N7201A706C.pdf - 第649页
EJM9DC-MB-13E-0 2 NPM-W X/WXS 操作键 结果 把托盘板移动到供给位 置。 把托盘板移动到吸着位 置。 把托盘板收纳在托盘箱。 把托盘板从托盘箱抽出。 更换托盘箱。 解除托盘箱安全盖。 供给部挡板打开 供给部挡板关闭。 托盘箱挡板打开。 托盘箱挡板关闭。 指示灯会灯亮。 指示灯会灯灭。 13-2-12 -2 E + + ● ■变更托盘板的移动速度 时 ■进行其他动作时 ■下表的确认方法 ( ※ 供给部挡板打开时…
EJM9DC-MB-13E-02NPM-WX/WXS
单元调整
托盘供料器的动作确认
13-2-12-1
A
B
D
C
1
2
1
A C DB
2
工程师手册
13-2-12
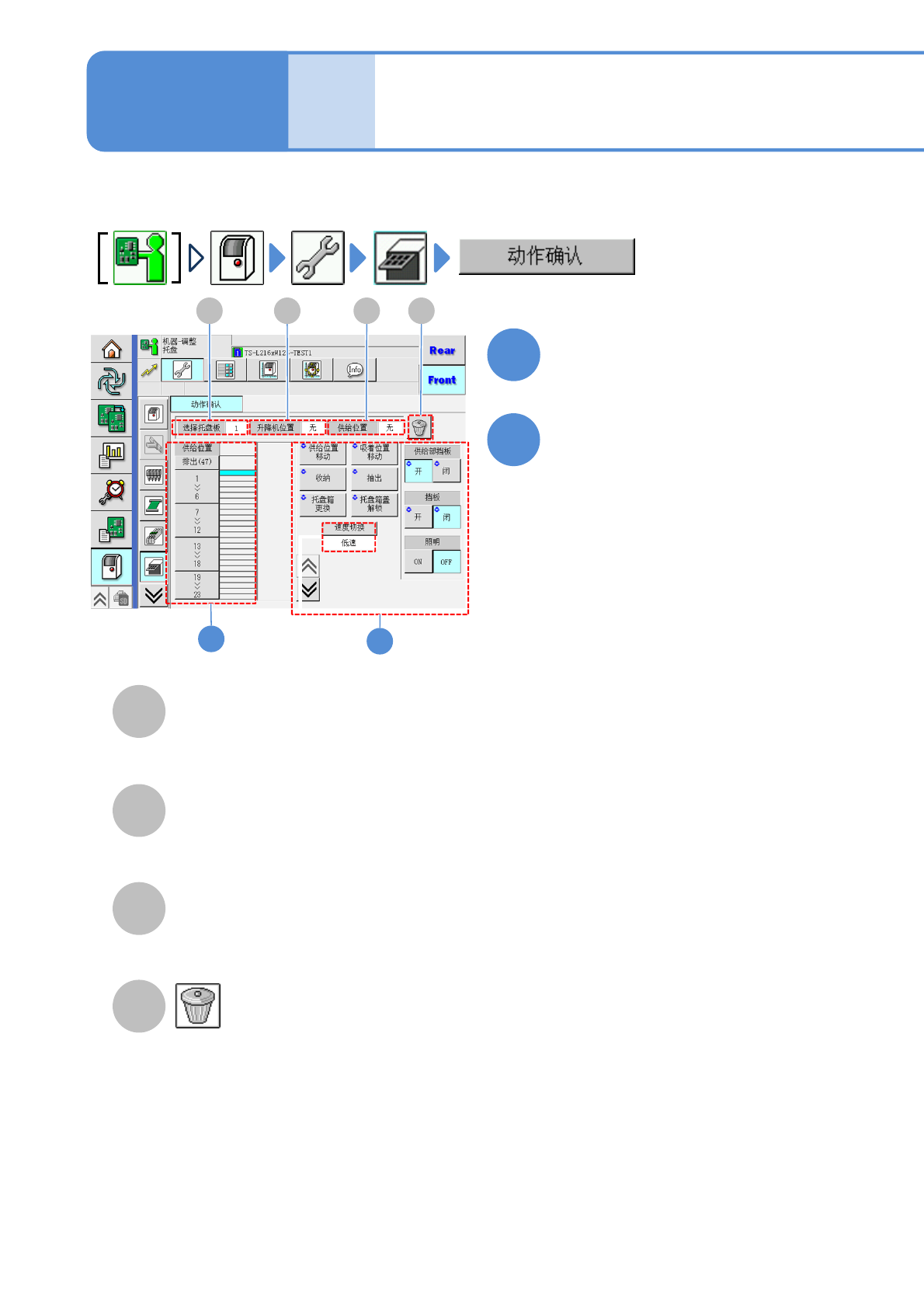
确认托盘供料器内的各种功能的动作。
选择托盘板
进行动作确认
升降机位置
升降机上的托盘板的编号。
选择「升降机位置」或者「供给位置」并
按下,该当栏目显示「无」。
选择托盘板
被选择的托盘板编号。
●排出托盘板,显示「21」。
供给位置
在供给位置的托盘板的编号。

EJM9DC-MB-13E-02NPM-WX/WXS
操作键 结果
把托盘板移动到供给位
置。
把托盘板移动到吸着位
置。
把托盘板收纳在托盘箱。
把托盘板从托盘箱抽出。
更换托盘箱。
解除托盘箱安全盖。
供给部挡板打开
供给部挡板关闭。
托盘箱挡板打开。
托盘箱挡板关闭。
指示灯会灯亮。
指示灯会灯灭。
13-2-12-2
E
+
+
●
■变更托盘板的移动速度时
■进行其他动作时
■下表的确认方法 (※供给部挡板打开时)
(供给部挡板开关)
选择托盘板的移动速度。
EJM9DC-MB-13E-02NPM-WX/WXS
13-3-1
机器参数
XY原点偏移量/
XY基准标记的确认
A
B
設備に設置されているフィーダーのメモリー情報を表示します。
XY原点偏移量
XY基准标记
B
A
工程师手册
13-3-1
B
BA
A
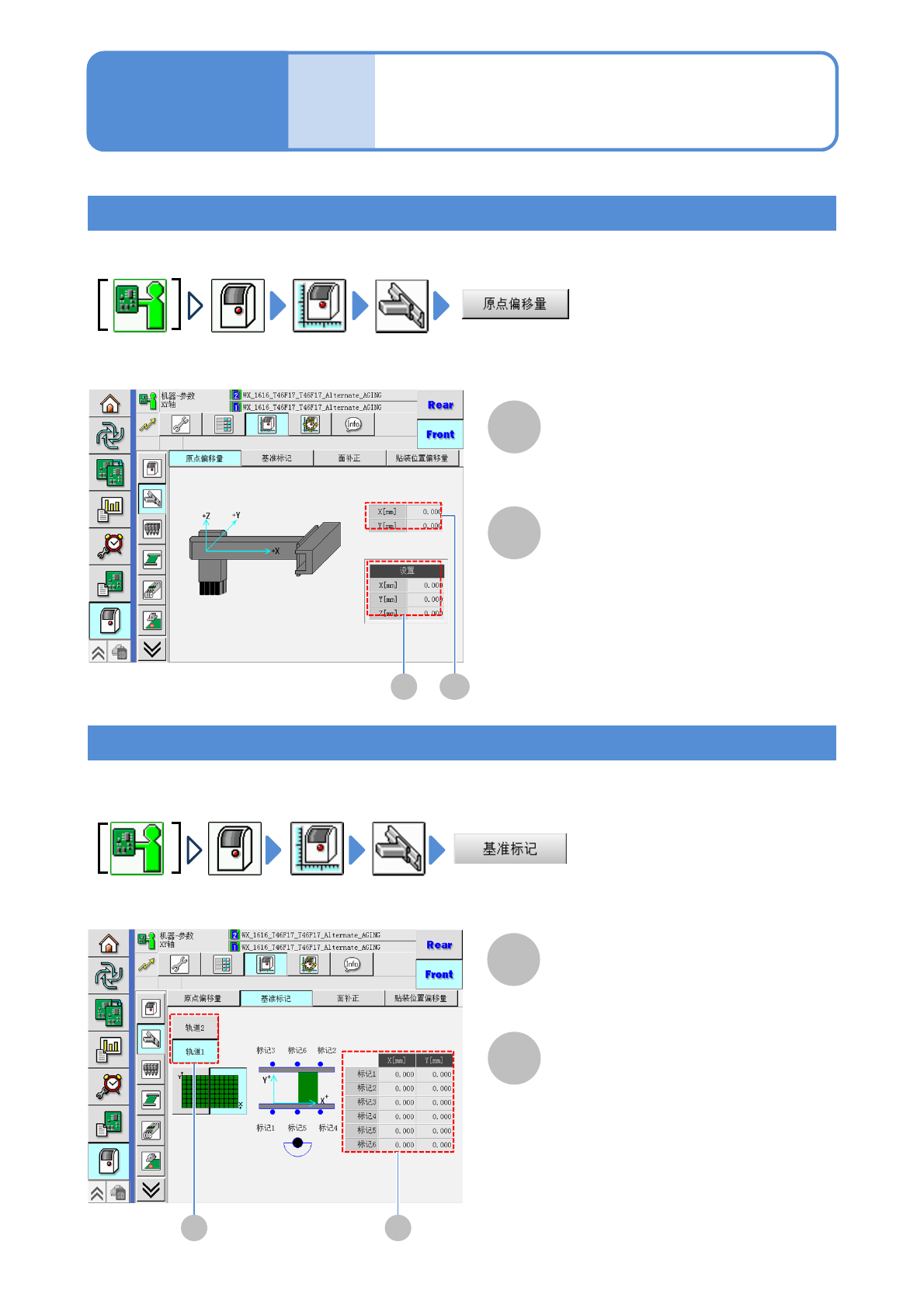
原点偏移量 X [mm] / Y [mm]
作为X轴、Y轴动作基准的各轴原点的偏
移值。
安装贴装头
X [mm] / Y [mm] / Z [mm]
安装贴装头时,作为X轴、Y轴动作基准的
各轴原点的偏移值。
确认X轴、Y轴的原点偏移值 (校准的结果)。
确认贴装头移动到XY 基准标记位置的偏移值 (校准的结果)。
基准标记坐标 X [mm] / Y [mm]
传送带的基准标记的X、Y坐标的偏移值。
选择轨道
使用双轨模式时,事先选择轨道。