00197295-01_UM_D4i_SR605_EN.pdf - 第234页
6 Station extensions User manual SIPLACE D4i 6.8 Component sensor for the C&P12 head From software version SR.605.03 SP2 10/2012 EN edition 234 6.8 Component sensor for the C&P12 head Item no. 001 18021-xx Compon…
User manual SIPLACE D4i 6 Station extensions
From software version SR.605.03 SP2 10/2012 EN edition 6.7 Magnetic pin support
233
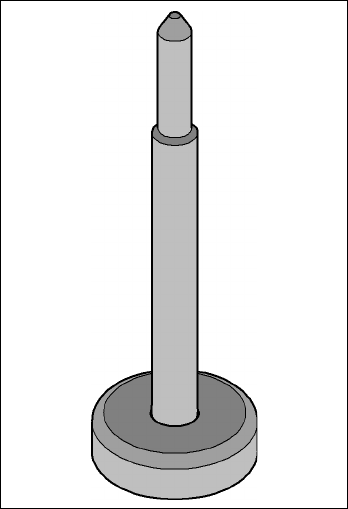
6.7 Magnetic pin support
Item no. 00119680-xx PCB support pin, D4i/D2i/D1i
Wide boards tend to deflect during placement such that, under certain circumstances, the compo-
nents can no longer be placed with the desired accuracy. Highly curved PCBs also affect the
placement accuracy. This problem can be easily rectified by fitting magnetic pin supports on the
lifting table.
6
Fig. 6.7 - 1 Magnetic pin support
6 Station extensions User manual SIPLACE D4i
6.8 Component sensor for the C&P12 head From software version SR.605.03 SP2 10/2012 EN edition
234
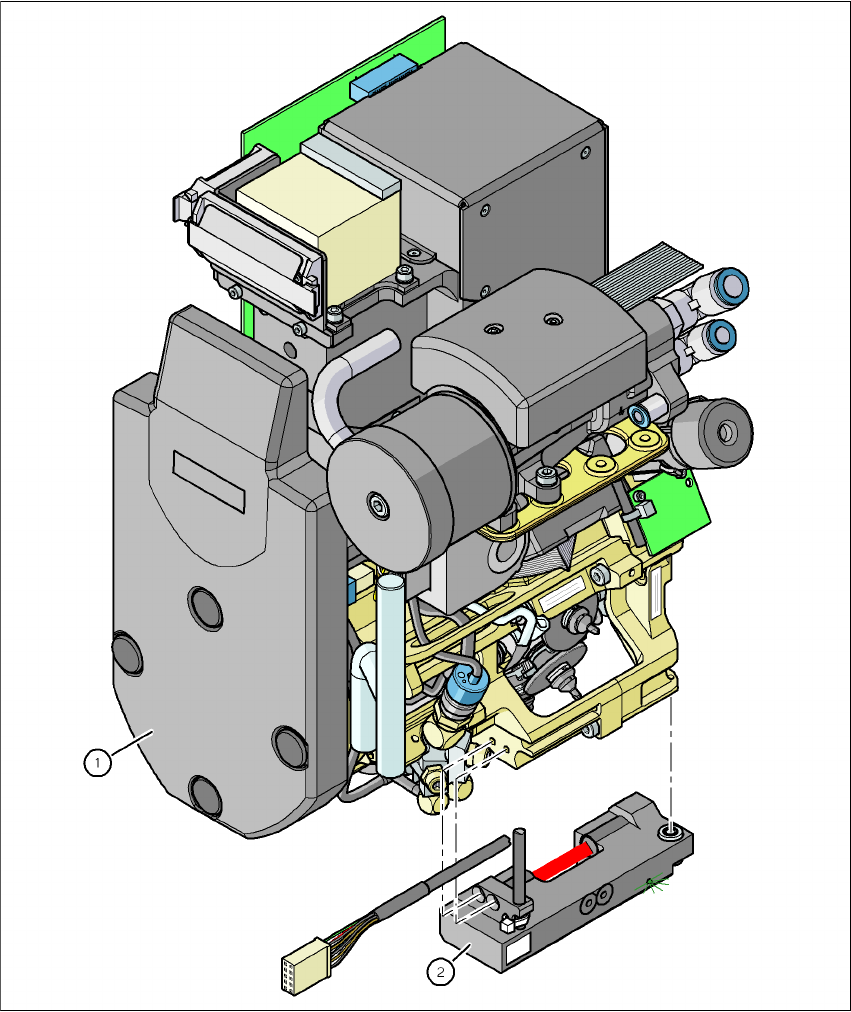
6.8 Component sensor for the C&P12 head
Item no. 00118021-xx Component sensor for the 12-nozzle C&P head
6
Fig. 6.8 - 1 12-nozzle Collect&Place head with component sensor
(1) 12-nozzle Collect&Place head
(2) Component sensor
User manual SIPLACE D4i 6 Station extensions
From software version SR.605.03 SP2 10/2012 EN edition 6.8 Component sensor for the C&P12 head
235
6.8.1 Description
The component sensor is fixed to the bottom of the housing of the 12-nozzle Collect&Place head
(see Fig. 6.8 - 1
, page 234). It scans the outline of a component and checks whether there is a
component at the nozzle. It also determines the height of the component. This data can be used
to determine whether the component is in the normal position or on edge at the nozzle. Compo-
nent heights from 0.1 to 4 mm can be checked. For larger components, only the presence of the
component at the nozzle is checked.
The component sensor is configured in the package form editor on the SIPLACE Pro computer.
Every nozzle, including the special nozzles, can be scanned by the component sensor.
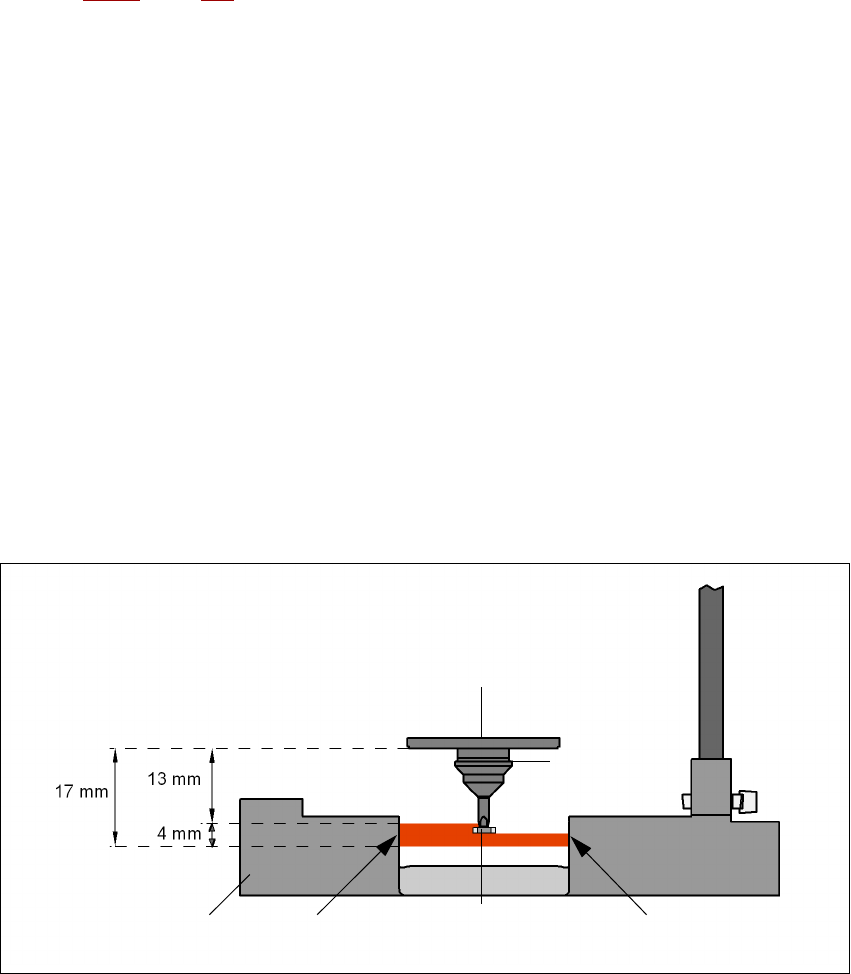
6.8.2 Measuring conditions
The two following conditions must be fulfilled in order to obtain a valid measurement:
– The light beam must touch the empty nozzle tip during the calibration process.
– The nozzle tip must be inside the light beam when it is holding a component.
– Minimum nozzle length 13 mm
– Nozzle length + component height + tolerance < 17 mm
If these conditions are fulfilled, it is possible to determine whether a component is present or ab-
sent, or to measure the component height. The minimum difference in height is 100 µm.
6
Fig. 6.8 - 2 Component sensor, working principle
Incremental disk
Component
Nozzle
IR LED PhototransistorCross-section through
component sensor