DGS 2D检查编辑器__N7201A394C.pdf - 第139页
NPM-DGS 2D 检查编辑器 2.9 关于焊盘的检查 EJS9AC-MB-02R-08 Page 2-99 B) 形状种类的确认 请相应焊盘形状,设定焊盘检查的 ‘ 焊盘数据 ’ 的详细设定中的 ‘ 形状种类 ’ 。 2-8002
NPM-DGS
2D
检查编辑器
2.9
关于焊盘的检查
Page 2-98 EJS9AC-MB-02R-08
2.9
关于焊盘的检查
在通过转印而以
APC
执行元件贴装时,需要检查转印元件的焊盘。
能够利用焊膏检查的方法来检查焊盘。
在没有印刷焊膏的转印元件的焊盘上,通过
GERBER
转换器制作配置了
‘
焊膏数据
’
的数据。
(
使用说明书
GERBER
转换器
)
所配置的
‘
焊膏数据
’
,与上述说明相同,设定抽出焊盘所需的焊盘颜色的
LUT
和焊膏判定库,即能
够测量焊盘的面积和位置。
另外,为了能够正确实施焊盘的检查,还必须进行下述设定
(
确认
)
。
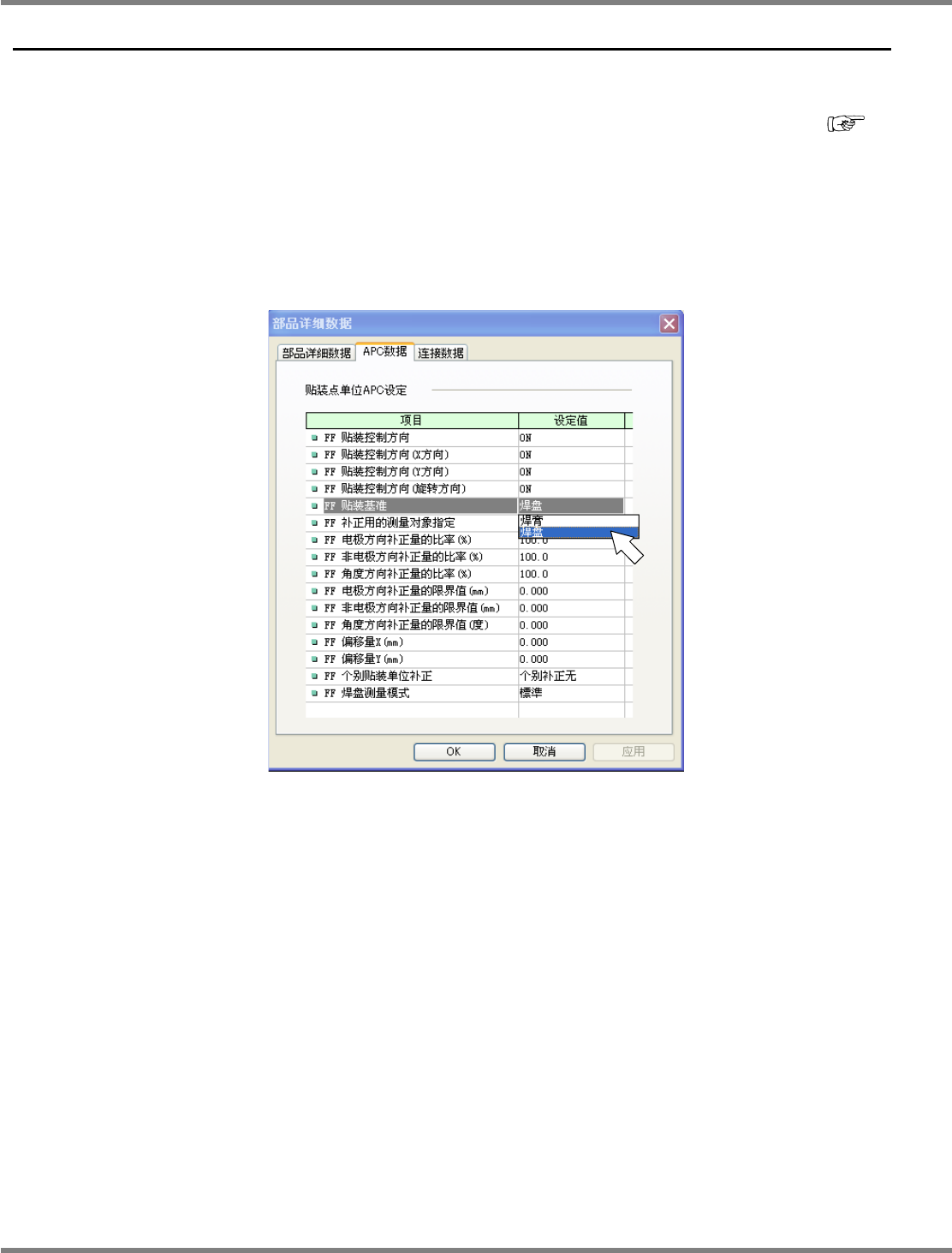
A)
贴装基准的变更
在转印贴装元件的
‘
部品详细数据
’
中的
[APC
数据
]
标签设定中,请将
‘FF
贴装基准
’
设定为
‘
焊盘
’
。
2-8001
NPM-DGS
2D
检查编辑器
2.9
关于焊盘的检查
EJS9AC-MB-02R-08 Page 2-99
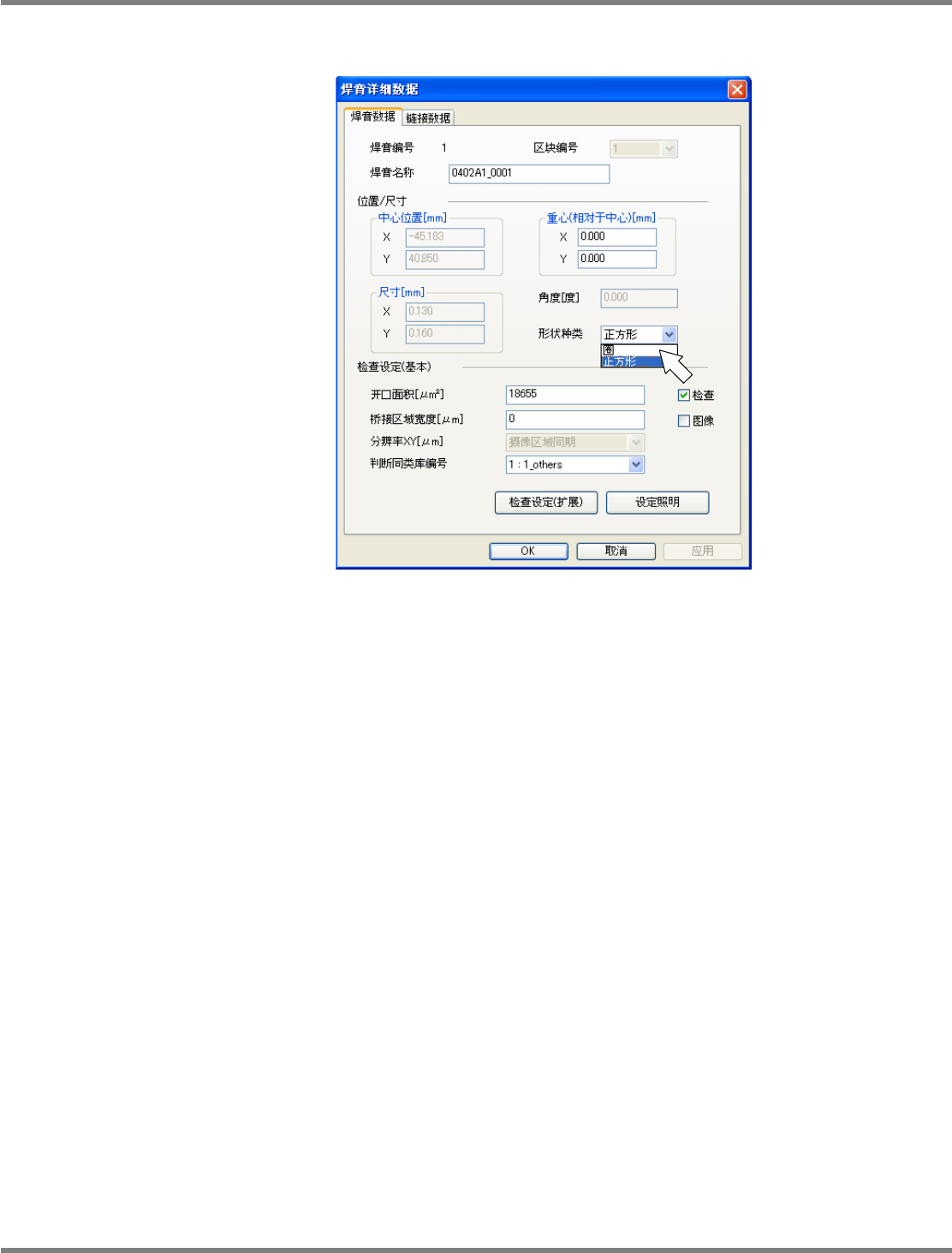
B)
形状种类的确认
请相应焊盘形状,设定焊盘检查的
‘
焊盘数据
’
的详细设定中的
‘
形状种类
’
。
2-8002
NPM-DGS
2D
检查编辑器
2.10
跳过贴装的条件设定
(
检查
NG
时的贴装跳过
)
Page 2-100 EJS9AC-MB-02R-08
2.10
跳过贴装的条件设定
(
检查
NG
时的贴装跳过
)
在这里,根据检查结果,在配置有检查头设备的后工序
NPM
上,设定是否执行跳过元件贴装的控
制。
元件检查
针对在元件检查的异物检查下为
NG
的元件,以及通过相对顺序设定了优先顺序的元件,可通过设
定跳过贴装动作。
No.
元件检查
跳过元件
1
异物检查为
NG
时
跳过异物检查为
NG
的元件的贴装
2
针对设定了贴装优先顺序的相对顺序的
元件,先贴装元件的贴装后检查为
NG
时
在贴装优先顺序的相对顺序下,跳过被指定为之后贴装
的元件
通过元件检查所进行的贴装跳过控制,是针对配置有检查头设备的后工序设备而实施的控制。在
配置有检查头设备的后侧头上,无论是否设定了本跳过控制,都会执行上述跳过控制。
焊膏检查
在焊膏检查下,针对检查为
NG
的焊膏,可以基板单位
/
图案单位
/
元件单位跳过贴装动作。跳
过的单位由焊膏检查的动作模式来决定。
No.
焊膏检查模式
跳过单位
1
检查全部焊膏后贴装
以基板单位跳过贴装
2
检查全部焊膏后,以图案单位进行贴装 以图案单位跳过贴装
3
在进行贴装之前进行焊膏检查
以元件单位跳过贴装
贴装跳过控制的设定
当使因检查
NG
所致的贴装跳过有效时,将跳过控制设定为
ON
。默认值已经设定为
ON
,因此不
执行跳过控制时请设定为
OFF
。
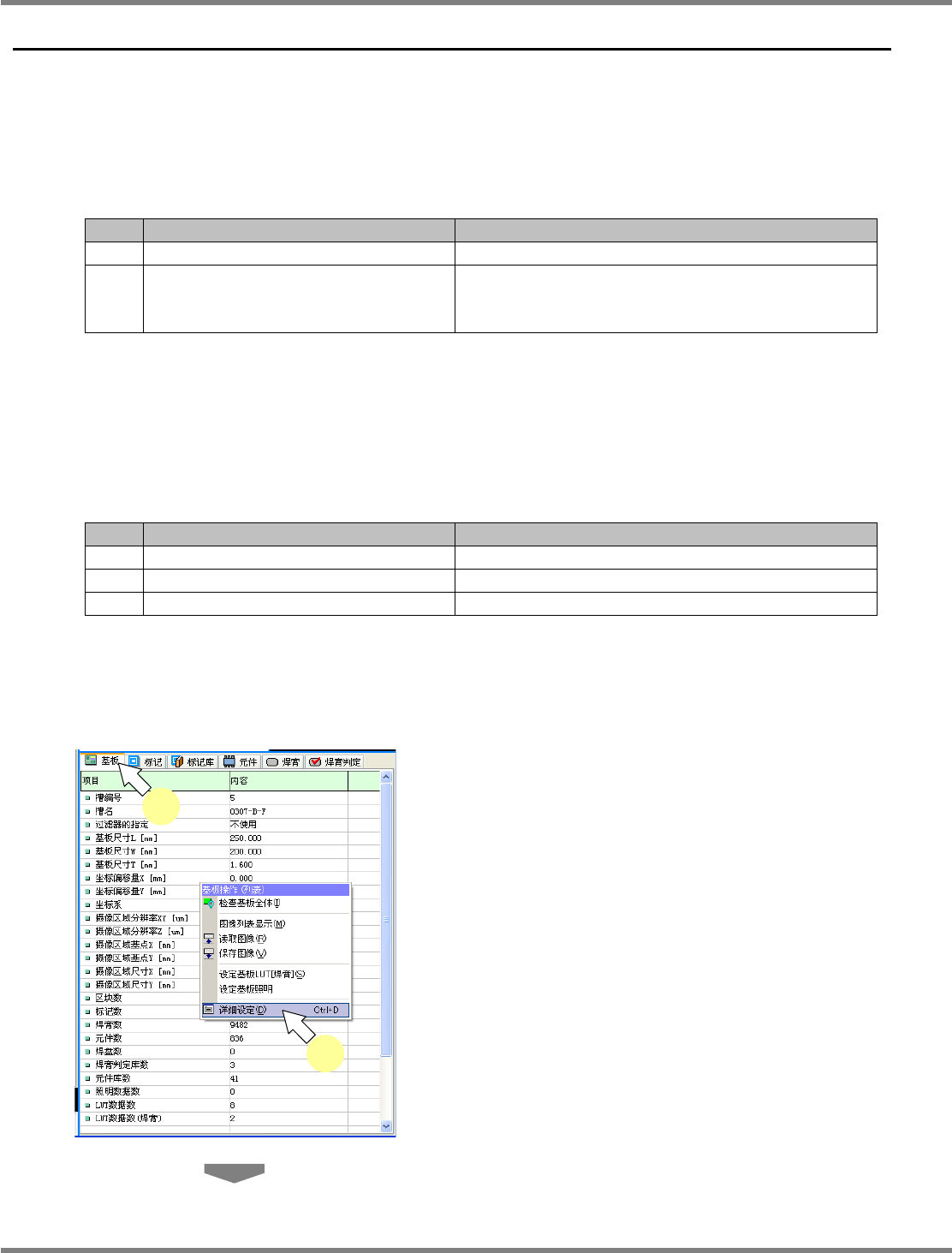
1
在列表上选择
[
基板
]
标签。
2
从列表右击后所显示的弹出菜单中选
择
[
详细设定
]
。
显示出
<
基板详细数据
>
画面。
2-87-C
1
2