CP6 PartLIst.pdf - 第35页
35 拾 壹、1st vacuum valve 三、1st真空閥門開啟驅動銷位置調整 1. 進I/O將1st PICK-UP 切 成ON, CAM轉到175 0 後,將 量 錶架設在, 真空閥門底部平面區域 量 錶歸 零 。 2. 輕輕上/下撥動SPOOL, 量 測其 間隙是否在 0.1~0.15mm , 若 否將 驅動銷高低固定 螺 絲放鬆,調 整其位置使SPOOL與搖臂間隙為 0.1~0.15mm 後,將固定 螺 絲上緊。 3. 2…
34
拾壹、1st vacuum valve
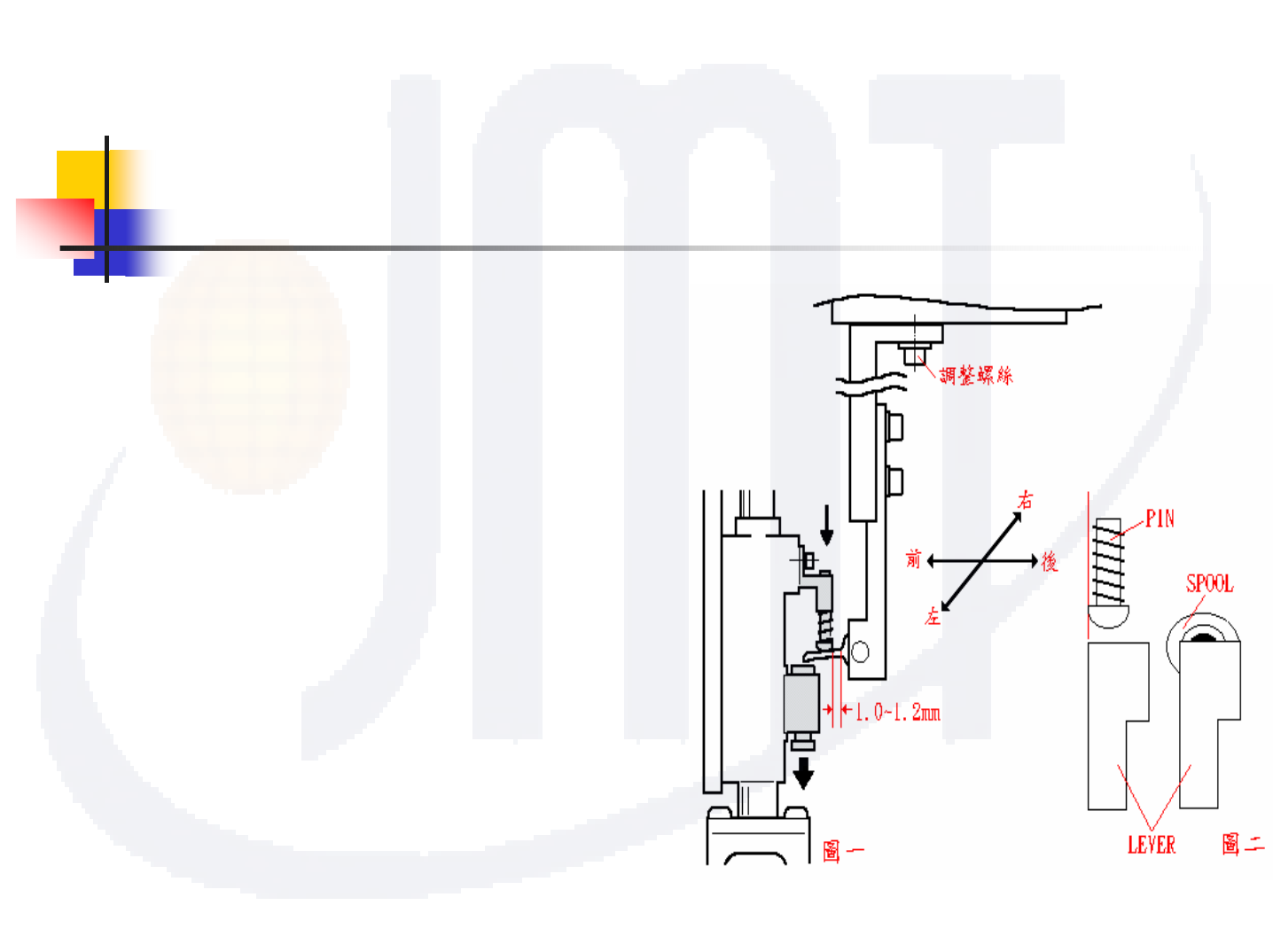
二、搖臂前後/左右位置
1. 將CAM轉回0
0
進I/O將
1st pick-up切成ON。
2. 將CAM轉至約110
0
~120
0
左右,
使真空閥門開放搖臂約在水平
位置,放鬆搖臂支座前後/左右
固定螺絲調整支座前後位置,使
驅動銷前緣與搖臂基部距離
約1~1.2mm。
3. 將CAM轉到200
0
調整支座左右位置
,使驅動銷左側外緣與搖臂左側
邊緣,剛好切齊。
4. 重覆檢查 STEP 2、3確定前後/左右
位置均符合後,將支座固定螺絲上緊。
35
拾壹、1st vacuum valve
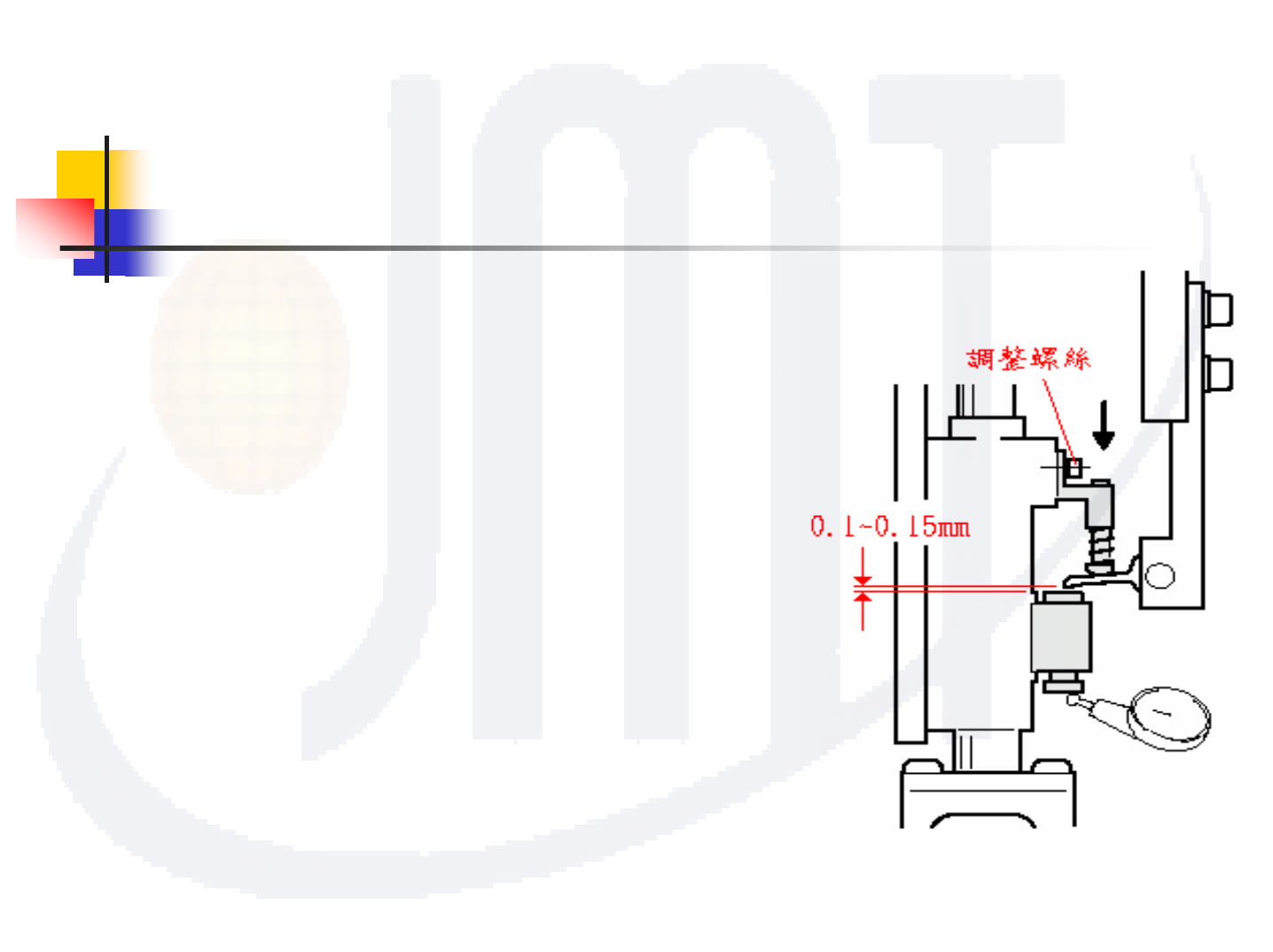
三、1st真空閥門開啟驅動銷位置調整
1. 進I/O將1st PICK-UP 切成ON,
CAM轉到175
0
後,將量錶架設在,
真空閥門底部平面區域量錶歸零。
2. 輕輕上/下撥動SPOOL,量測其
間隙是否在0.1~0.15mm,若否將
驅動銷高低固定螺絲放鬆,調
整其位置使SPOOL與搖臂間隙為
0.1~0.15mm後,將固定螺絲上緊。
3. 20支置件工作頭逐一進行調整。
36
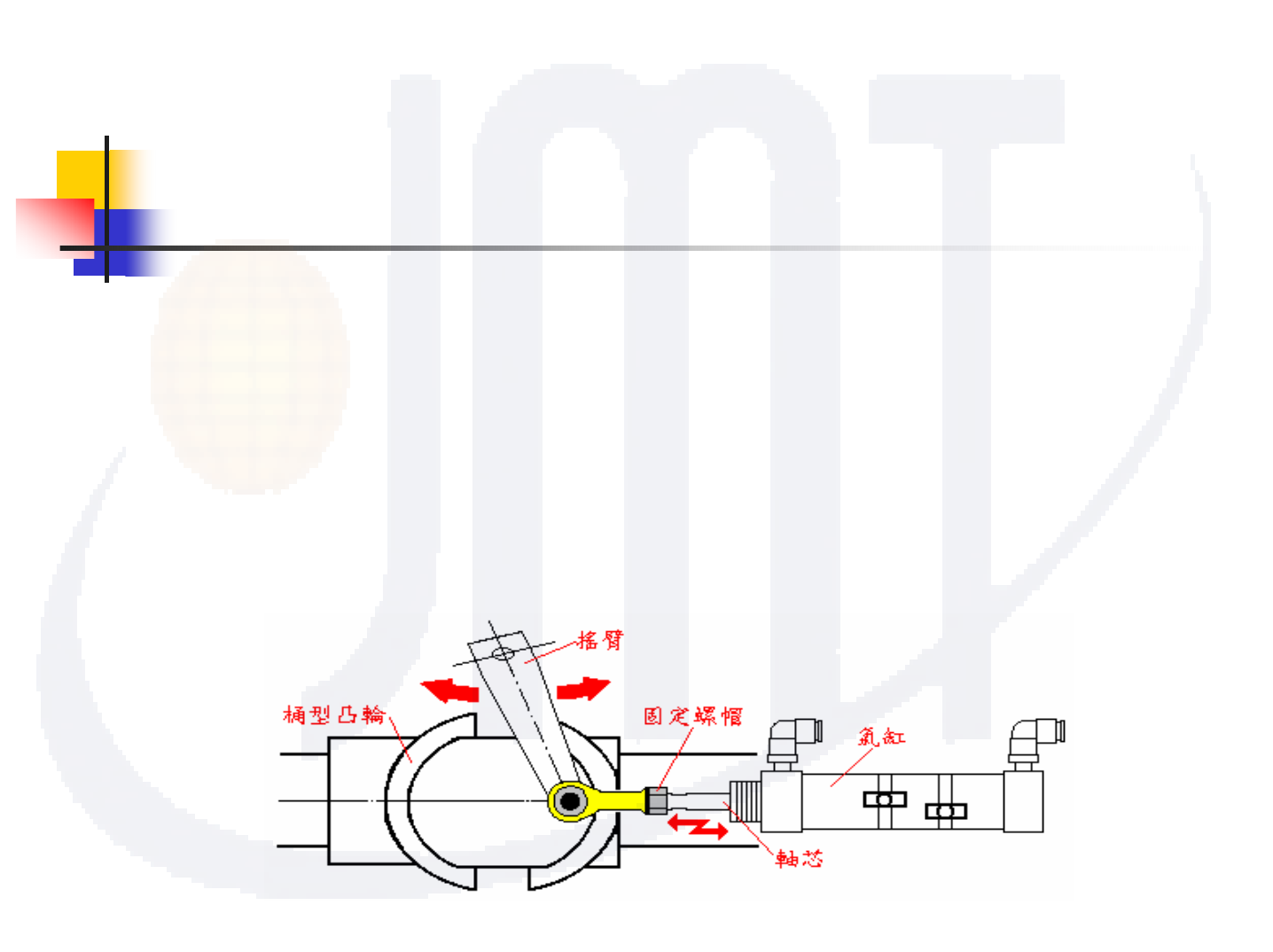
拾貳、3st/13st CYLINDER
1. Cam O,進入I/O將氣缸動作方向切換靠支座側,將CAM轉至
250
0
。
2. 將肘節與氣缸軸芯固定螺帽放鬆,找出滾子與凸輪軌跡從接觸
到脫離的臨界點。
3. 旋轉軸芯2.5圈(朝肘節方向)後,將固定螺帽鎖緊,轉動凸
輪確認滾子是否全程均與凸輪軌跡呈接觸狀態。
4. 再將氣缸動作方向切換到另一側,重複確認的動作。