Workcell-Installation-Guidelines-Troubleshooting-Maintenance-REV-F.pdf - 第51页
Workcell Installation and General Guidelines Revision F / Janu ary 2021 Page 51 of 59 MO Motor off. Shuts off motor control MO (turn all motors off), MOX (turn off only the X axis motor) MO shuts off the motor(s).The mot…
Workcell Installation and General Guidelines
Revision F / January 2021
Page 50 of 59
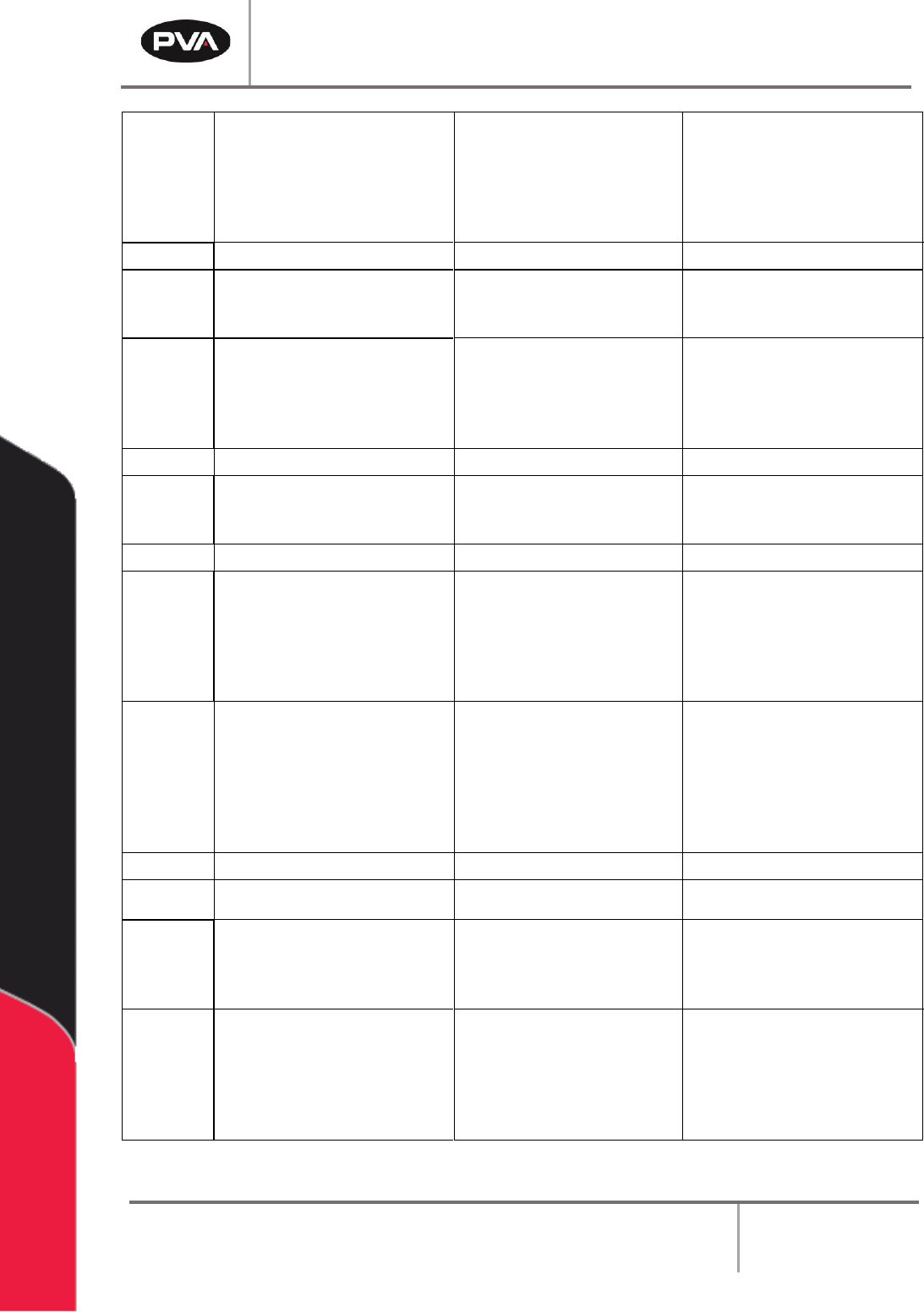
DC
Deceleration for independent
moves. The units are in counts
per second²
DC*=100000 (sets all axes),
DCX=100000 (only sets the X
axis deceleration), DC
10000,30000,40000 (sets X, Y
and Z Decelerations
separately)
The higher the deceleration, the
faster an axis stops its move
DE
Dual (Auxiliary) Encoder Position
DL
Download. This transfers a text
file from the computer to the
controller
DL (then select a text file to
download)
Use the HX (halt execution)
command before using DL.
Damage may result otherwise
EN
End. This terminates a
subroutine, program thread or
program
EN
The Dispensing System also has
a subroutine used for a
conditional end. The command
JP#NOOP operates the same as
the EN command
FL
Forward Software Limit
HX
Halt execution. Halts the
execution of the program or any
of its threads
HX1 (halt thread 1)
HX (halt the entire program)
Always use the HX command
before executing a DL command
JG
Jog
JP
Jump to a program location.
Locations are marked by labels.
This command can be used in a
conditional statement and the
jump occurs if the conditional is
true
JP#NOOP (jump to location
#NOOP), JP#NOOP,COUNT>10
(jump to location #NOOP if the
value of COUNT exceeds 10)
It is important not to confuse JP
with JS. Using a JP when a JS is
required results in the thread
being halted once the EN
command is reached
JS
Jump to subroutine. Subroutines
are marked by labels
JS#H1UP (jump to subroutine
#H1UP)
It is important not to confuse JS
with JP. Using a JS when a JP is
required can result in “nesting”
the program continuously until a
nesting error occurs.
Subroutines can only be nested
16 deep
LI
Linear Interpolation Distance
LM
Linear Interpolation Mode
LS
List. The operator can list a
single line or multiple lines of the
program in a terminal screen
LS 300,0 (show line 300), LS
250,270 (show lines 250 to
270), LS (show all lines in
memory)
If a runtime error occurs, use the
LS command in the terminal
screen to check the line
containing the error
MG
Message. This command sends
data out the bus. It can also be
used by the operator to query
the controller for information
MG “Path Complete” (displays
the message “Path Complete”
on the terminal screen),
MG@IN[60] (displays the value
of input 60, where 0 is on and 1
is off)
Do not put message commands
in programs! If there are
message commands, and there
is no computer attached to the
workcell, the controller halts
once the output buffer is full
Workcell Installation and General Guidelines
Revision F / January 2021
Page 51 of 59
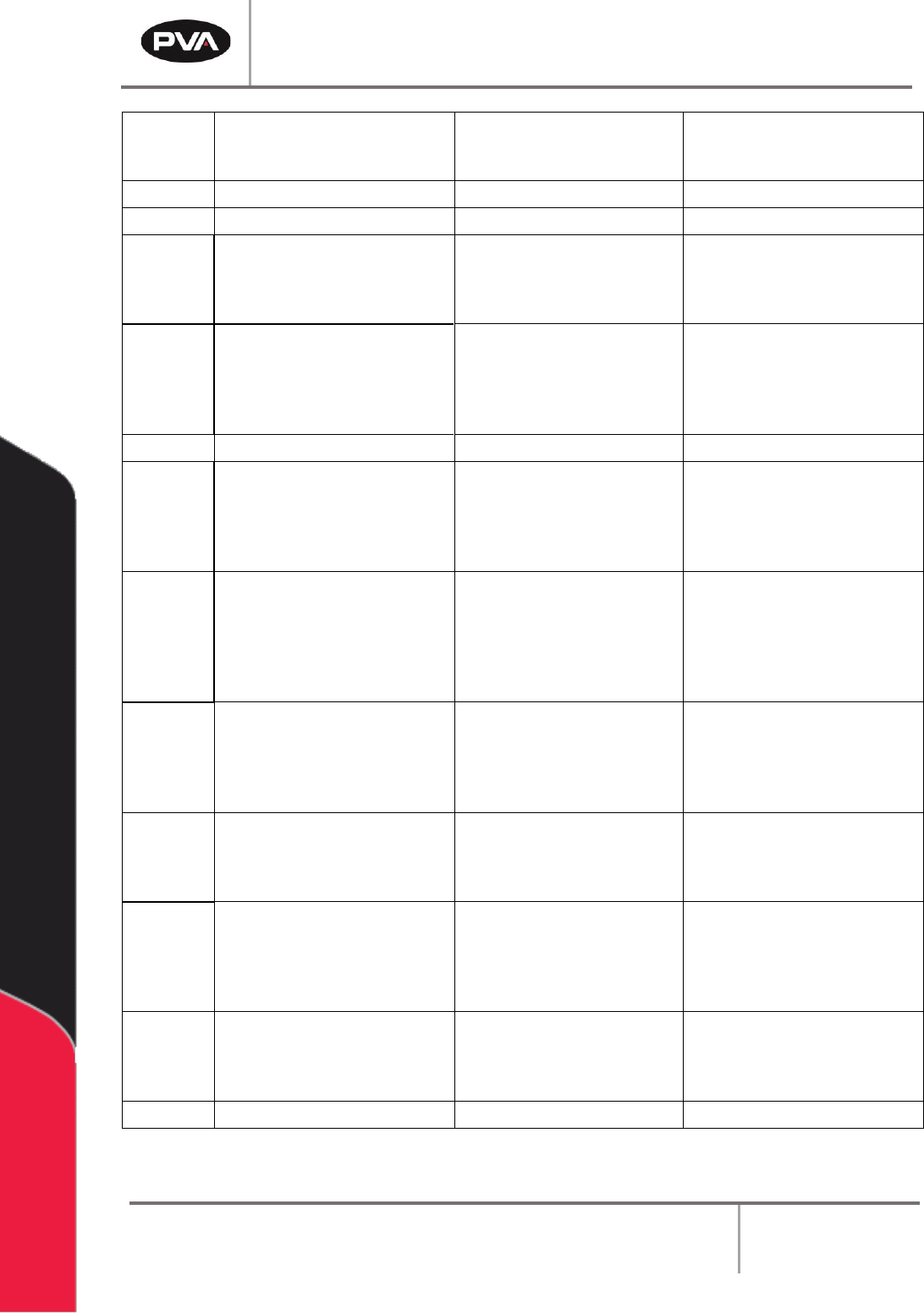
MO
Motor off. Shuts off motor
control
MO (turn all motors off), MOX
(turn off only the X axis motor)
MO shuts off the motor(s).The
motors are reactivated with the
SH (servo here) command
MR
Reverse Motion to Position
MT
Motor Type
NO
No operation. This command
performs no action and is used
to comment a program
NO!!! PROGRAM 1!!!! (description
for program)
A semicolon (;) terminates the
NO command. Any statements
following a semicolon are
executed
PA
Position absolute. This sets the
destination of a move,
referenced to the origin. The
units are in counts
PA 10000,10000,1000
(commanded position for X, Y
and Z axes), PAX=10000
(commanded position of X axis)
It is best to limit the use of the
PA command to designating the
start of a dispense path. Overuse
of the PA command complicates
program editing
PF
Position Format
PR
Position relative. This sets the
incremental position of the next
move, referenced to the current
position. The units are in counts
PR 10000,10000,1000
(commanded change in
position for X, Y and Z axes),
PRX=10000 (commanded
change in position of X axis)
Be careful not to confuse PA
with PR. The PR command
begins its move from the current
position, without reference to
the origin
RS
Reset. Resets the controller to
its power on state. All the
information in the controller’s
RAM is erased
RS
If PathMaster® fails to download
a file correctly; the program may
be halted in the controller.
Executing an RS command from
the terminal screen restarts the
program
SB
Set bit. Sets a bit on the output
port
SB40 (sets the bit for the
buzzer)
Setting a bit in DMC terminology
turns the bit off. The opposite of
SB is CB (clear bit). A complete
list of the outputs can be found
in the Operating Guide
SH
Servo here. The controller uses
the current position as the
command position and enables
motor control
SH (activate all motors)
SHZ (activate only the Z motor)
The opposite of SH is MO (motor
off) SH resets all position errors
to zero
SP
Speed. Sets the speed for
independent moves. Units are in
counts per second
SP*=100000 (sets all axes),
SPX=100000 (only sets the X
axis speed), SP
10000,30000,40000 (sets X, Y
and Z speeds separately)
Make sure the value of the
acceleration is high enough to
get the motion to speed within a
reasonable amount of time
ST
Stop. Halts motion on the
specified axes. If no axes are
specified, it halts program
execution
STX (stop motion on the X
axis), ST (stop all motion and
halt the program)
Use the AM command after the
ST command to wait for motion
to be stopped
TB

Workcell Installation and General Guidelines
Revision F / January 2021
Page 52 of 59
TC
Tell error code. Displays the
number and a text description
for a command error
TC1
TD
Tell Dual Encoder
TE
Tell error. This returns the
current position error of the
motors. Units are in counts
TE
Use this command in the
terminal screen if a motor
appears to be working
incorrectly. The Dispensing
System is programmed to
disregard errors of less than
1000 counts
TP
Tell Position. Returns the
current position of the motors
TP (All axes). TPX (X axis only)
Use in the terminal screen to
verify the current location of the
motors. In addition, the Manual
mode of the workcell has a push
button that accomplishes the
same task
VA
Acceleration for coordinated
moves. The units are in counts
per second²
VA 100000
Make sure the value of the
acceleration is high enough to
get the motion to speed within a
reasonable amount of time
VD
Deceleration for coordinated
moves. The units are in counts
per second²
VA 100000
Make sure the value of the
acceleration is high enough to
get the motion to speed within a
reasonable amount of time
VE
Vector Sequence End
VP
Vector Position
VS
Vector Speed. Sets the speed for
coordinated moves. Units are in
counts per second
VS 100000. Query the
controller with the command
MG_VS
Make sure the value of the
acceleration is high enough to
get the motion to speed within a
reasonable amount of time
WT
Wait. Holds program execution
for specified time
WT500
Use the WT command whenever
the program needs to pause,
particularly if another action
needs time for completion
Figure 36: Important Commands