00192899-01.pdf - 第10页
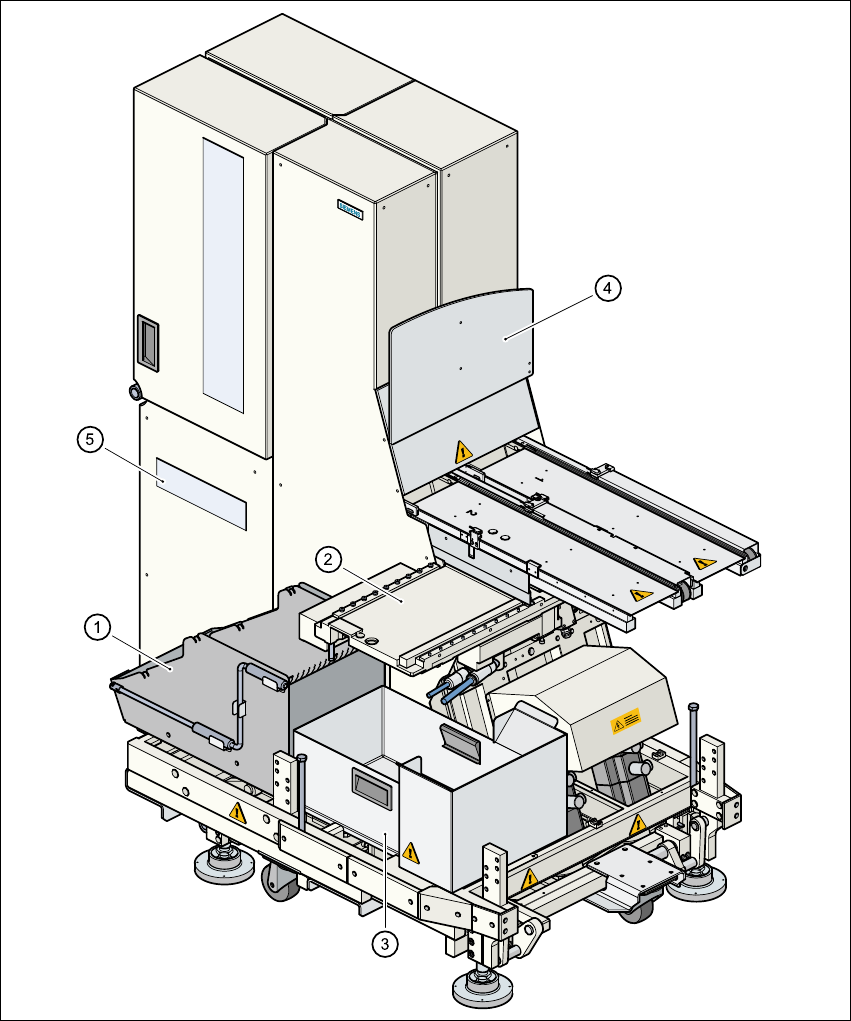
1 はじめに ユーザマニュアル トレイチ ェンジャ 1 .6 機械の 説明 200 1年1月 発 行 12 図1 .6 - 2 トレイチェ ンジャ、前部 1 テープ コンテナ 2 9ロケ ーションのある内蔵 部品フィーダテーブ ル 3 使用済 みテープコンテナ 4 SIPLACE 機の内部ガ ード 5 ステー タス、警告、異常用 表示パネル
ユーザマニュアル トレイチェンジャ 1 はじめに
2001年1月発行 1.6 機械の説明
11
1.6.2
1.6.21.6.2
1.6.2 表示とコントロール要素
表示とコントロール要素表示とコントロール要素
表示とコントロール要素
メインスイッチ
メインスイッチメインスイッチ
メインスイッチ
メインスイッチは、電源をオンオフするのに使用します。 1
11
1
非常停止ボタン
非常停止ボタン非常停止ボタン
非常停止ボタン
非常停止ボタンを押すと、ガントリ軸へのモータ電圧が切られます。ガントリ軸には電力は供
給されず、そのため危険性がなくなります。
トレイチェンジャの昇降軸とガイドレール軸の両方は無効になります。 1
11
1
注記
装着は割り込みされますが、システムが再度正しく稼動すると継続するか取り消しすることが
できます。
サーボドライブの表示フィールド ( シーメンスマスタドライブ )
サーボドライブの表示フィールド ( シーメンスマスタドライブ )サーボドライブの表示フィールド ( シーメンスマスタドライブ )
サーボドライブの表示フィールド ( シーメンスマスタドライブ )
オンオフ用と警告異常用ステータス表示 (SIMOVERT MASTERDRIVES モーションコントロールマ
ニュアル参照)。 1
11
1
1.6.3
1.6.31.6.3
1.6.3 概要
概要概要
概要
フラットパック IC の使用は、フラットモジュールの製造においてますます重要な状況になって
きています。これらの部品は、現在ではほとんど独占的にトレイで供給されます。 1
11
1
しかし、トレイに必要な空間は部品密度を比較すると割合に大きいです。小さな部品密度は、
トレイの頻繁な交換も必要とし、もし手動でトレイを交換すると装着シーケンスを中断しなけ
ればならないことになります。 1
11
1
トレイはストックし自動的に交換されますのでトレイチェンジャを使用するとこの不必要な時
間のロスをなくすことができます。プログラマブル、ランダムアクセスの最大 2 x 40 トレイも
利用できる部品の範囲を増大することができます。 1
11
1
注記
トレイチェンジャは、機械の右側のロケーション1と機械の左側のロケーション3、あるいは
そのどちらかに結合することができます。それはロケーションの幅全体を占有するわけではあ
りません。トレイチェンジャに内蔵されている部品フィーダ ( 図
1.6 - 2 の項目2参照 ) は9
つのフィーダロケーションを持っています。
1 はじめに ユーザマニュアル トレイチェンジャ
1.6 機械の説明 2001年1月発行
12
図1.6 - 2 トレイチェンジャ、前部
1 テープコンテナ
2 9ロケーションのある内蔵部品フィーダテーブル
3 使用済みテープコンテナ
4 SIPLACE 機の内部ガード
5 ステータス、警告、異常用表示パネル
ユーザマニュアル トレイチェンジャ 1 はじめに
2001年1月発行 1.6 機械の説明
13
1.6.4
1.6.41.6.4
1.6.4 どのように稼動するか
どのように稼動するかどのように稼動するか
どのように稼動するか
昇降軸と ガイドレール軸からなる二つのタワーはお互いに独立して稼動します。各 昇降軸は
おのおの 10 トレイのある 4 つのカセットを使用します。 トレイキャリア (WTC) に配置してある
トレイはその間に小さな隙間をあけてこれらのカセットを上に交互に重ねます。 1
11
1
各昇降軸は、スピンドル機構によりサーボ駆動リニアスライドにより Z 軸方向に上下に移動し
ます。部品取外し位置へトレイが移動する距離を短くするために、昇降軸と関連する リニアス
ライドは、垂直軸から 20 度傾いています。 1
11
1
さらに二つのサーボ駆動軸-ガイドレール軸-は、二つの昇降軸からトレイを取外すためベル
トドライブと組み合わせて使用します。トレイキャリアはこうして必要なトレイと一緒に昇降
軸から取外され装着ヘッドを基準にして Y 軸方向に移動します。 1
11
1
トレイチェンジャでは、JEDEC トレイにある部品はトレイキャリアにより装着ヘッドに送られ
ます。 1
11
1
その前に、昇降軸は対応する搬送位置に移動しなければなりません ( 第 4 章 , 図 4.2 - 2 も参
照 )。搬送するトレイキャリアにドライバが結合する前に、トレイキャリアのロック機構を解
放しなければなりません。 これは、搬送中に昇降軸内のトレイキャリアを固定するカセットの
側壁にある偏平スプリングです。昇降軸内ではカセットロック機構によりカセットは搬送中固
定されます。昇降軸が動作している間トレイキャリアとカセットを固定するために、昇降軸が
起動する前にソフトウエアはロックを確認します。 1
11
1
二つのタワーはお互いに独立して補充することができます。このため 装着シーケンスを中断す
ることがありません。 1
11
1
部品テーブルの半分(9つのフィーダロケーションがある)が付属しているので、トレイチェ
ンジャは部品カートごと全体で交換することができるユニットを形成しています。交換すると
き、トレイチェンジャはそれ自身の車輪で移動することができます。 1
11
1
トレイチェンジャは部品テーブル取付位置のピンにより SIPLACE ステーションの所定の位置に
固定されます。正確な位置は SIPLACE ステーションの原点復帰動作中に二個のフィデューシャ
ルにより測定されます。 1
11
1
異なる 基本高さへの段取り替えは ( 欧州と SMEMA) 据付委託の間に実行します。 トレイチェン
ジャを SIPLACE ステーションに接続するとき、トレイチェンジャ単体に対して調整することに
よりその高さを調整します。 1
11
1