PPS Pro version 8.2.pdf - 第111页
4022 591 98 247 User Manual 05.07 P PS-Pro v8.2 107 Guidelines for using PPS-Pro setting can be don e in the attributes of th e machin e in the ALE fil e , as fol lows : BadMarksRequireFiducials = “TRU E” 3.3.2.5 Pre-ass…

User Manual 4022 591 98247
106 PPS-Pro v8.2 05.07
Guidelines for using PPS-Pro
NOTE: If the attribute 'enableNeighborhoodRestrictions' is set TRUE and
components are overlapping a warning is given. The optimizer will continue
optimizing, taking this overlapping into account. Therefore, it is important
that the package dimensions length, width and height in the PSI-file are set
to the correct values. Important is that length and width are not switched.
If these values are incorrect (and the optimizer detects falsely overlapping
of components), the cycle time can increase significantly increase and
therefore output will be lost.
3.3.2 A-Series optimizer features
3.3.2.1 Alternate Feeding AQ-1
Alternate Feeding for the A-Series AQ-1 can be used for tray feeders. Other
feeder types are not supported.
3.3.2.2 Setting of production direction
This can be done by means of the ALE file machine attribute ‘ProductionDi-
rection’ to “RIGHT_TO_LEFT” or “LEFT_TO_RIGHT”. See manual ‘Description
ALE file’ 12NC 4022 591 98715’. Setting RIGHT_TO_LEFT can only be used if
the machine has been modified accordingly.
3.3.2.3 Using PlaceLast on A-Series lines
Before PlaceLast can be used it is important to define the line order of each
machine in the flowline. This can be done in the ALE file, for each machine
the machine attribute LogicalPositionInLine must be set according to the
position the machine has in line. (Integer numbers, first machine = 1, second
= 2 and so on)
For a part that must be placed specify YES in the PSI field Philips_PlaceLast.
The optimizer will assign those parts to the machine with the highest Logical
-
PositionInLine. If this is applied to a package then this works for all parts that
relate to the package. If more than one part is classified as PlaceLast then
these will be assigned to a list of last parts that the last machine has to place.
In general PlaceLast can be used to place shields with an AQ machine.
3.3.2.4 Badmarks require fiducials selection for A-Series Lines
Initially it is required to first measure PCB fiducials before badmarks can be
checked. For some applications no PCB fiducials are available, then it is
possible to check the badmarks immediately. The user should take care that in
the badmarks are large enough to reduce the chance of missing them. The
4022 591 98247 User Manual
05.07 PPS-Pro v8.2 107
Guidelines for using PPS-Pro
setting can be done in the attributes of the machine in the ALE file, as
follows:
BadMarksRequireFiducials = “TRUE”
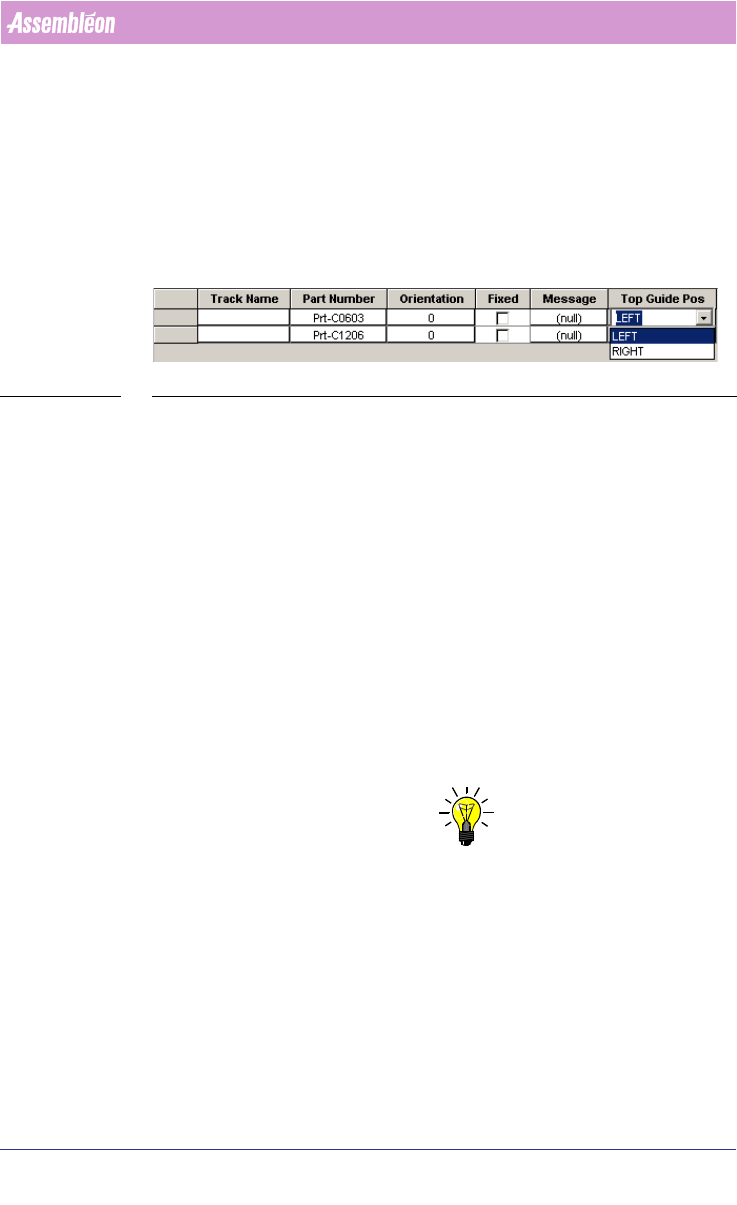
3.3.2.5 Pre-assignment of Feeder top-guide position
It is possible to assign or change the top-guide position in the CON file, two
values can be assigned ‘LEFT’ and ‘RIGHT’.
SCREEN 64 Top guide position
3.3.2.6 RTB/Line Balancer does not always assign components to
AQ machines
If the RTB or Line Balancer is used with the A-series (AQ) machines it can
happen that the RTB or Line Balancer does not assign components to AQ
machines. Via a work around (Fake nest) it is possible so the RTB/Line
Balancer will assign components. A workaround is described in the
Description ALE-file (12 nc 4022 591 98715)
3.3.2.7 Entering production fraction
If a combined product calculation is done (a calculation with multiple PCBs
selected) then it is possible to assign production fraction ‘weights’ to each PCB
that is a member of the combined product. PCB’s with a low fraction value
count less and get a lower priority, this means that the optimizer will allow a
longer production time, compared to PCB’s with a high fraction value.
NOTE: To set the production quantity/fraction the line optimizer should not be “No
optimizer” but to “Run Time Balancer”. For setting the line optimizer refer
to Installation Guide PPS-Pro v8.1 12NC 4022 591 98256. This does not
mean the RTB must be used.
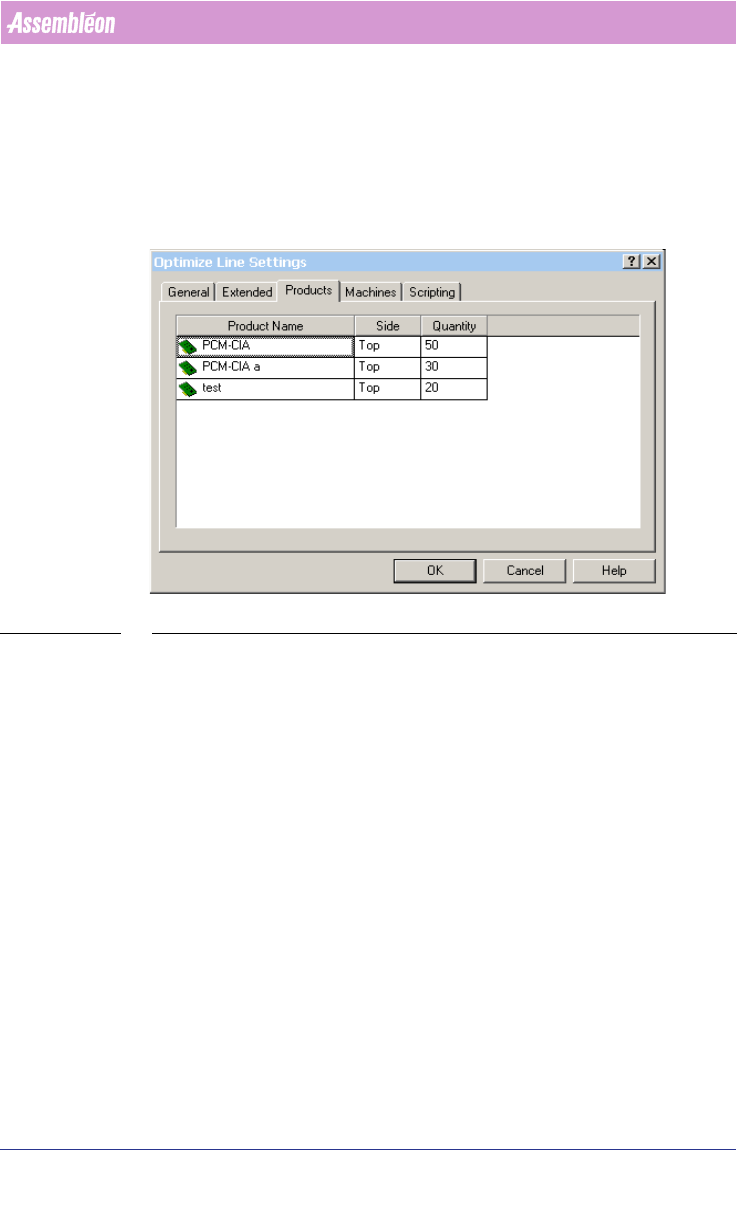
Production fraction can be set via the “Optimize Line” tab. By selecting the
“Settings”-button a new window (Optimizer Line Settings) is opened. If the
“Products”-tab is selected it is possible to enter the quantity per Product
(see
SCREEN 65 on page 108).
User Manual 4022 591 98247
108 PPS-Pro v8.2 05.07
Guidelines for using PPS-Pro
3.3.2.8 Toolbit - Alignment module compatability
Due to the various configuration possibilities of AX machines the user has to
take care that PSI toolbits can actually be used by the machine. If a package
has no toolbit that can be used in combination with any of the defined AX
alignment modules then an error message will be generated.
SCREEN 65 Setting production quantity
3.3.3 Vision methods of the AX machine
3.3.3.1 Artwork recognition on the AX machine
The AX machine has a method for board alignment called Local Mode (LAR),
which means that each placement robot (Standard & Compact) aligns its own
part of the PCB by means of measuring features on the PCB (such as pieces of
artwork). This board alignment method contributes to increased accuracy,
reduced cost of the transport system and lower production changeover times.
This strategy implies requirements on the quality of the artwork found on
PCBs.
(see 3.3.3.4 "Optimize AX machine(s) in LOCAL mode" on page 111)
Because it is not expected that all users can meet these requirements imme-
diately, the AX machine also supports the usage of traditional fiducials on
PCBs. This method is called Distributed mode (DSF). This method implies that
board alignment can be a combined effort of multiple placement robots.
(see
3.3.3.3 "Optimizing Ax machine(s) in DISTRIBUTED mode" on page 110).