CP6 PartLIst.pdf - 第25页
25 捌 、 1st/11st NOZZLE UP/DOWN LIMIT SENSOR 1. CAM 0/200 度 ,架設 量 表歸 零 。 2. 轉動CAM-AXIS,當SENSOR由ON變成OFF時, 量 表是否 移動 0.3~0.4mm 。 3. 如否,調整SENSOR前/後位置,直到符合標準。
24
柒、WASTE TAPE CUTTER ADJUSTMENT
完成校正後須做以下二個確認動作
25
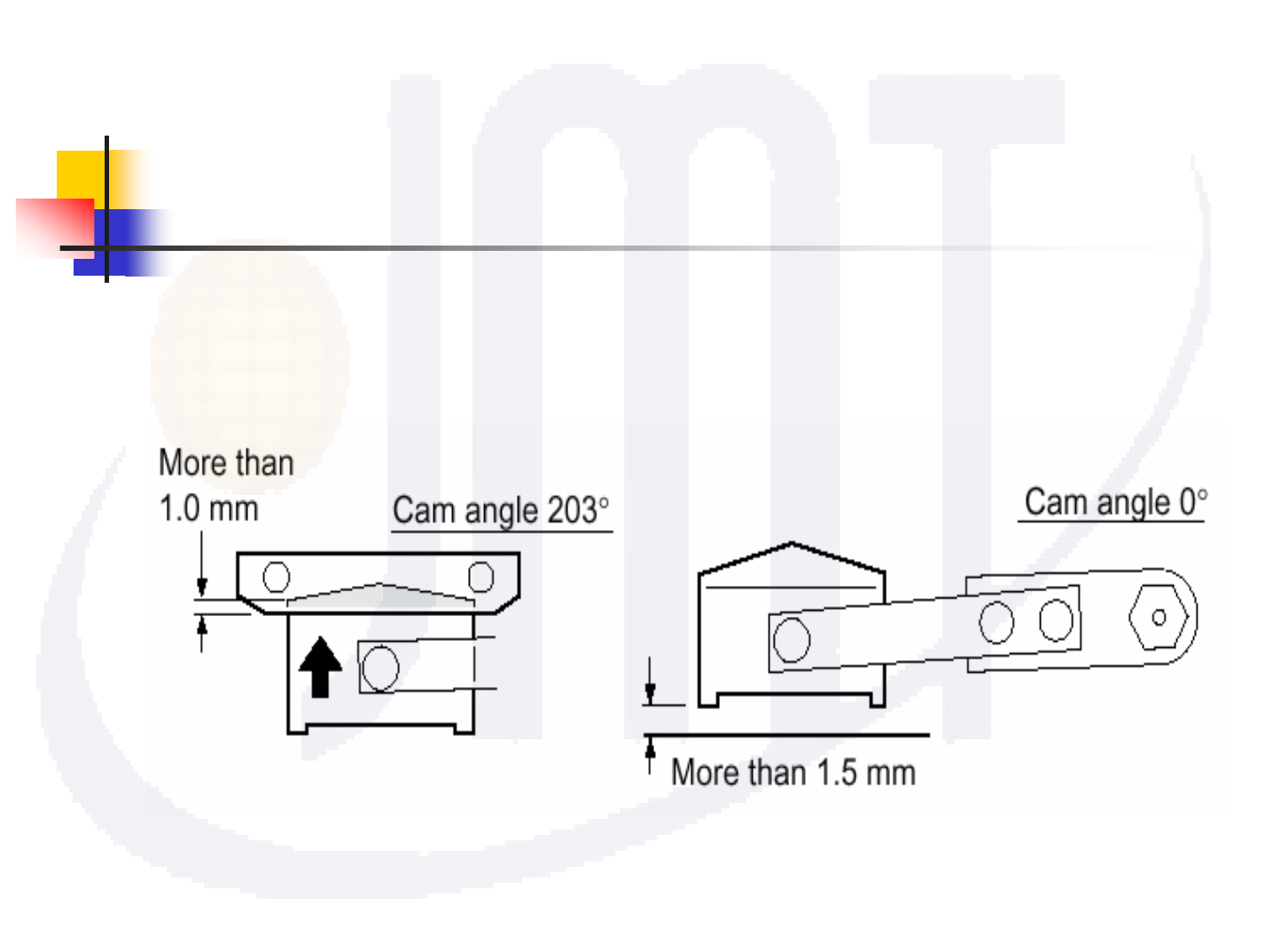
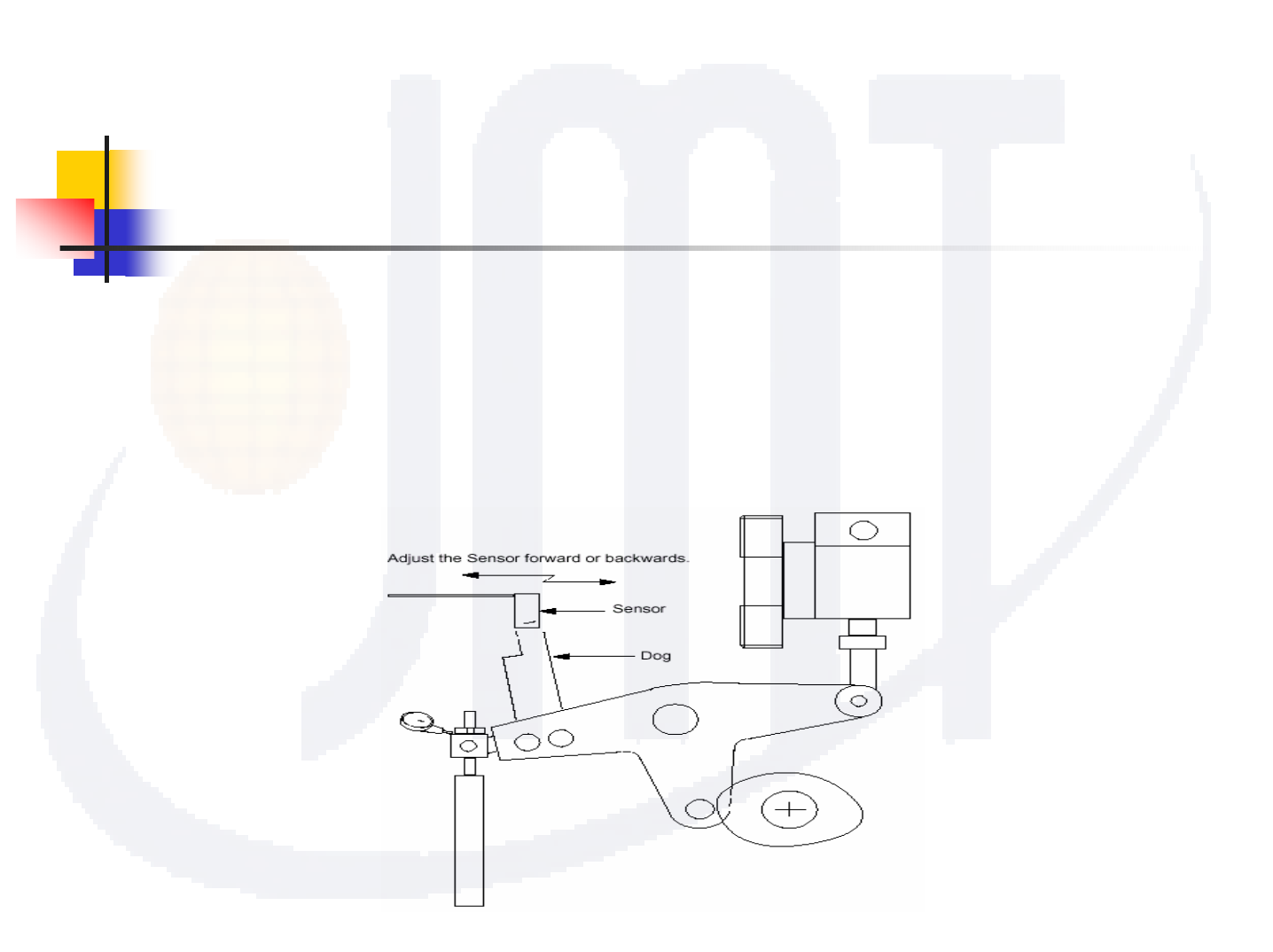
捌、1st/11st NOZZLE UP/DOWN LIMIT SENSOR
1. CAM 0/200度,架設量表歸零。
2. 轉動CAM-AXIS,當SENSOR由ON變成OFF時,量表是否
移動0.3~0.4mm。
3. 如否,調整SENSOR前/後位置,直到符合標準。

26
玖、1
st
/11st SLIDER ADJUSTMENT
1.進I/O將1st/11st之PICK-UP/PLACING 掣動器切成ON(CAM
0
0
)。
2.將CAM轉到40
0
/50
0
左右先將升降滑塊高度調至大約平行位
置。
為何要在40
0
/50
0
: 1.升降滑塊還未下降。
2.鼓桶上之長橢圓孔剛好會在(B)位
置。
3.在凸輪軌跡靠近升降塊平面處架設量錶,量錶磁座架在X平台
軌道上。
4.以六角板手轉動X軸螺桿,將量錶移到超過升降滑塊一半之平
面處,微調升降滑塊高度(A),使升降滑塊與凸輪軌跡之高度
差為0+
0.03mm後將螺帽上緊。
5.重覆確認凸輪軌跡與升降滑塊之高度是否正確。