CP6 PartLIst.pdf - 第42页
42 拾參 、 3st/5st/10st/12st/13st下壓 量 調整

41
拾參、3st/5st/10st/12st/13st下壓量調整
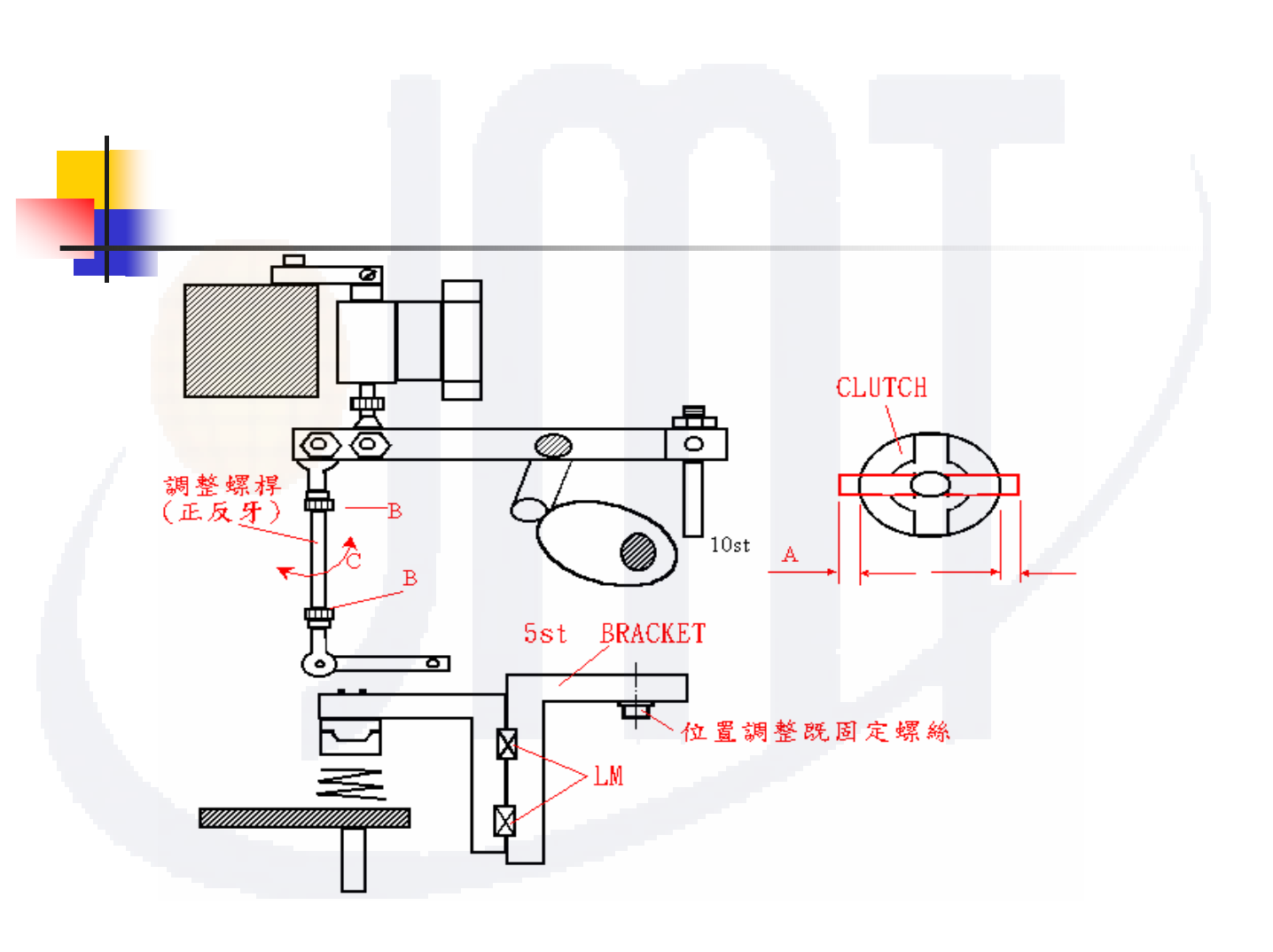
二、5st校正方式
1. 將10st掣動器切成ON CAM轉到200
0
位置。
2. 將5st支座與搖臂卡好後,將支座定螺絲輕輕鎖上。
3. 調整支座左/右位置,使上/下角度驅動離合器在喫合時,左/
右對稱後(A)將固定螺絲上緊。
4. 下壓量調整
a. 取下壓量最少之置件工作頭進行量測下壓量是否在0.3~
0.35mm。
b. 若不符標準,先將CAM轉回0
0
將10st傳動5st連桿之上/下固定
螺絲拆鬆(B)(輕微拆鬆狀態)再轉到200
0
進行調整,待調成所
須之0.3~0.35mm(C) ,再將CAM轉回0
0
進行固定之後再轉到
200
0
進行確認。
42
拾參、3st/5st/10st/12st/13st下壓量調整
43
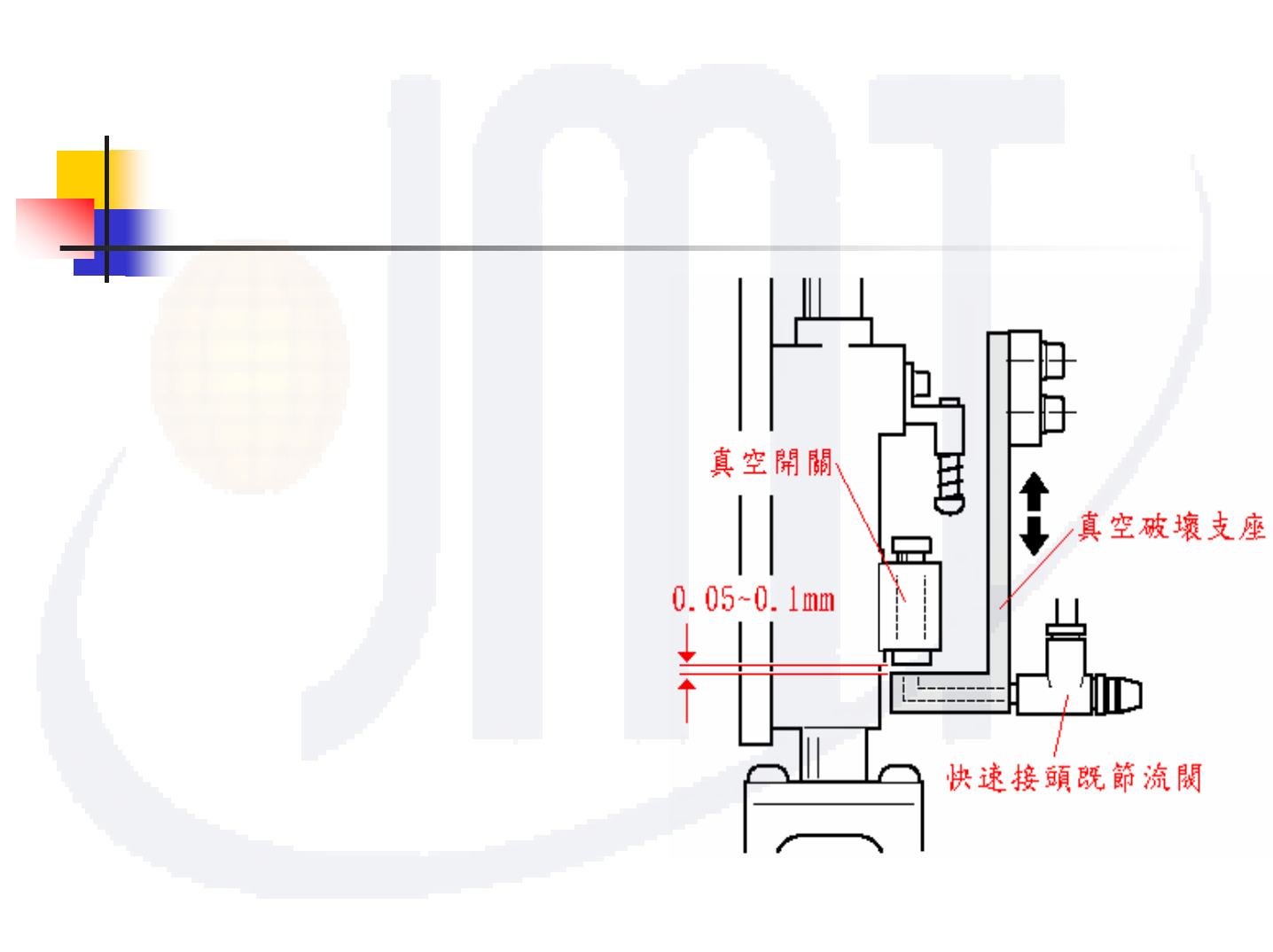
拾肆、11st/16st VACUUM VALVE OFF
一、11st校正方式
1. CAM 0,將11st掣動器ON.
2. 將SHAFT A轉11st,CAM 200度.
將11st真空破壞支座鎖回
(前/後位置以支座上之吹氣孔
與真空開關之進氣孔對齊,此時
真空開關為OFF狀態).
3. 在真空開關上端平整處架設
量表,調整支座高度與真空開關
間隙為0.05~0.1mm.
(取出20支shaft的間隙之後,以間
隙最小的為校正基準,但須確認
間隙最大者不可超過0.3mm)