DGS 2D检查编辑器__N7201A394C.pdf - 第179页
NPM-DGS 2D 检查编辑器 4.2 示教视图的弹出式菜单 EJS9AC-MB-04R-09 Page 4-31 C) 设定照明 通常,使用默认设定的 ‘ 标准照明 ’ 来进行检查。 以标准照明进行拍摄时,只有在识别 困难的情形下,切换到个别照明 后进行检查。 使用个别照明时,拍摄次数会增加, 且处理时间会变长,因此请最小 限度地使用。 1 点击 [ 个别照明 ] 。 将显示设定 4 种照明值的列表。 2 双击选择需要变更照明值…
NPM-DGS
2D
检查编辑器
4.2
示教视图的弹出式菜单
Page 4-30 EJS9AC-MB-04R-09
B)
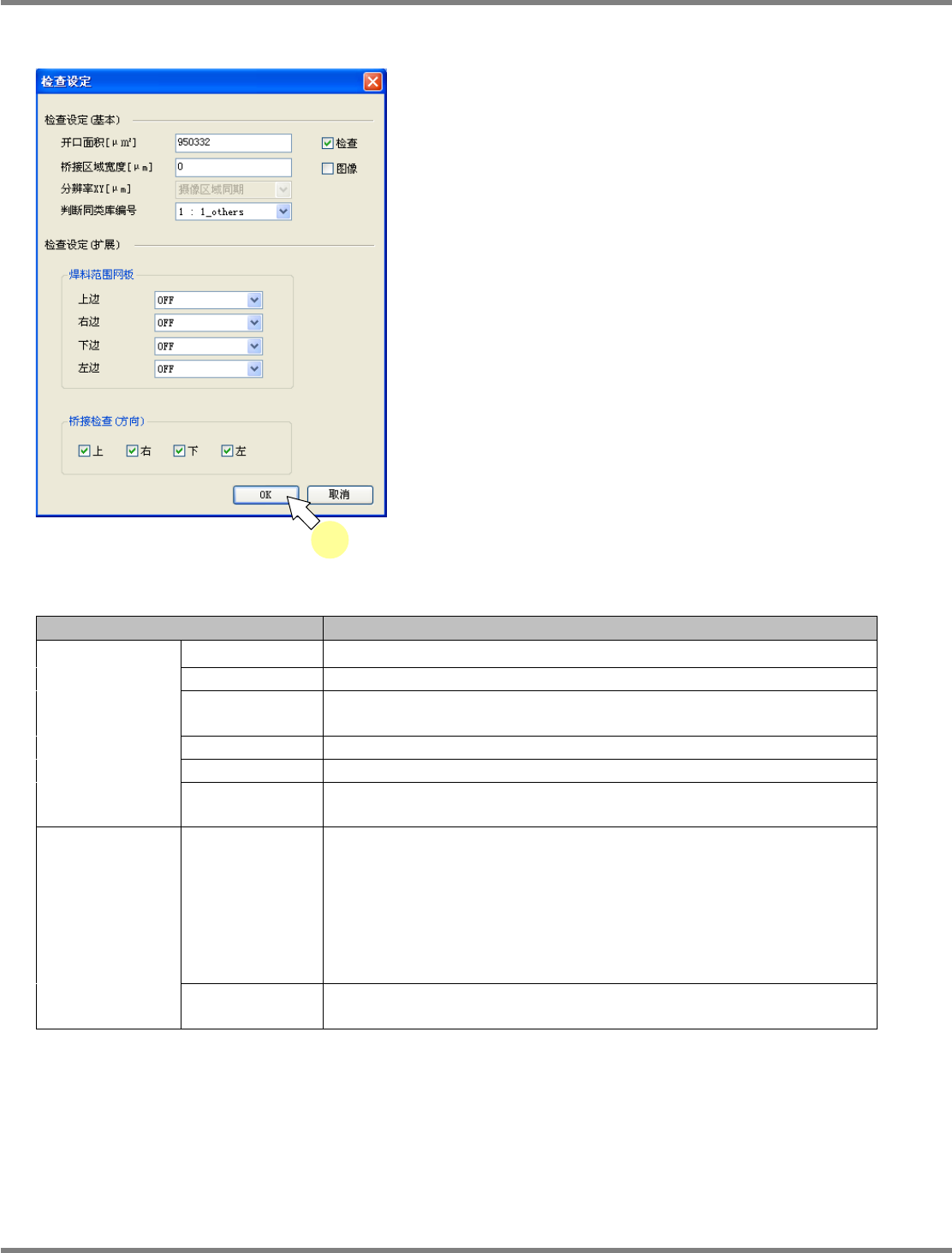
焊膏检查设定
1
进行各种设定后,点击
[OK]
。
将反映编辑结果,并关闭
<
检查设定
>
窗口。
设定项目,请参照下表。
检查设定项目
项目
内容
检查设定
(
基本
)
开口面积 显示所选择焊料网板的开口部面积。
桥接区域宽度 显示从桥接检查的焊料中心位置起的检查范围。
分辨率
XY
显示设定在焊料数据上的分辨率。
不能编辑。
判断同类库编号 显示与所选择焊膏相链接的焊膏判定数据。
检查 如果勾选复选框,即执行焊膏检查。
(ON:
执行检查、
OFF:
跳过检查
)
图像 如果勾选复选框,即保存在生产中指定的焊料的样本图像。
(ON:
保存、
OFF:
不保存
)
检查设定
(
扩展
)
焊料范围网板
上边
/
右边
/
下边
/
左边
显示焊料各边的焊料区域网板方法。
请从
OFF/
切割
/
过滤器中选择。
与焊料区域相重合的桥接检查区域,也实施同样的网板处理。
在焊料区域周围
(
指定区域
)
中适用下述处理。
• OFF:
不执行网版处理。
•
切割
:
不实施焊料抽出处理。
•
过滤器
:
在平滑处理后,执行焊料抽出处理。
桥接检查
(
方向
)
上
/
右
/
下
/
左
如果勾选复选框,即执行指定方向的焊料桥接检查。
(ON:
执行检查、
OFF:
跳过检查
)
4-2031
1
NPM-DGS
2D
检查编辑器
4.2
示教视图的弹出式菜单
EJS9AC-MB-04R-09 Page 4-31
C)
设定照明
通常,使用默认设定的
‘
标准照明
’
来进行检查。
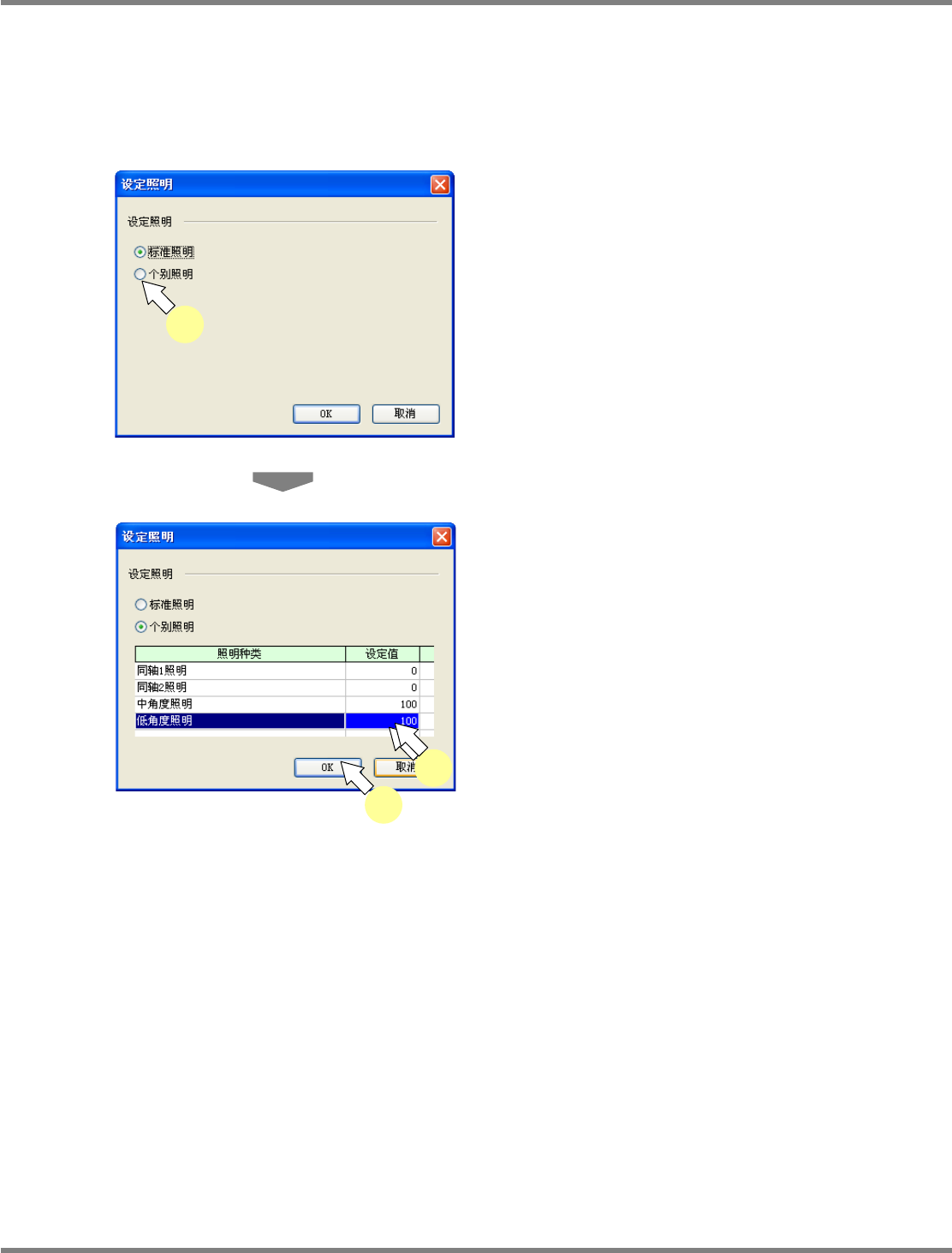
以标准照明进行拍摄时,只有在识别困难的情形下,切换到个别照明后进行检查。
使用个别照明时,拍摄次数会增加,且处理时间会变长,因此请最小限度地使用。
1
点击
[
个别照明
]
。
将显示设定
4
种照明值的列表。
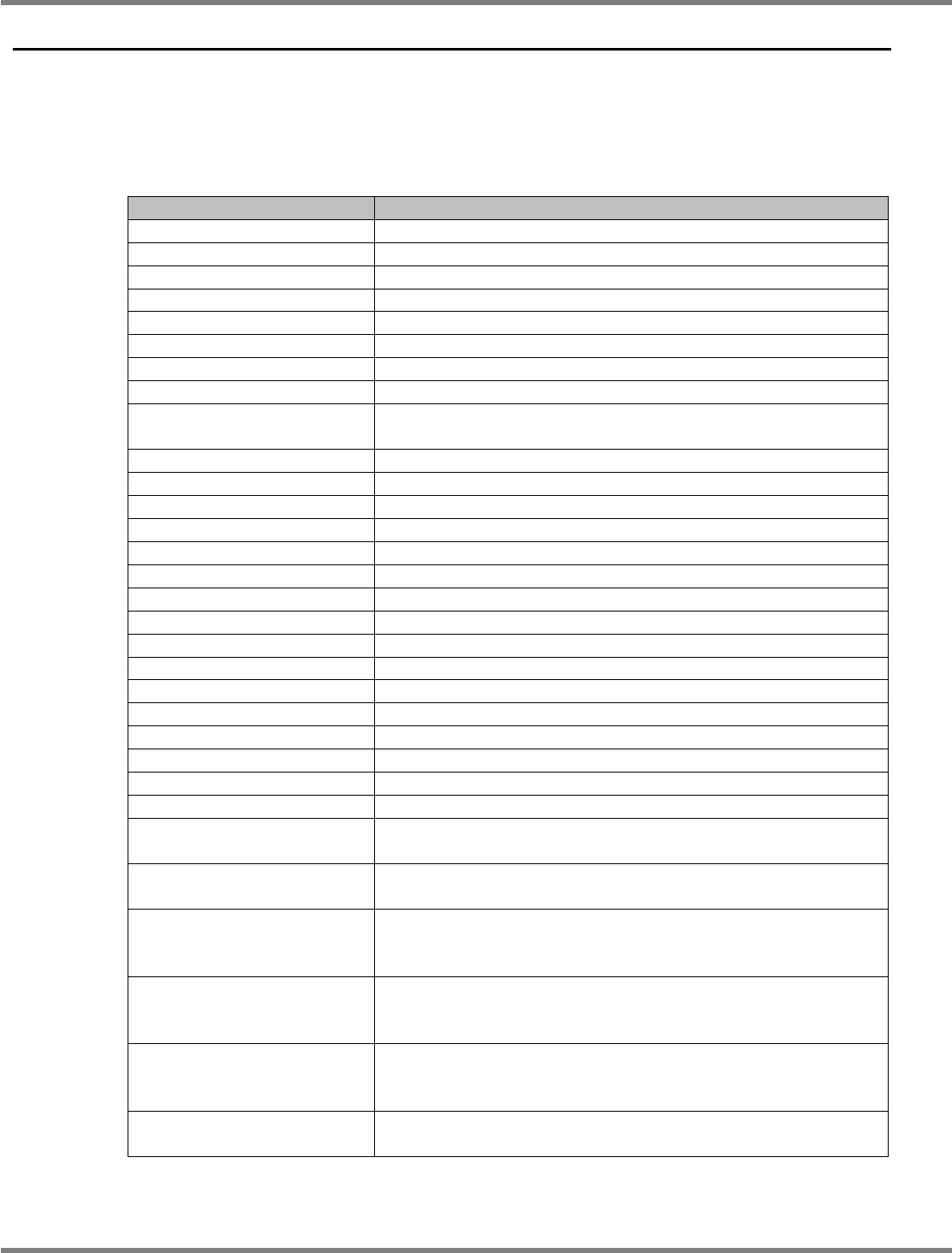
2
双击选择需要变更照明值的设定值后,
输入照明值。
3
完成了全部项目的设定后,点击
[OK]
。
将关闭
<
设定照明
>
窗口。
4-2032
1
4-2033
2
3
NPM-DGS
2D
检查编辑器
4.3
列表的详细内容
Page 4-32 EJS9AC-MB-04R-09
4.3
列表的详细内容
对编辑画面的列表进行详细说明。
4.3.1
基板列表
如果从列表中选择
[
基板
]
标签,则显示出与基板有关的数据。
项目
内容
槽编号
显示槽编号。
槽名
显示槽的名称。
过滤器的指定
显示过滤器的指定。
基板尺寸
L [mm]
显示基板尺寸
L (
长度
)
。
基板尺寸
W [mm]
显示基板尺寸
W (
宽度
)
。
基板尺寸
T [mm]
显示基板尺寸
T (
厚度
)
。
坐标偏移量
X [mm]
显示基板原点偏移量
(X)
。
坐标偏移量
Y [mm]
显示基板原点偏移量
(Y)
。
坐标系
显示坐标基准。
(
右内侧基准
/
右前侧基准
/
左前侧基准
/
左内侧基准
)
摄像区域分辨率
XY
显示检查头的分辨率。
(18μm / 9μm)
摄像区域分辨率
Z
固定为
“
摄像区域同步
”
。
摄像区域基点
X [mm]
显示摄像区域基点
(
左上
)
的坐标
(X)
。
摄像区域基点
Y [mm]
显示摄像区域基点
(
左上
)
的坐标
(Y)
。
摄像区域尺寸
X [mm]
显示摄像区域的尺寸
(X)
。
摄像区域尺寸
Y [mm]
显示摄像区域的尺寸
(Y)
。
区块数
显示区块数量。
标记数
显示标记总数。
(
基板标记、不良标记
)
焊膏数
显示焊膏数。
元件数
显示元件总数。
焊盘数
显示焊盘数。
焊膏判定库数
显示焊膏检查用的判定库数量。
元件库数
显示元件的品种数量。
照明数据数
未使用
(
经常为
0)
LUT
数据数
显示元件检查用基板共通
LUT
的注册数量。
LUT
数据数
(
焊膏
)
显示焊膏检查用的基板共通
LUT
的注册数量。
APC-FF
贴装控制
显示
APC-FF (
以焊膏检查结果为基础,执行贴装坐标补正的功能
)
的设定状态
(ON / OFF)
。可通过双击设定
ON / OFF
。
APC-FF
检查控制
显示
APC-FF (
以焊膏检查结果为基础,执行元件检查坐标补正的
功能
)
的设定状态
(ON / OFF)
。可通过双击设定
ON / OFF
。
APC-FF
检查控制
(
他社
AOI)
显示
APC-FF (
以焊膏检查结果为基础,执行其他公司元件检查坐
标补正的功能
)
的设定状态
(ON / OFF)
。可通过双击设定
ON /
OFF
。
APC-FF
补正模式
显示
APC-FF
控制的坐标补正模式。
(
贴装单位
/
图案单位
/
图案单位
– 2
点补正
)
可通过双击设定坐标补正模式。
APC-FF
贴装单位补正_平均值
应用偏离阈值 [mm]
显示是否适用
APC-FF
所计算的补正量的限制值。
(
将以图案单位
求算的补正量平均值视为中央值,当没有包含在中央值
±
限制值的
范围内时,适用图案平均值。
)
APC-FB
印刷控制
显示
APC-FB (
反馈给焊膏检查结果的印刷机
)
控制的设定状态
(ON / OFF)
。可通过双击设定
ON / OFF
。