TR7500QE_Software_ch_v3.0_20171101.pdf - 第111页
Test Research, Inc. TR7500Q E User Gu ide – S o f twar e 88 2. 當選擇 Absolute (um) – 絕對高度 ( um) :設定元件側邊與 浸濕長度所圍出 來的 檢查框 ( 如浸濕長度 示意圖的紅 色虛線 ) 內, 高度值範圍 50%~90% 的平均高度 值。 – 軟銲 ( %) :同上方 的軟銲 ( %) 說明。 浸濕長度:設定爬錫端浸濕狀態的長度,預設為 150u…
Test Research, Inc.
TR7500QE User Guide–Software 87
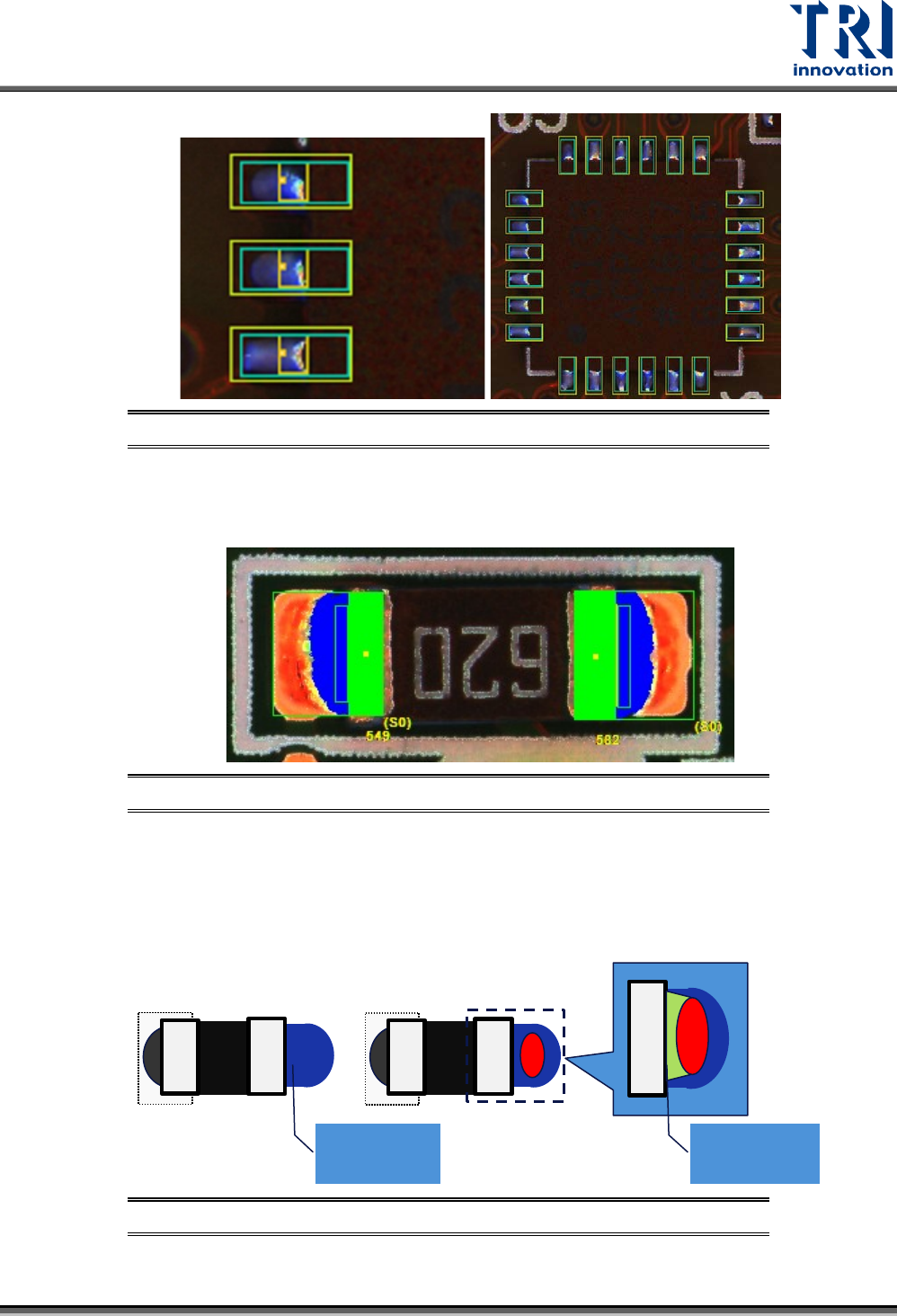
圖 138:3Dsolder 框 – Hidden Lead 元件類型 – 放置位置範例
電極端絕對高度:設定元件本體電極端的絕對高度。
電極端相對高度:設定元件本體兩端電極端的相對高度。如下圖所示,此元件的相對高度
為 582-549=33。
圖 139:3Dsolder 框 – 相對高度
錫區高度測試模式:選擇使用 Percent(%)或 Absolute(um)。
1. 當選擇 Percent(%)
– 絕對高度(%):絕對高度(um)與電極端絕對高度或引腳高度的比值。
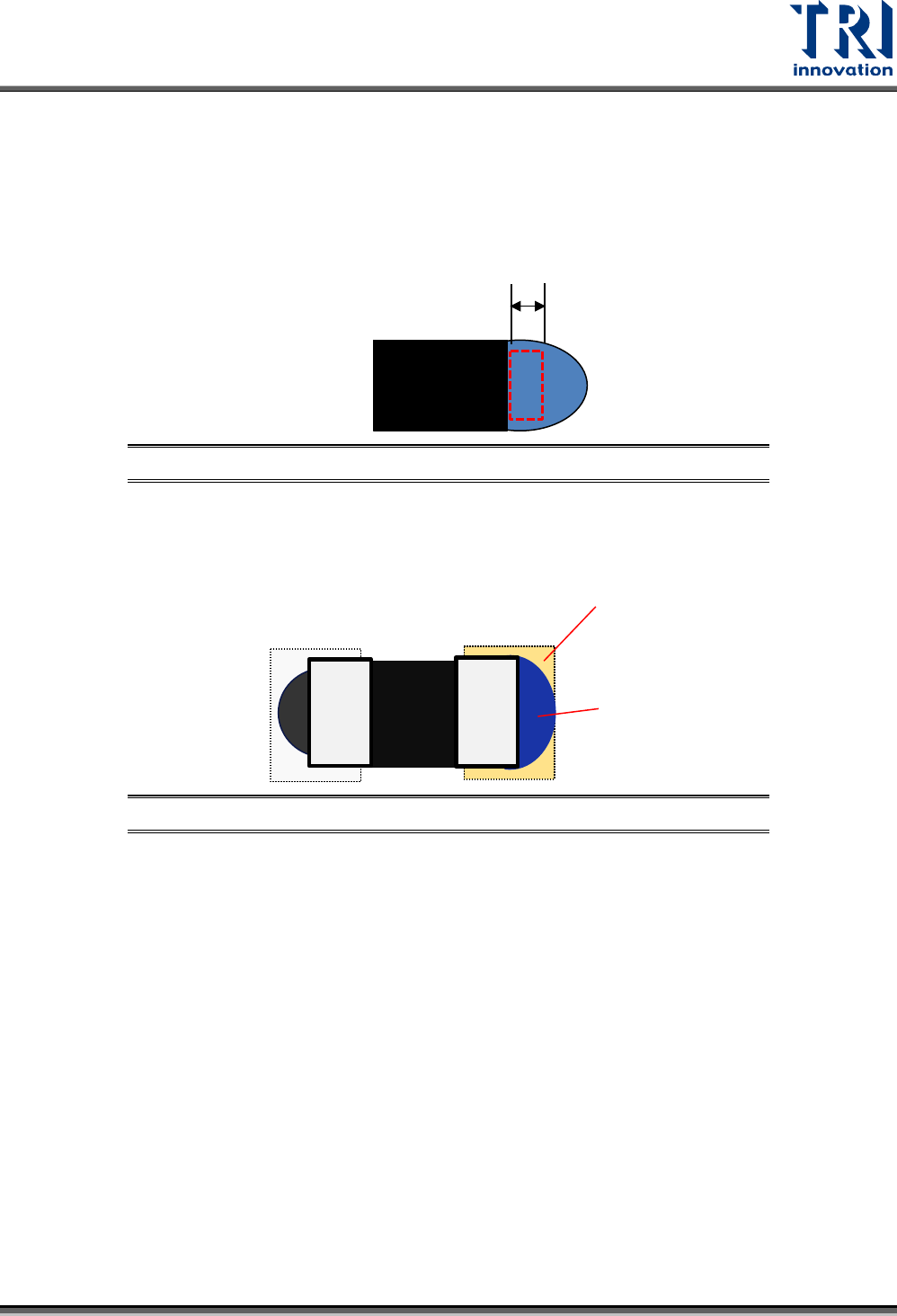
– 軟銲(%):設定有效爬錫的面積百分比。如下圖所示,軟焊百分比為 B/A。若爬錫無
紅色區域,則 B=A,即代表軟焊(%)為 100%。
圖 140:3Dsolder 框 – 軟焊(%)
– 最大爬錫高度:設定爬錫的最大高度,預設是 500um。
整體錫區面積
(A)
有效爬錫面積
(B)
Test Research, Inc.
TR7500QE User Guide–Software 88
2. 當選擇 Absolute(um)
– 絕對高度(um) :設定元件側邊與浸濕長度所圍出來的檢查框(如浸濕長度示意圖的紅
色虛線)內,高度值範圍 50%~90%的平均高度值。
– 軟銲(%):同上方的軟銲(%)說明。
浸濕長度:設定爬錫端浸濕狀態的長度,預設為 150um。此設定會影響計算絕對高度(%)。
圖 141:浸濕長度示意圖
焊盤模式:選擇使用自動(Auto)或手動(Manual)。
未沾錫焊盤(%):設定未沾錫焊盤的比例。如下圖所示,未沾錫的部分為 A,沾錫的部分
為 B,而未沾錫焊盤的百分比等於 A/(A+B)。
圖 142:未沾錫焊盤(%)參數示意圖
參數類型:選擇使用 UserDefine 或者 IPC Class。
方向:選擇 Sigle 或者 Multi。Single 代表僅測試單方向的爬錫,而 Multi 是測試三方向的
爬錫。
進階參數與其對應的合格標準
端點偏移值:設定元件編緣端點的偏移值。
依焊盤定位:利用焊盤位置進行定位。
依本體框為爬錫面:以本體框的邊緣當作爬錫的最終端。
電極端光源:選擇檢測電極端的光源。
導腳切割方式:選擇依 Lead、Pin、Cliff 或 Auto。
• By Lead:以 Lead框為導腳區域。
備註:Pin 群組必須要有 Lead框且作連結。
• By Pin:以 Pin 框與 3DSolder 框交疊處為導腳區域。
• By Cliff:以投影法找出與本體垂直方向最大高度差處為導腳尾端點。
• Auto:依據檢框內的高度結合 2D 影像自動分割最大邊界差異處為導腳尾端點。若高
度資料或 2D影像段差不明顯,此法可能無法取得正確引腳座標。(此為預設值)
浸濕長度(µm)
A
B
Test Research, Inc.
TR7500QE User Guide–Software 89
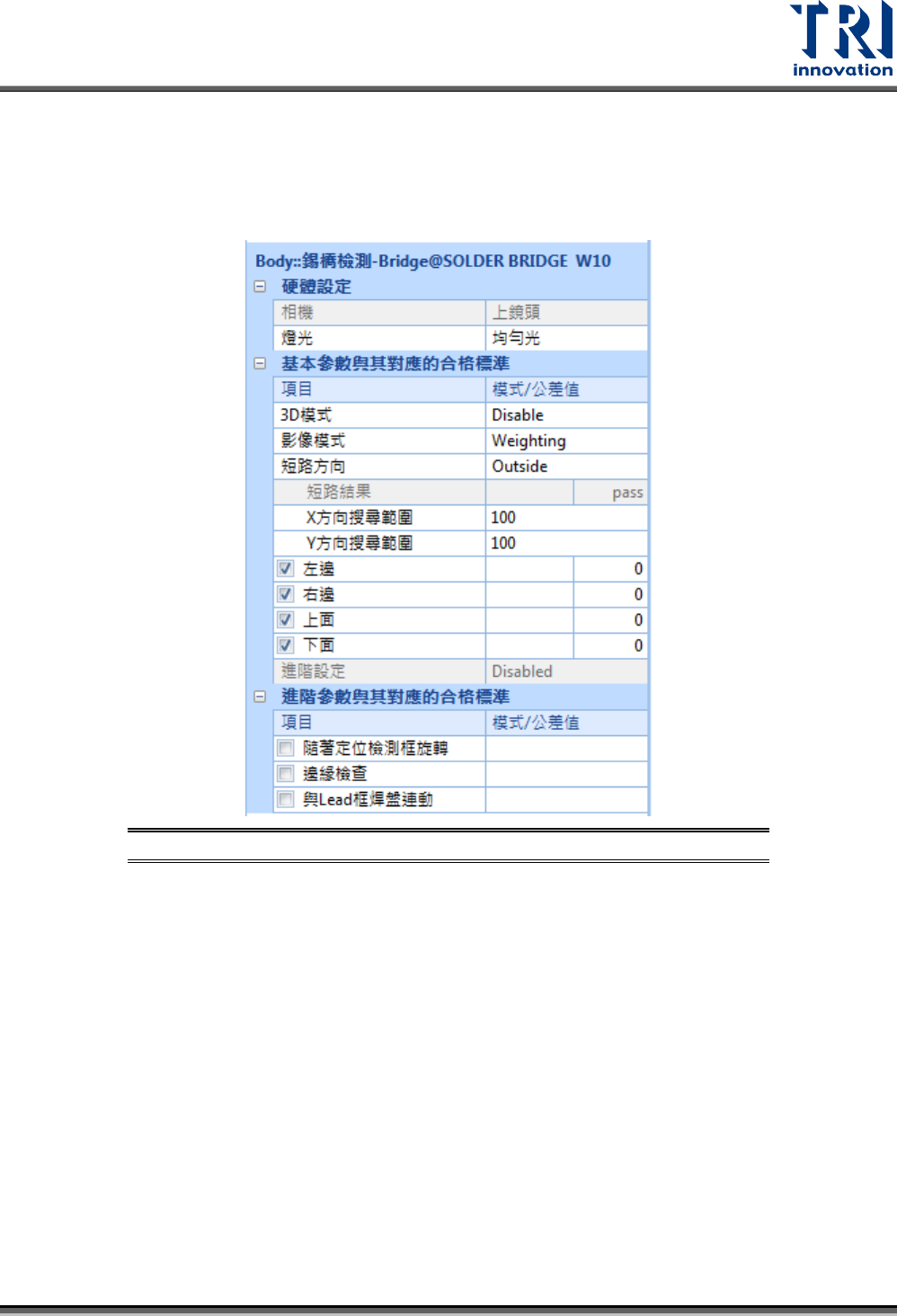
3.6.3 錫橋檢測(Bridge)框
4) 用途:測試元件間是否有錫橋產生而導致短路,一般常用來檢查積體電路元件導腳間的短路。
5) 檢測原理:以檢測框邊界往內或往外計算是否有連續的亮點。
6) 參數設定畫面與說明:
圖 143:錫橋檢測框參數設定畫面
硬體設定
相機:顯示目前檢測框所在的相機位置。
燈光:選擇使用均勻光、錫形燈源、低角度燈源或者白燈,預設為錫形燈源。
基本參數與其對應的合格標準
3D 模式:開啟或關閉 3D 模式。
− 顯示模式:選擇使用 2D Image 或者 3D HeightMap。
影像模式:選擇影像的比對方式為權重法、色彩空間法或 RGB 法,預設為權重法。
短路方向:選擇 Outside 或者 Inside 方式進行檢測。
− 當選則為 Outside 時,不須設定容許值,系統判定將以檢測框到搜尋範圍內有連續亮
起的顏色視為錫橋存在,而判定為不良。
− 當選則為 Inside 時,可以設定短路長度值,當檢測結果值小於或等於容許值時視為合
格,反之,大於容許值為不良。
左邊、右邊、上面與下面:勾起表示進行該方向測試。
進階參數與其相對應的合格標準
隨著定位檢測框旋轉:檢測框除了會隨著定位檢測框(有代料影像的檢測框,如 PatMatch、