NPM-D3_操作使用说明书.pdf - 第426页
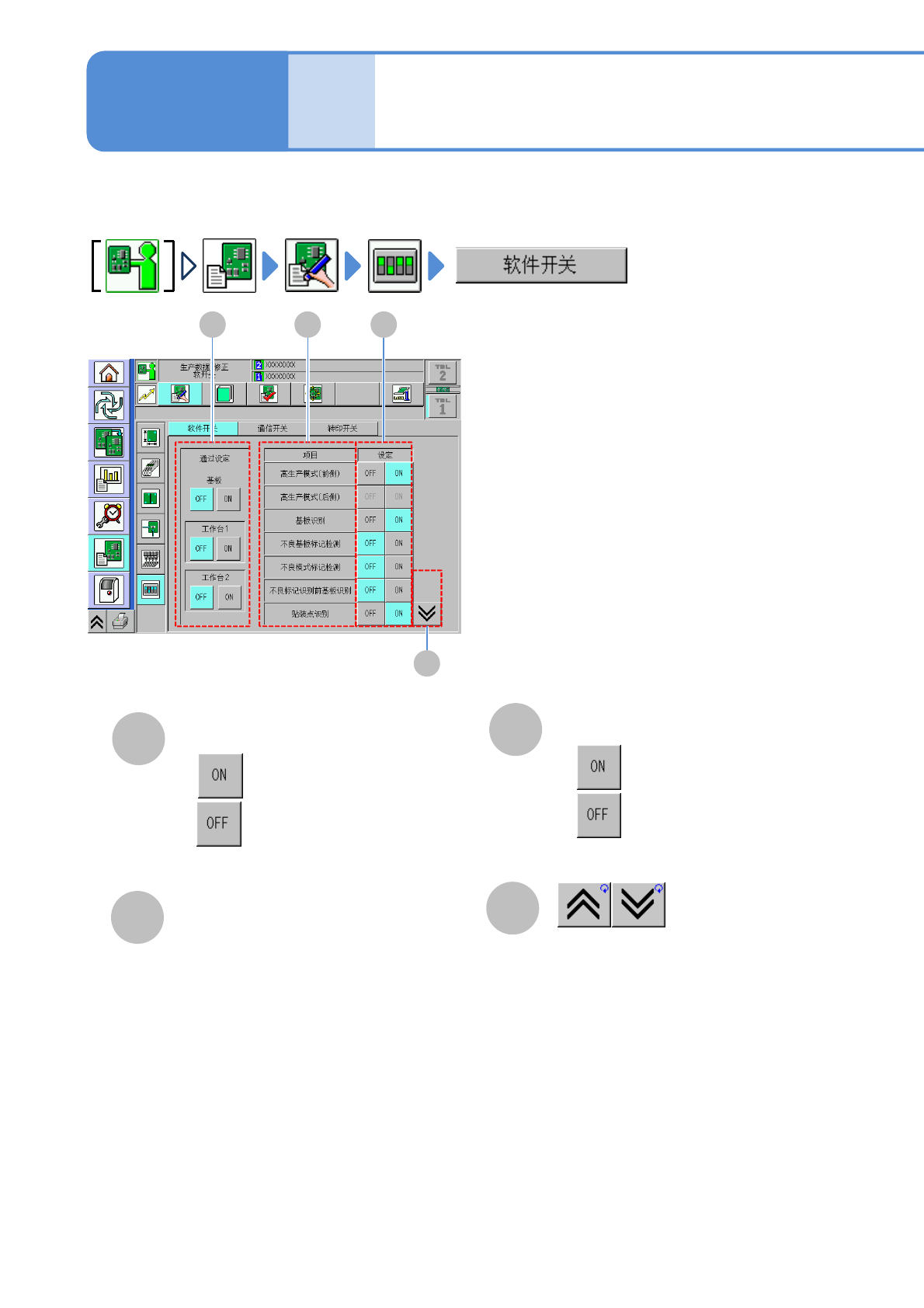
NPM-D3 EJM6DC-MB-06O-09 数据 修改 软件开关的设定 操作篇 6-1-20 6-1-20 -1 运转条件的设定和工作台的 ON 、 OFF 切换。 A D B 项目 显示前后画面。 通过设定 设定 C ● ● :通过。 :不通过。 ● ● :有效。 :无效。 A B C D 显示软件开关项目。 关于接下来项目以外的设定,请参 照 NPM-DGS 的使用说明书。

NPM-D3 EJM6DC-MB-06O-09
6-1-19-2
F
检查项目
G
检查条件数据
总面积容许下限(%):
显示总面积容许下限值。
总面积容许上限(%):
显示总面积容许上限值。
大小面积比容许值(%):
显示大小面积比容许值。
拉丝判定值(mm):
显示拉丝判定值。
模块最小直径(mm):
显示模块最小直径。
请将模块最小直径尺寸设定为比所使用
吸嘴的孔直径小的值。
H
基准面积(mm
2
)
显示各检查项目的有无。
●桥接检查的执行,需要通过DGS进行设
定。(→DGS使用说明书 4.7 试贴识别
程序库编辑器)
NPM-D3 EJM6DC-MB-06O-09
数据
修改
软件开关的设定
操作篇
6-1-20
6-1-20-1
运转条件的设定和工作台的ON、OFF切换。
A
D
B
项目
显示前后画面。
通过设定
设定
C
●
●
:通过。
:不通过。
●
●
:有效。
:无效。
A
B
C
D
显示软件开关项目。
关于接下来项目以外的设定,请参
照NPM-DGS的使用说明书。
NPM-D3 EJM6DC-MB-06O-09
6-1-20-2
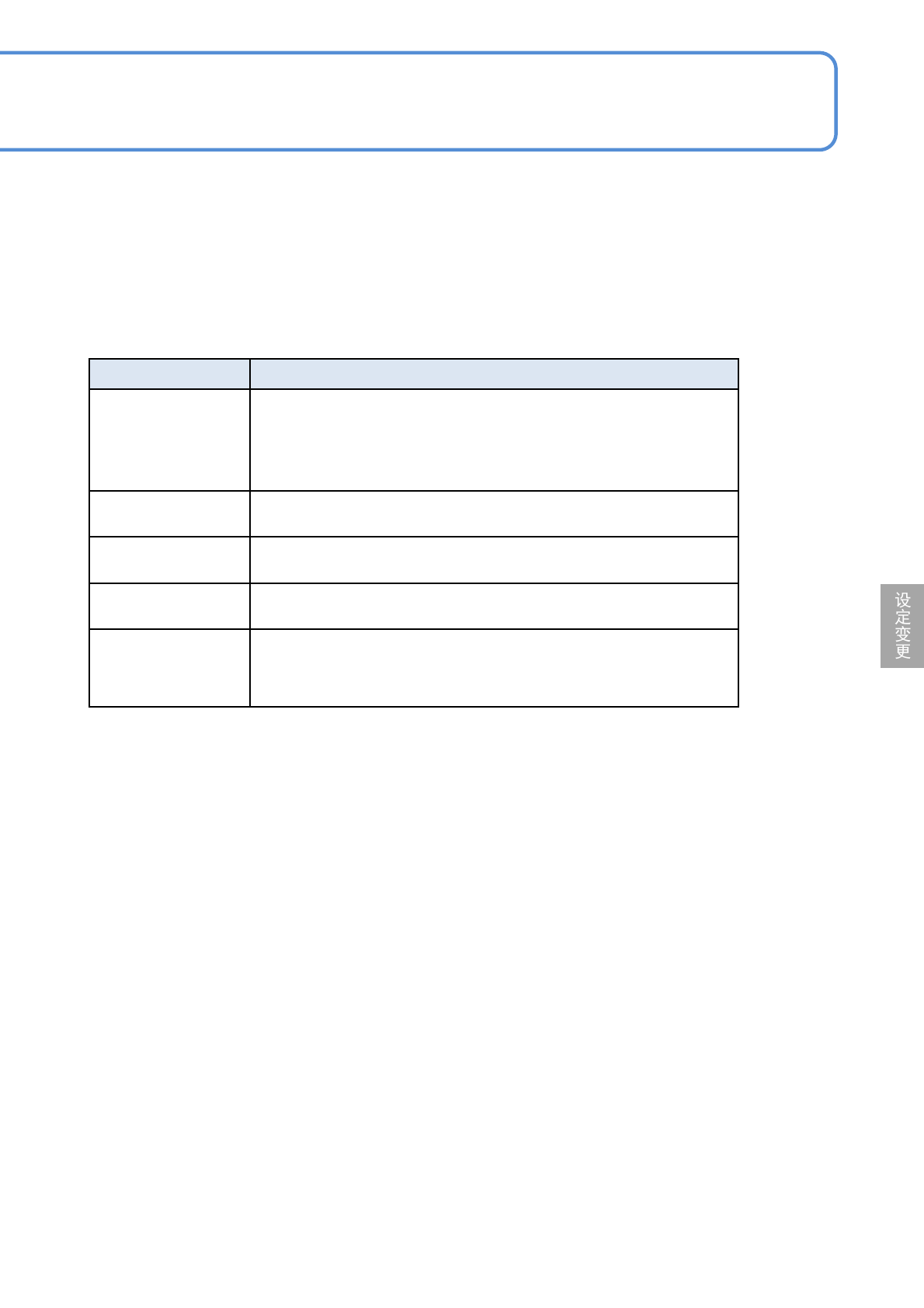
项目 说明
保存模式动作
(2个吸嘴头时)
ON设定时,注意以下事项。
・吸着、贴装时,不执行X轴、Y轴、Z轴的重合动作。
・吸着、贴装时,不执行预备下降。
・吸着、贴装时,在移动X轴、Y轴之前通过真空传感器进行吸着确认
,
如果检测到吸着错误,则无论吸着次数如何都会立即停止动作。
高生产模式(前侧) 在[ON]设定时进行以下操作。
・以高生产模式进行设备前侧的生产。
*1) *2) *3)
高生产模式(后侧) 在[ON]设定时进行以下操作。
・以高生产模式进行设备后侧的生产。
*1) *2) *3)
装着角度认识
在[有] 设定时进行以下操作。
・根据贴装角度进行识别。
图案/组标记识别
基板识别补正
在[ON]设定时,在图案/图案组识别前进行基板标记的识别。
设定的变更,请通过NPM-DGSの软件开关设定项目的“图案/图案组
识别前的基板标记识别”进行。(无法在设备本体上进行变更。)
*1)
只有在配置有轻量16吸嘴贴装头时有效。
*2)
设定为OFF时以“高精度模式”进行生产。
*3)
关于“高生产模式”与“高精度模式” (→P.8-1-1 ‘基本性能’)