DGS 2D检查编辑器__N7201A394C.pdf - 第40页
NPM-DGS 2D 检查编辑器 1.6 关于检查头和贴装头的动作 Page 1-20 EJS9AC-MB-01R-06 重新放入动作 重新放入的目的有下述两种。在这里 对针对各个目的的动作进行说明 。 No. 目的 动作顺序 1 重新检查 重新检查修理过的基板。 为了防止二次灾害所致的事故, 基本上对所设定的元 件及检查项目全部实施检查。 但是, 指定了贴装优先顺序的元件, 可以推测这些元件属于类似 护屏元件等拥 有上下关系的元件…
NPM-DGS
2D
检查编辑器
1.6
关于检查头和贴装头的动作
EJS9AC-MB-01R-06 Page 1-19
4.
吸头动作
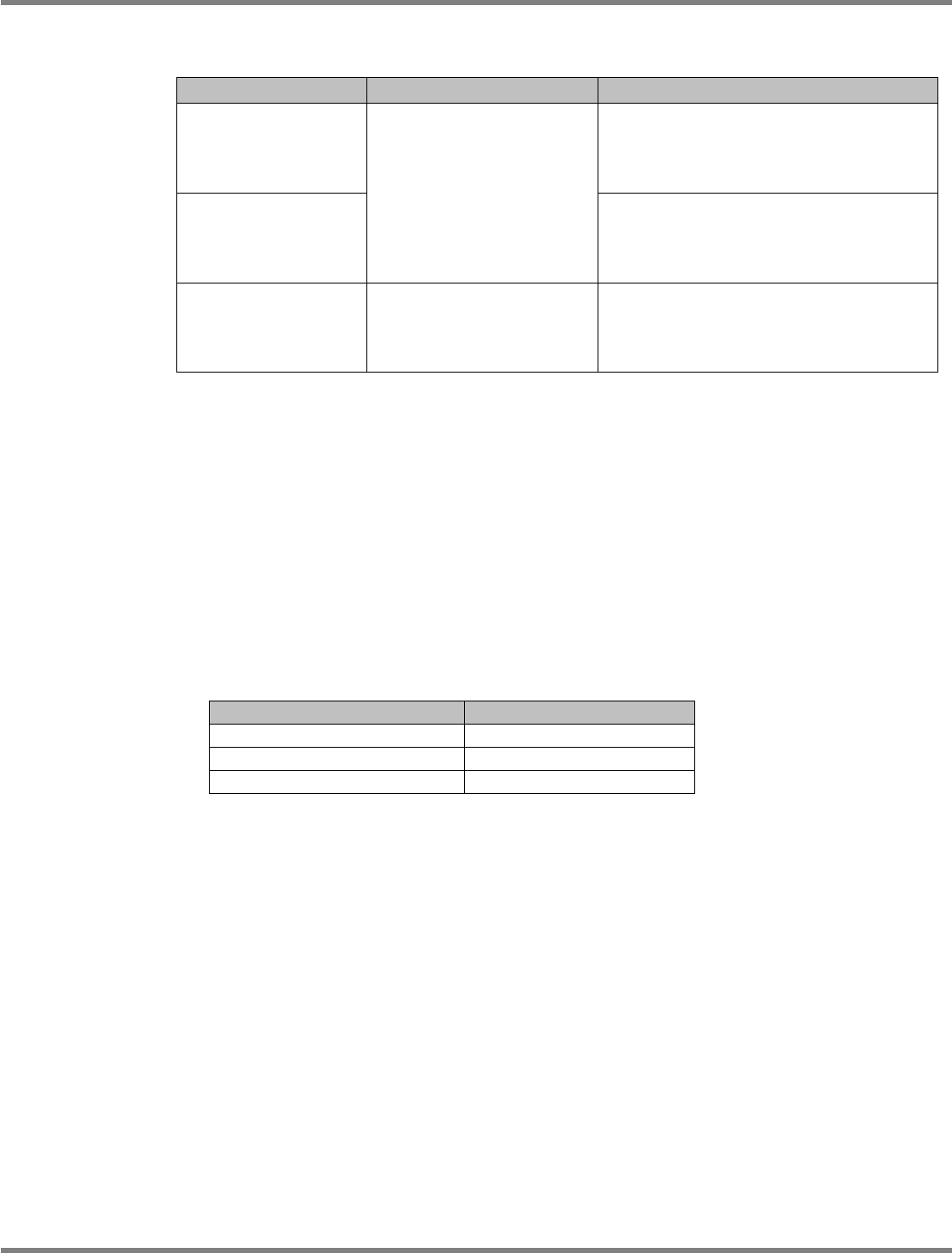
在各作业下,的吸头动作如下表所示。
对象作业
检查
/
贴装顺序
限制
焊料全检查后的贴装
以最短的能够拍摄检查用图
像的顺序来对基板的焊料进
行全部检查。
以最短的能够贴装的顺序进
行贴装。
拍摄图像、焊料检查的顺序
和贴装的顺序不相关。
在没有完成基板上的焊料检查的情形下,不
会开始贴装。
在焊料检查下,即使存在只存在一处
NG
,
即不会对
“
基板整体
”
实施贴装。
焊料全检查后的图形单
位贴装
在没有完成基板上的焊料检查的情形下,不
会开始贴装。
在焊料检查下,即使存在只存在一处
NG
,
也不会对
“
存在
NG
的图形
”
实施贴装。
紧接贴装之前的焊料检
查
交替进行检查和贴装。基本
上,在最佳化后的贴装旋转
动作间
(
吸附时的空白时间
)
拍摄检查用图像。
只能够贴装检查结果确定的元件
(
1)
。
不会对焊料检查为
NG
部位上的元件执行贴
装
(
2)
。
(
1)
判定检查
NG
时,在输入完过判定为止的期间内,与该焊料相关的贴装处于待机状态。但是,
能够先完成贴装旋转前检查的旋转图像的拍摄。
(
2)
判定为
NG
的
“
焊料
”
,将会在搬出基板后在修理传送带上被修正,而在修理传送带之后的设备
上贴装的元件,则会被贴装。
变更了本选购件时,必须进行最佳化。
350mm
<
基板搬送尺寸 ≦
510mm
的基板,存在下述限制。
1.
检查方式为分割
(
供给
2
次
)
检查。
2.
不应对基板的往复处理。
3.
请务必选择紧接贴装前的焊料检查。
4.
跳过检查为
NG
部位的元件贴装功能存在如下表所示的限制。
执行分割时的限制
NG
跳过种类
限制
以基板为单位而跳过
有
(
不发挥功能
)
以图形为单位而跳过
有
(
不发挥功能
)
以元件为单位而跳过
无
(
发挥功能
)
NPM-DGS
2D
检查编辑器
1.6
关于检查头和贴装头的动作
Page 1-20 EJS9AC-MB-01R-06
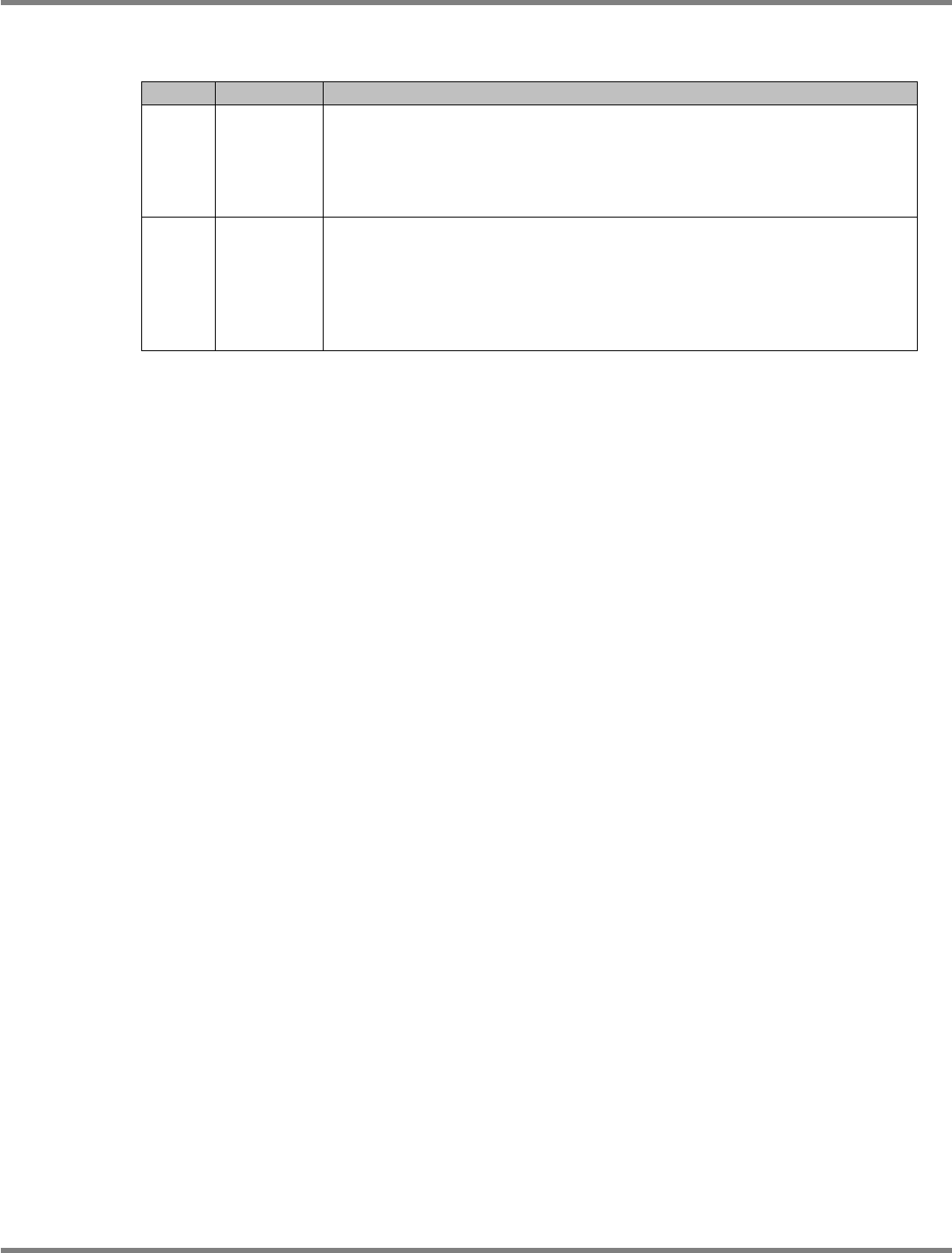
重新放入动作
重新放入的目的有下述两种。在这里对针对各个目的的动作进行说明。
No.
目的
动作顺序
1
重新检查
重新检查修理过的基板。为了防止二次灾害所致的事故,基本上对所设定的元
件及检查项目全部实施检查。
但是,指定了贴装优先顺序的元件,可以推测这些元件属于类似护屏元件等拥
有上下关系的元件。类似屏蔽等元件,如果之后实装的元件判定为
OK
,那么
基本上不能拍摄之前贴装的元件。因此,会自动跳过检查。
2
重新贴装
重新贴装是与贴装头的条件基本相同的思考方式。
如果设置了重放传送带,即会自动搜索拥有重新实装可能性的元件
(
检查头判
定为
NG
的元件
)
,并询问操作员是否用贴装头进行贴装。请根据此时的画像
进行判断,并执行贴装。
但是,在没有准备重放传送带的情形下,以及在检查头和检查头以外的对象头
上贴装元件时,请从生产线的最上游搬入面板,并在机器上执行条件贴装。
重新放入动作,仅在最后的设备上实施元件检查之际可应对。
在焊料检查下,不存在重新放入动作。
NPM-DGS
2D
检查编辑器
EJS9AC-MB-02R-08 Page 2-1
2.
生产数据的编辑
在通过数据制作系统
NPM-DGS
制作的
NPM
生产线数据上添加进行检查所需要的数据。
在本章中,对该生产数据的编辑进行说明。