TR7500QE_Software_ch_v3.0_20171101.pdf - 第230页
Test Research, Inc. TR7500Q E User Gu ide – S o f twar e 207 圖 317 : [ 周邊 設備 ] 頁籤面板 周邊設備 – 目檢機:選擇目檢機的 廠牌與相關設定。 – 印表機:設定印表機相 關的設定。 圖 318 :印 表機設定視 窗 – 支撐銷:啟用 氣壓式支撐銷 來解決板彎問題。 詳細設定請 參閱 支 撐銷 功能 文件 。
Test Research, Inc.
TR7500QE User Guide–Software 206
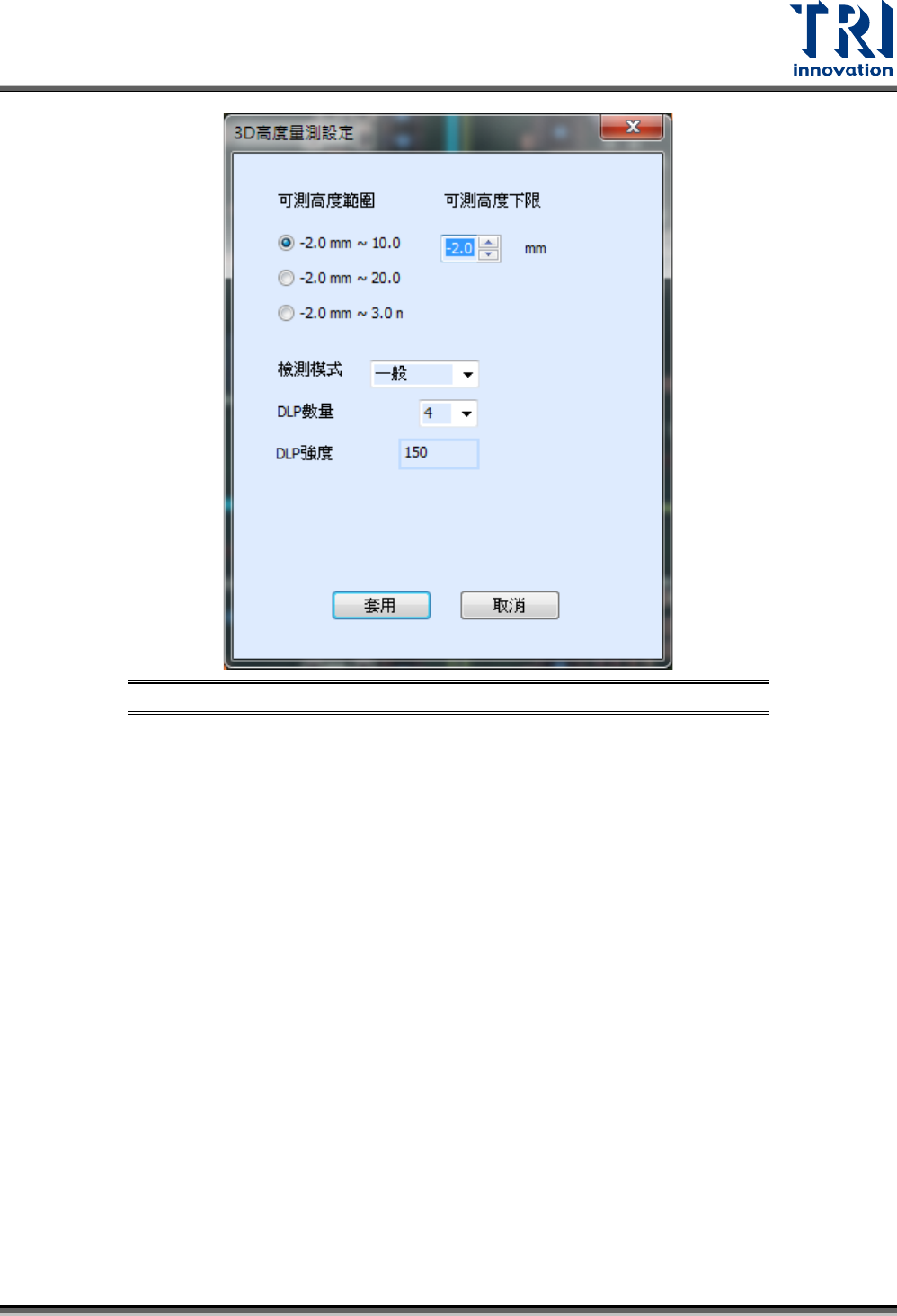
圖 316:3D 高度量測設定視窗
可測高度範圍:選擇可測的高度範圍。一般預設是可測高度下限到 10.0mm。當可
測高度越高,代表使用越粗的條紋光,但精度就會越差;反之,當可測高度越低,
代表使用越細的條紋光,而精度就會越好。因此,使用者可以依據需求選擇適當的
範圍。
可測高度下限:設定可測高度的下限高度(預設為-2mm)。一般而言,當有板彎而
導致 3D base無法正確找出時,可以試著降低可測高度下限。
檢測模式:選擇使用一般(Normal)或者快速(Fast)進行檢測。當選擇一般時,除了
一般設定的條紋光以外,還為有一組較粗的條紋光來進行測試,以達到較佳的 3D
成像。而當選擇快速時,就會關閉這一組較粗的條紋光,僅用選擇的條紋光來進行
測試。
DLP 數量:選擇 DLP 數量,2 或 4 個。數量越多時會有較佳的 3D成像,但所需
的時間也比較久。
DLP 強度:設定目前 DLP 的光源強度。預設為 150。
熱鍵設定
– 熱鍵設定:定義元件資料庫時操作動作的熱鍵。
5.3.3 周邊設備
Test Research, Inc.
TR7500QE User Guide–Software 207
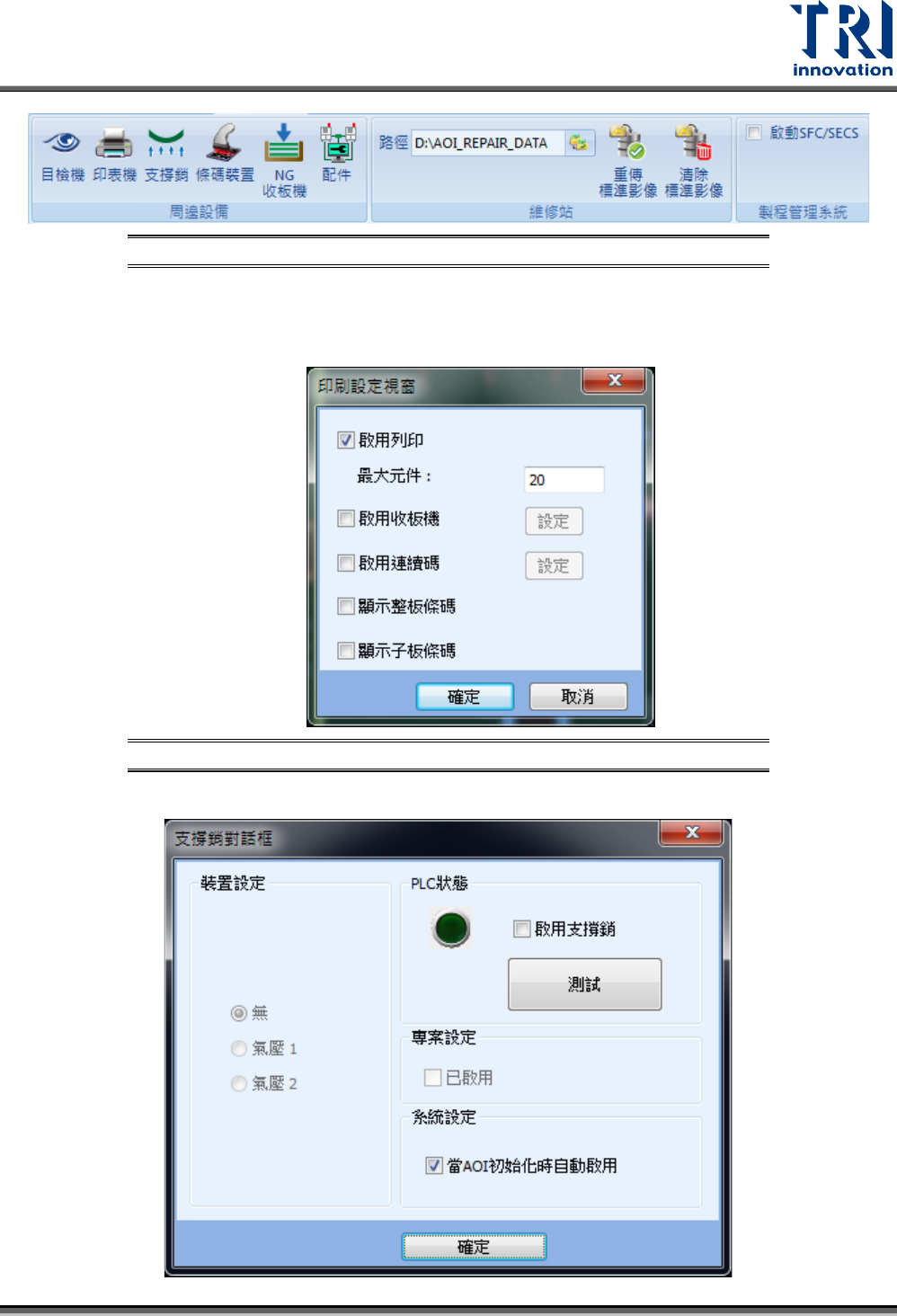
圖 317:[周邊設備]頁籤面板
周邊設備
– 目檢機:選擇目檢機的廠牌與相關設定。
– 印表機:設定印表機相關的設定。
圖 318:印表機設定視窗
– 支撐銷:啟用氣壓式支撐銷來解決板彎問題。詳細設定請參閱支撐銷功能文件。
Test Research, Inc.
TR7500QE User Guide–Software 208
圖 319:[周邊設備] – 支撐銷介面
– 條碼裝置:開啟條碼機功能設定視窗,請參閱 6.2。
– NG 收板機:連結特殊的收板機做連動。此功能為客製化功能,詳細設定請參閱收板機功
能文件。
– 配件:此選項為預留連接到其他裝置的設定,目前尚在開發中。
維修站
– 路徑:設定維修站的路徑。AOI 檢測完後會將檢測資訊丟到此資料夾供維修站轉檔使用。
– 重傳標準影像:將電路板的標準影像重新傳送到維修站。
– 清除標準影像:清除在維修站內的標準影像。
製程管理系統
– SFC/SECS 啟動:啟動製程管理系統時所需勾選的選項(此為客製化功能) 。詳細操作方式
請參閱 SFC操作手冊。
5.3.4 工具
圖 320:[工具]頁籤面板
檔案
– 匯出 AOI:輸出目前的 CAD 檔。
– AOI 檢查:進行 CAD 檔的比對,可將新增的元件加入到專案中。
– CAD 轉換器:進入到 Auto Convertor 介面視窗,請參閱 2.4。
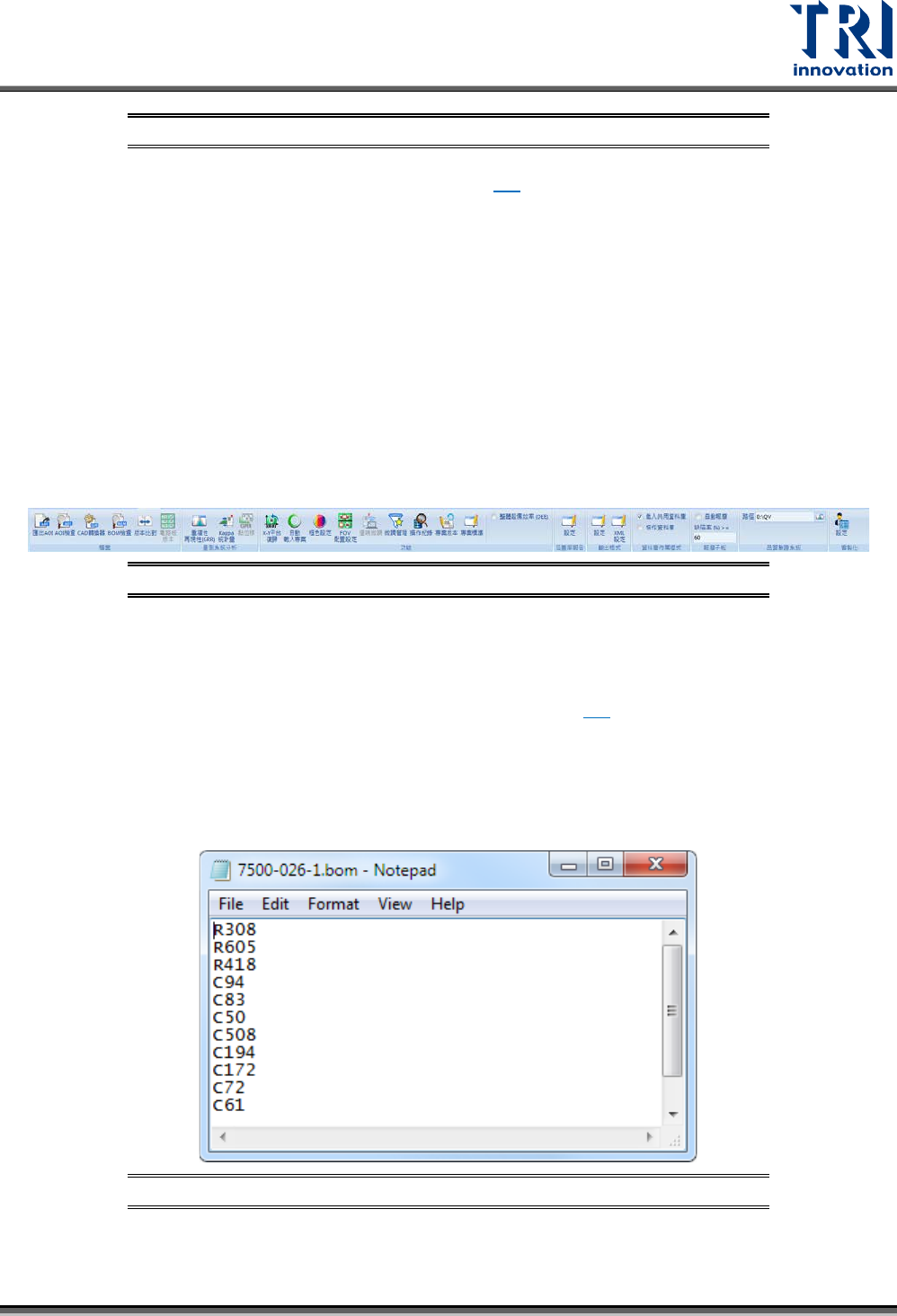
– BOM 檢查:進行物料清單的確認並檢測。一般的使用方式是,在開啟某個專案(*.prc)以後,
需要依照物料清單來選擇要測的元件。接著,點選此功能後,系統會跳出開啟檔案的視窗。
此時使用者須選擇開啟副檔名為.bom的檔案(其內容包含代測的料號,如下圖所示)後,系
統會自動依據 BOM 檔裡的料號進行檢測,而不在 BOM檔裡的料號將會被設定為忽略檢
測。
圖 321:BOM 檔內容格式
– 版本比對:進行同專案不同版本的比對。點選後會出現如下圖的介面視窗。使用者可以利
用版本選擇下方的下拉視窗選擇所要比較的兩個版本後,按下[比對],下方的空白地方即