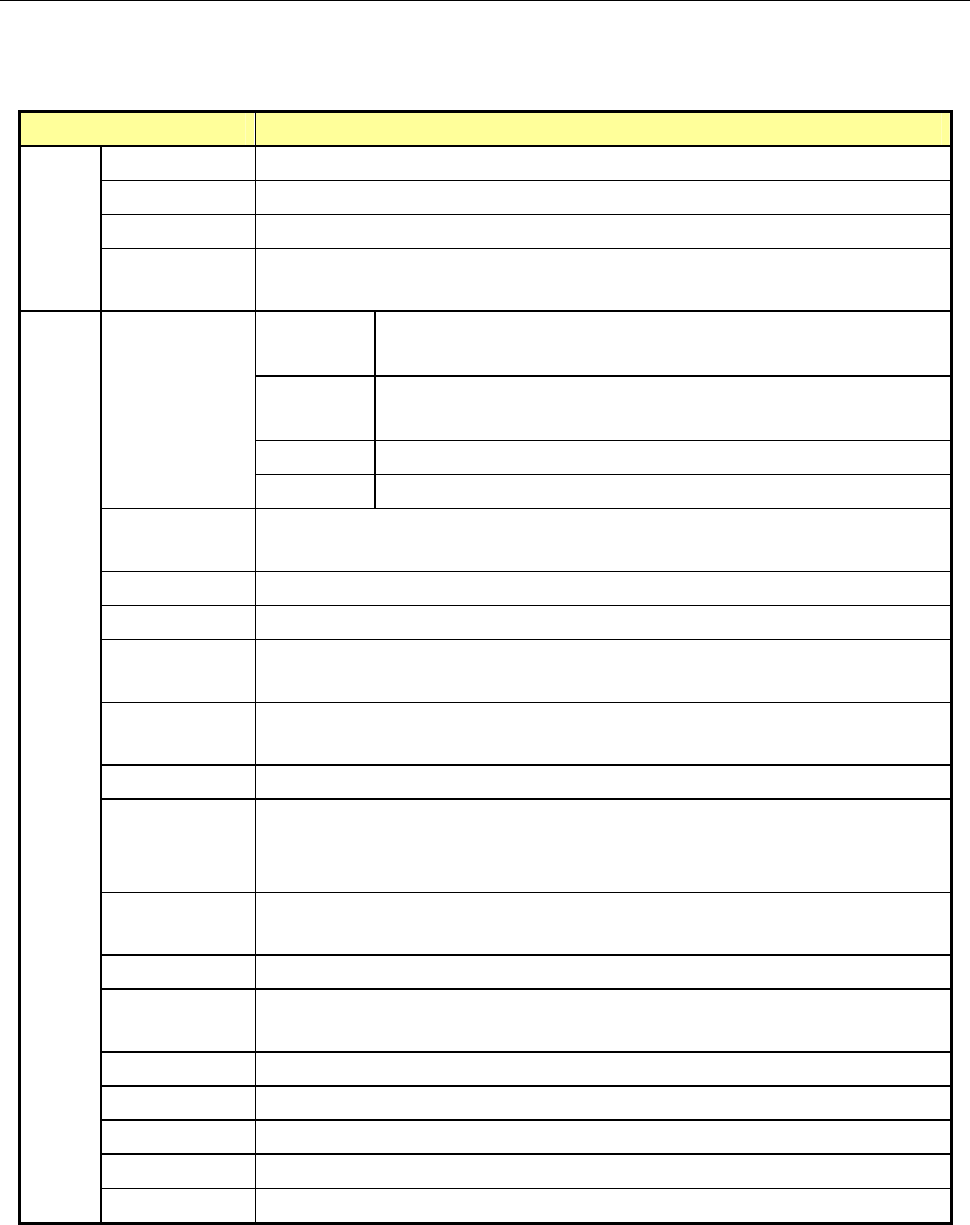
12-8 开始生产时的检查
生产开始时,按下<STRAT>开关后会进行下列检查,判断是否可以开始生产。无法开始生产时,
判断为错误。
检查项目 检查内容
定原点 是否进行了返回原点。如果没有进行返回原点,则不能正常动作。
伺服机构 伺服机构是否为ON。如果伺服器为 OFF,则无法正常动作。
供气 确认供气是否减少。如果供气减少,则无法正常动作。
硬件
送料器悬浮 是否已正确安装送料器。如果在送料器悬浮的状态下动作,则有可能撞到
贴片头。
基板数据 基板数据的完成检查
BOC 标记的识别示教结束检查
贴片数据 各贴片数据的完成检查(除去跳过的部分)
区域基准标记的识别示教结束检查
元件数据 参考贴片数据的元件数据的完成检查。
完成
吸取数据 参考贴片数据的吸取数据的完成检查。
MS 参数统一 在机器的设定和生产程序的基板数据中是否有基板基准面、基板传送方向、
基板定位方式。如果没有,则无法正常进行贴片。
贴片坐标 按输入顺序进行贴片时,以软件限位来检查贴片头是否在可移动范围内。
吸取坐标 按输入顺序进行贴片时,以软件限位来检查贴片头是否在可移动范围内。
与自动计算之
间的偏差
相对于自动计算结果,检查吸取坐标是否被变更到规定值以上。
电路配置( 角
度)的统一性
当 BOC 标记的种类为圆、线圆、或 2 值以外时,检查非矩阵基板的电路
旋转是否为 90°单位。
元件废弃 检查元件废弃的指定(元件数据)。
吸嘴数量 检查是否已备齐生产所需的吸嘴数。
当要执行优化顺序生产,而实际安装的吸嘴数与优化时不同时,由于已不
是最佳状态,因此需要检查该项。
贴片头 检查贴片头的使用/未使用状态。用不使用的贴片头进行贴片、或所有贴片
头都为不使用时,不能进行正确的贴片。
OCC 如果左 OCC 摄像机为不使用,则无法进行标记识别和送料台架识别。
坏板标记传感
器
在不使用坏板标记传感器的设定下,检查是否执行坏板标记的检测。
外形基准 在不使用外形基准的设定下,检查是否在基板数据中选择了外形基准。
芯片直立 在不执行芯片直立检测的设定下,检查是否执行芯片直立的检测。
模板匹配 在不执行模板匹配的设定下,检查使用用户定义模板的标记是否存在。
异类元件检测 在不执行异类元件检测的设定下,检查执行异类元件检测的元件是否存在。
生产
程序
供给装置 检查是否存在供给装置都设为“不使用”的元件。
第 2 部 功能详解篇 第 12 章 程序补充
12-33
1. 坐标检查可做为“警告”处理,强制开始生产。
但此时,在生产运行过程中可能会出现轴驱动的运行错误。
2. 坐标范围检查的“警告”,是为优化的生产程序被用于按输入顺序进行贴片时显示。
编辑生产程序时和优化时也都会进行同样的检查,因此,用未被优化的数据进行生产、或进行优
化生产时,不列为检查对象。
3. 实际的吸取坐标与自动计算的吸取坐标相差很大时,说明使用了非标准的送料器、或错误地指定
了吸取数据的安装孔,此时可能无法正确进行吸取。为了防止该类错误,会对与吸取坐标自动计
算结果的偏差进行检查,但在使用非标准送料器(特别是管式送料器)时,即使出现警告,也可
将其忽略而开始生产。
4. 硬件检查中错误时,将分别显示信息。
(1) 显示出错(警告)信息
如果生产程序的检查结果发生错误(警告),将以一览表来显示错误(警告)内容(最多100条)。
“检测到未完成生产程序(基板数据、贴片数据等)的错误时”或检测到“出错(警告)的次数在
100条以上时”,将直接中断错误检查,显示已检测到的错误(警告)信息。
(2) 信息显示后的处理
如果检测到错误,则无法开始生产。
即使只检测到警告,但当检测到的次数在100条以上时,则无法开始生产。不满100条时,可按下
重新开始开关来开始生产。
信息的显示形式如下所示。
数据名称、数据编号、错误(警告)记号(机种名)、错误信息
(例).未安装元件、006、E、“2080”、指定的吸嘴(506)。
错误(警告)记号有“#1·E·W”三种。
错误 : #1·E
警告 : W
注意
第 2 部 功能详解篇 第 12 章 程序补充
12-34
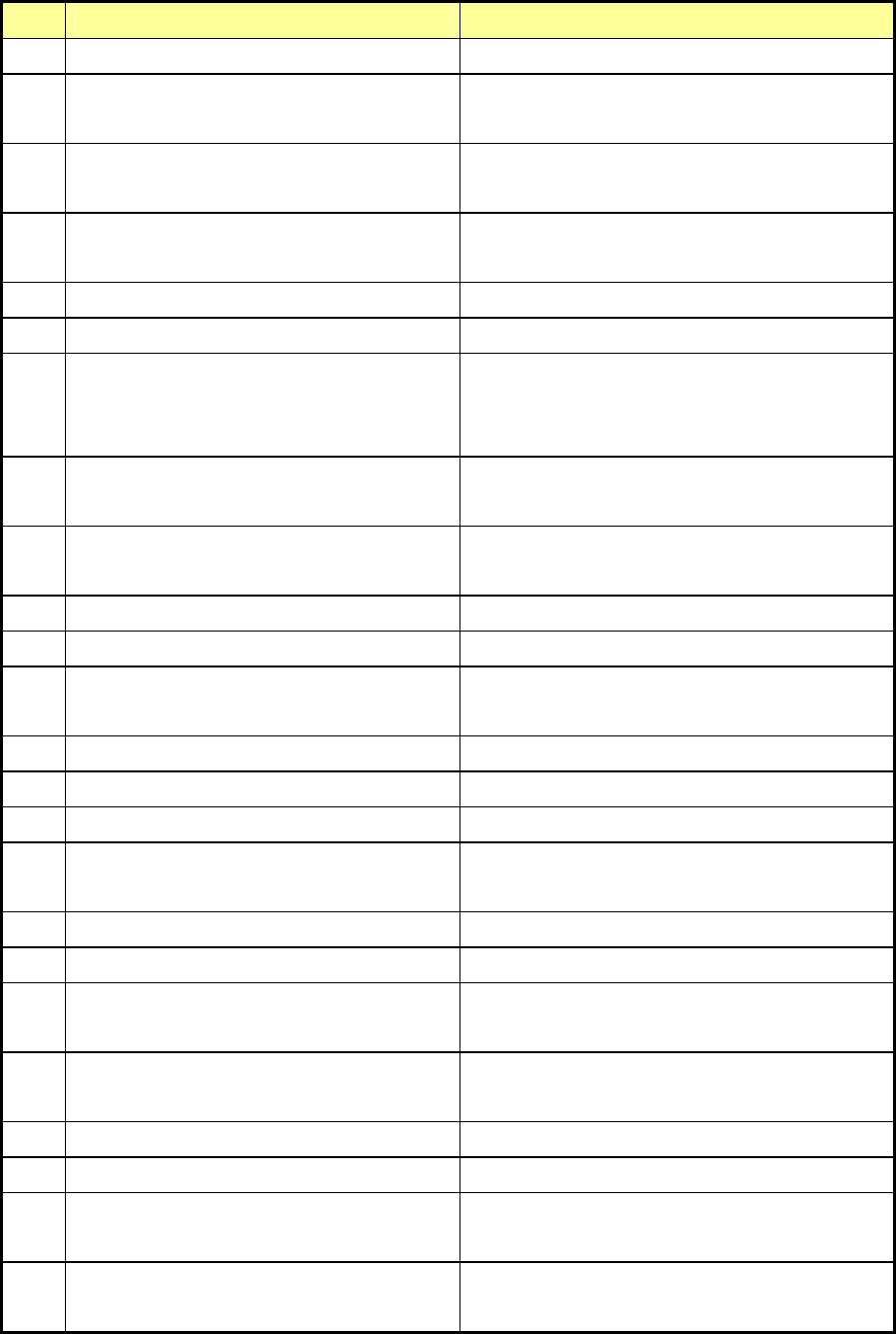
(3) 信息与内容
检测到错误(警告)时显示如下信息。
信息 内容
错误 设备(单元)/所有 Head 不使用 在机器设置中设置所有贴片头都不使用。
↓ 设备(单元)/不能识别送料器台架标记(没
有选择 OCC2)
在机器设置中识别送料器台架标记为有效。
(在机器设置中把 OCC(2)设置为不使用)。
↓ 设备(单元)/不能识别坏板标记(没有选
择[单元])
基板数据中选择了检查坏板标记。(在机器设
置中把坏板标记传感器设置为不使用)
↓ 设备(单元)/连接的 MTS 是不支持的机
器。
被连接的 MTS 不是支持对象。
↓ 基板/数据不完整 未完成基板数据。
↓ 基板/BOC 标记识别示教没有结束 未完成 BOC 标记识别示教。
↓ 基板/使用用户定义模板(在机器设置上没
有选择)
在 BOC 标记(3 点中或 2 点中 1 点)中使用用户
定义模板(机器设置中设置为不使用模板匹
配)。
↓ 基板/使用不能识别的标记类型
(电路旋转单位不是 90 度)
所使用的 BOC 标记种类,只有在电路配置以
90 度为单位时才能识别。
↓ 基板/传送方向相反 传送方向的设置,使用的是反向环境下编辑的
生产程序。
↓ 基板/BOC 标记在一条直线上 3个 BOC 标记排成直线。
↓ 基板/BOC 标记坐标重叠 BOC 标记的坐标重叠。
↓ 基板/使用中的 OCC 是不能移到基板代码
位置。
基板数据追溯选择的 OCC,不能移动到基板
代码位置。
↓ 贴片/No.*1数据不完整 未完成贴片数据。
↓ 贴片/No.*1未输入标记坐标 未输入区域基准标记坐标。
↓ 贴片/No.*1标记识别示教没有结束 未完成识别区域基准标记示教
↓ 贴片/No.*1使用用户定义模板(在机器设
置中未使用)
区域基准标记上使用了用户定义模板。
(机器设置为不使用模板匹配)
↓ 贴片/No.*1存在 Head 到不了的贴片点 存在贴片头无法移动的贴片点。
↓ 贴片/没有贴片数据 没有要贴片的数据。
↓ 贴片/正在使用的 Head 是设置中没选择
的 Head
存在机器设置中设置为不使用的贴片头的贴
片数据。
↓ 贴片/ No.*1不能识别的标记类型。
(电路旋转单位不是 90 度)
使用的区域基准标记种类只在电路以 90 度为
单位配置时才能识别。
↓ 贴片/ No.*1基准领域标记坐标重叠 区域基准标记的坐标重叠。
↓ 吸取/ No.*3数据不完整 未完成贴片数据。
↓ 吸取/ No.*3托盘元件的吸取坐标顺序有
错。
托盘的吸取数据 X1Y1、X2Y2、X3Y3 顺序有
错。
↓ 吸取/ No.*1该处有供给装置,Head 不能
移动。
存在贴片头无法移动的供给装置。