JUKI_KE-3010-3020_OPE_CH_操作手册2.pdf - 第85页
操作手册Ⅱ 3-1 第 3 章 制作生产程序 3-1 流程图 本章将对 N o8 进行说明。同时 ,也将对 N o9 的 “ 校正 ” 部分予以说 明。 No. 生产流程图 备注 1 确认 AT C 周围的状况, 进行日常检 查。 2 确认主气压 ( 0.5MPa) 。 3 在实施前确认装置内部是否有异物等。 4 节假日后或寒冷地区 , 必须进行预热 (10 分钟左右 ) 。 5 6 如果因日常检查 、设置基板时清 扫吸嘴、 改变基准销…
操作手册Ⅱ
2-23
2-8-2 继续生产
2-8-2-1 概要
生产异常终止(发生异步现象、生产异常终止)时,可按照以下步骤进行继续生产。
“继续生产”是指:只要进行了一个元件的吸取、贴片动作,之后再进行的生产的称为“继续生产”。如果
尚未进行元件的吸取、贴片动作的,则不是“继续生产”而是“新建生产”。
生产开始时,若传送通道上有基板,需要选择搬出(eject)基板,还是重新固定(重夹)基板开始生
产。这称为“不传送基板的生产”。
・在刚读入生产程序后的状态下,或在结束一次生产画面的状态下,如果按 “不传送基板的生产”重新
开始生产时,由于对生产中断时传送通路的状态不明确,有可能造成缺件或误贴片。
・在 “不传送基板的生产”中重新夹紧时,如果基板过重,重新夹紧可能失败(基板尺寸过大或上面已
经贴装了大量元件时)。
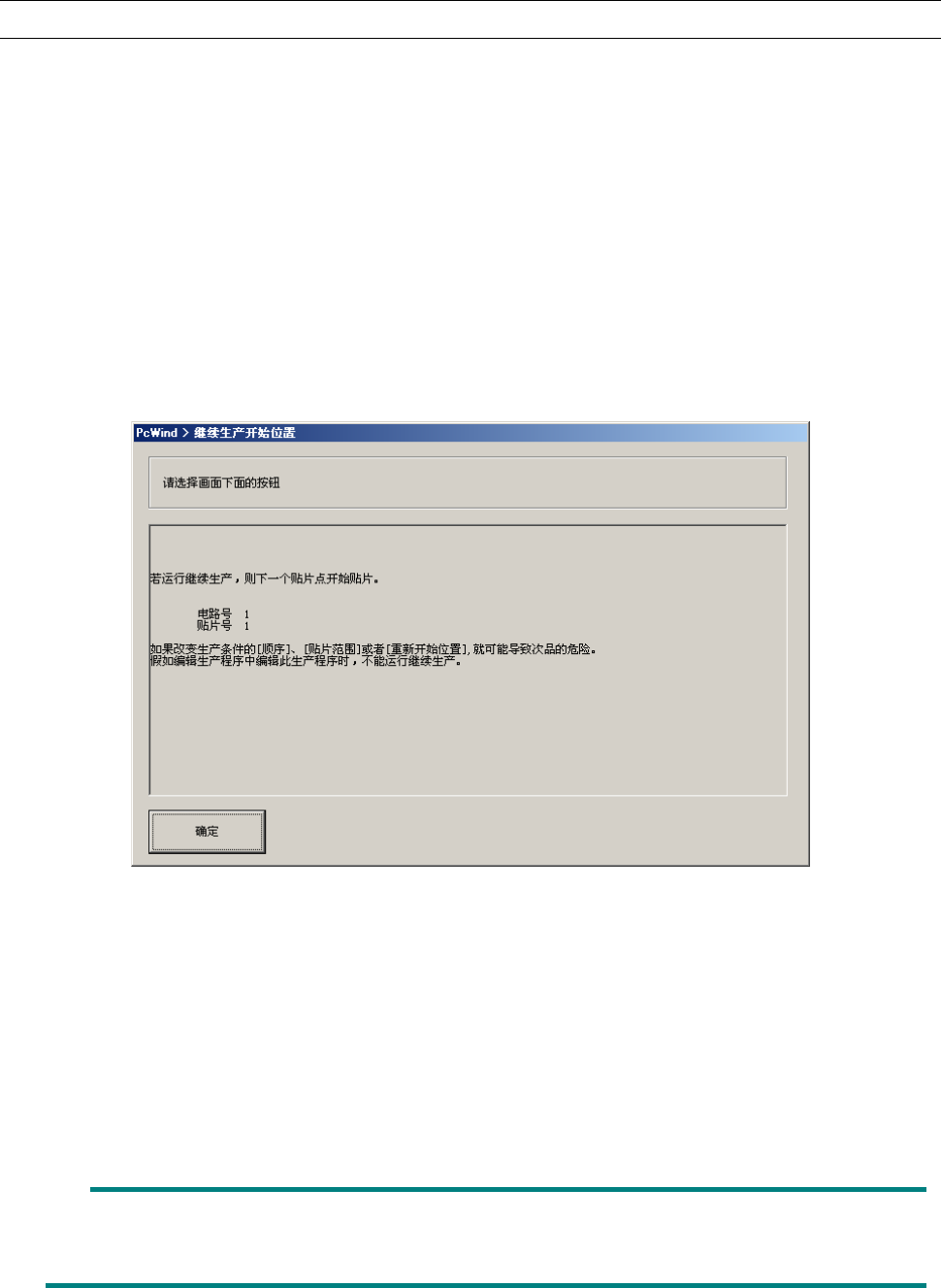
生产异常终止时,会显示询问生产重新开始位置的提示信息。
上述对话框显示的是未贴片状态下的下一个贴片的开始位置,
在这里点击[确定],则回到生产条件画面。
下一次生产开始时,会显示询问是否从作为继续生产数据的记录位置重新开始生产的确认提示信
息。同时对生产开始前处理进行确认。
但是,在异常终止后,在下一次生产开始前编辑了生产程序时,则不会出现确认提示信息而直接进
入正常生产。
(改变基板 ID、增加或删除贴片点、修改贴片点的元件时)
尽管变更供给装置后可进行继续生产,但变更后可能发生与生产管理信息的数值不统一的现象。
因此不推荐这样的作业,敬请注意。
操作手册Ⅱ
3-1
第3章 制作生产程序
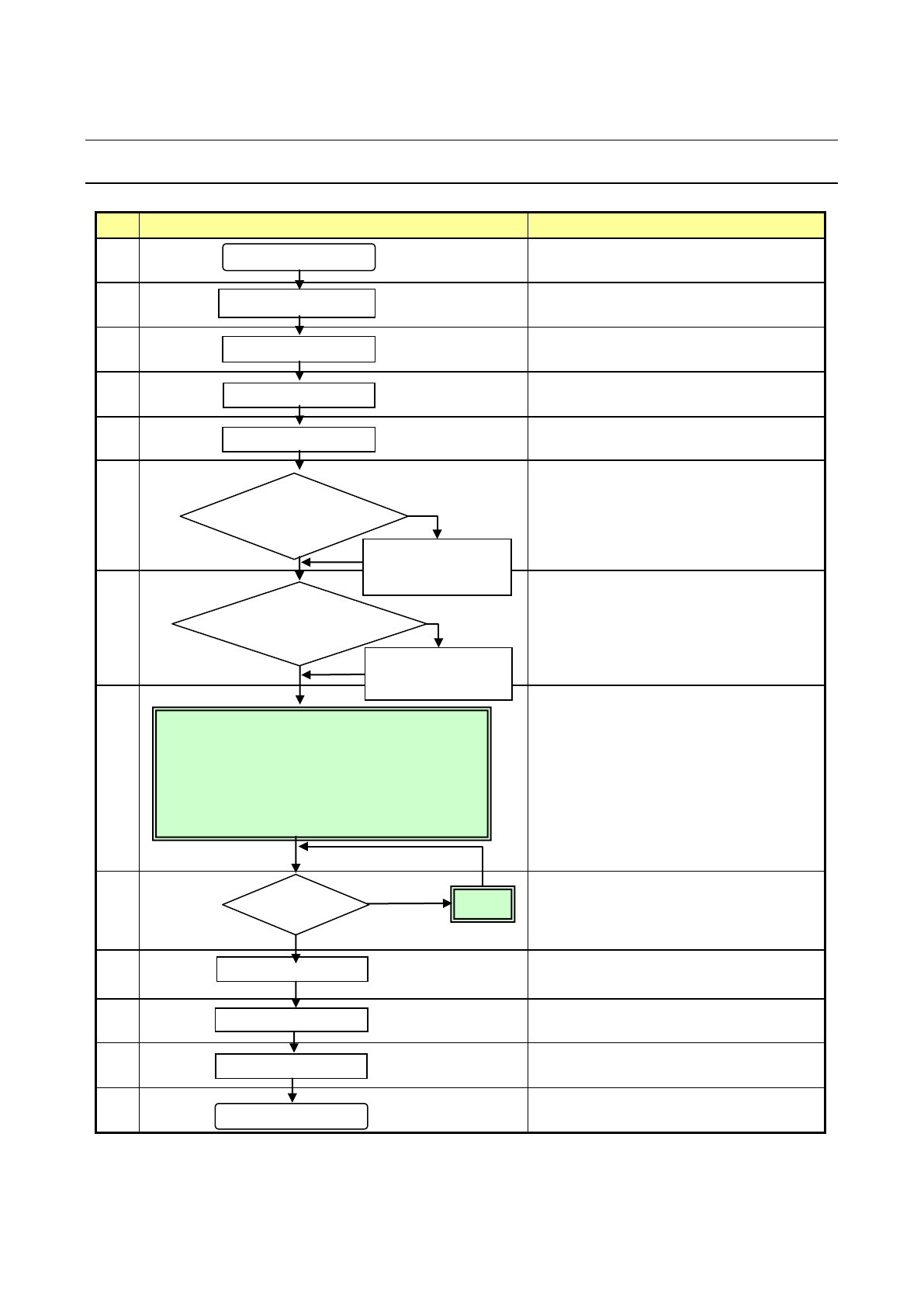
3-1 流程图
本章将对 No8 进行说明。同时,也将对 No9 的“校正”部分予以说明。
No.
生产流程图
备注
1
确认 ATC 周围的状况,进行日常检查。
2
确认主气压(0.5MPa)。
3
在实施前确认装置内部是否有异物等。
4
节假日后或寒冷地区,必须进行预热(10
分钟左右)。
5
6
如果因日常检查、设置基板时清扫吸嘴、
改变基准销位置等而改变了机器的初始
设置状态时,请重新进行
“机器设置”。
7
8
9
发生贴片位置偏移、定心不良等贴片不正
常时,可在“程序编辑”中进行校正。部分
元件数据可在“生产”中进行校正。
10
11
12
13
定期实施。
检查设备
预热
设置基板
调整
机器设置
在“机器设置”中
设置变更部分
制作元件数据库
检查贴片
有错误贴片
生产
日常检查
结束生产
关闭电源
无错误贴片
必要
不必要
不必要
校正
<制作、编辑生产程序>
●基板数据
●贴片数据
●元件数据
●吸取数据
返回原点
必要
在数据库中
制作元件数据
接通电源
操作手册Ⅱ
3-2
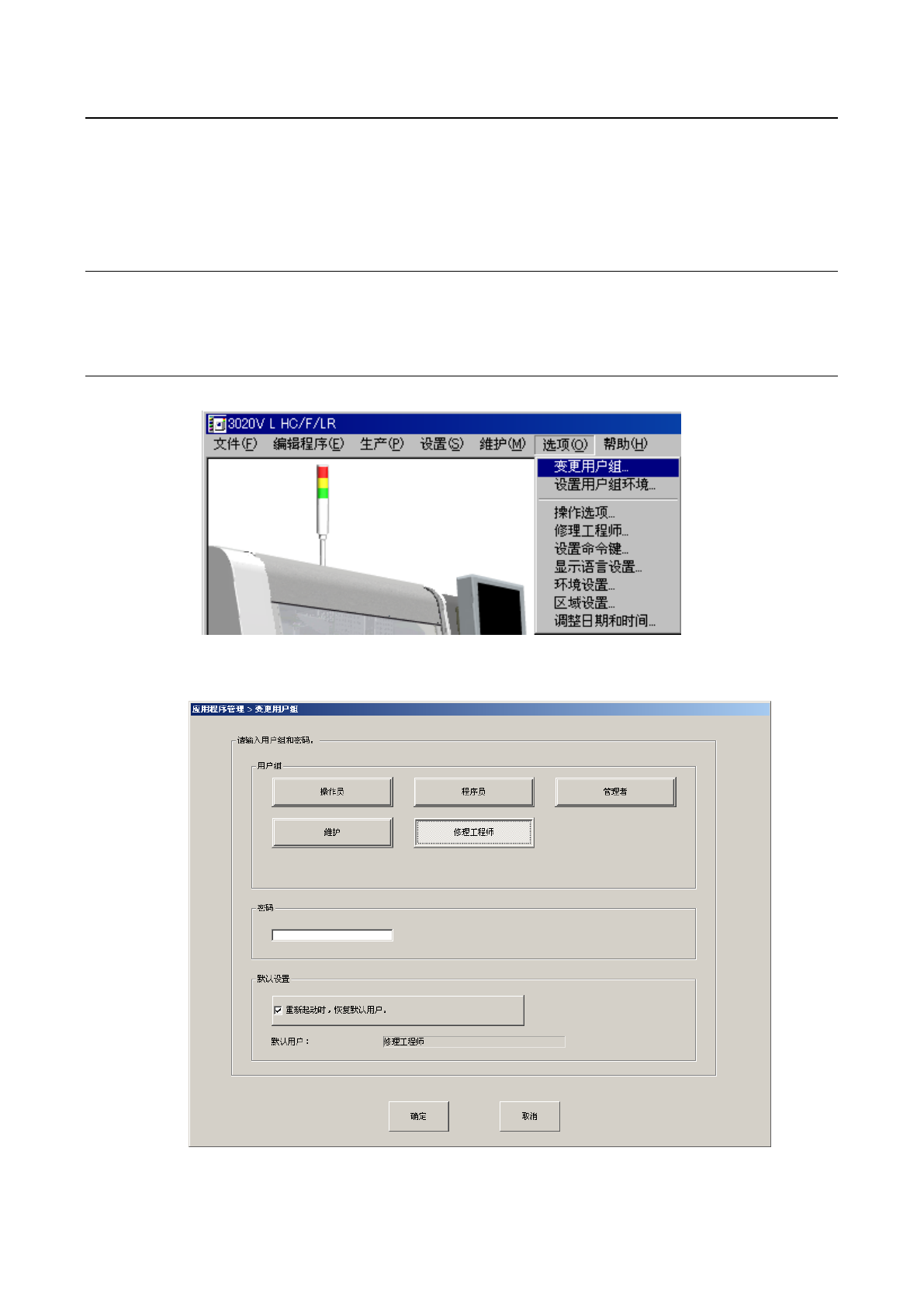
3-2 选项
菜单条的选项菜单,集中了各种功能,便于用户使用设备时的目的·状况进行设置。
在此对“变更用户组”、“设置用户组环境”、“调整时间和日期”、“显示语言设置”(
*1
)进行说明。
另外,有关“操作选项”的说明,请参照使用说明书“第7章 操作选项”。
3-2-1 用户组
本设备根据作业人员的操作熟练程度,设置了用户级别,对操作范围进行了限制。
变更用户组时,需输入密码。
3-2-1-1 变更用户组
选择“变更用户组”。
显示变更用户组画面。