BulkFeeder_Instruction_Rev05_C.pdf - 第12页
6 4-3 零件的供给 / 补充 可以到最后一个再补充零件(取出),但最好从下图所示的 2 个位置确认零件的剩余数量,在零 件用完前提早补充零件。 图 4.5 元件剩余数量的确认 在供给/补充零件的时候,请将新补充的散料盒的零件号码, 与安装在散料盒支架上的空的散料 盒的零件号码对照,如果一致,请按照下面的步骤补充零件。 步骤 (a)请确认接头盒与滚筒式卸料管之间没有间隙,如果存在间隙, 则零件可能会洒落。如果有间 隙时,请再次稍微用力…
5
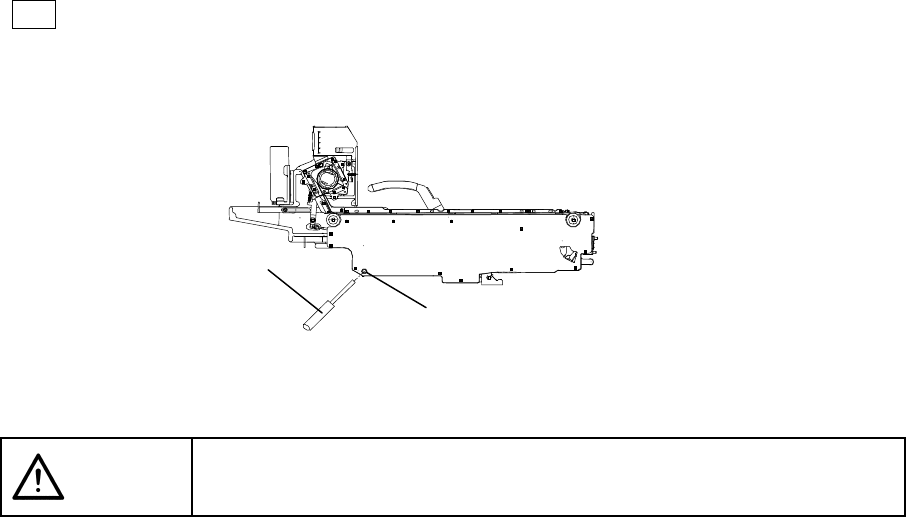
4-2 散装料供料器在台面上的放置方法
本装置直立放置于台面上。请根据需要进行各部位的检查以及清洁等。
步骤
(a)请将螺丝刀(长一些的螺丝刀)插入散装料供料器后面的支架孔(直径 7mm)。
(b)相对于散装料供料器,螺丝刀呈十字形插入的状态下放在台面上。这样就可以将散装料供料
器直立在台面上。
注意
请将螺丝刀充分插进旋钮的位置。如果插入不够可能会出现装置翻倒的现象。
图 4.4 装置的直立方法
支架孔
螺丝刀
6
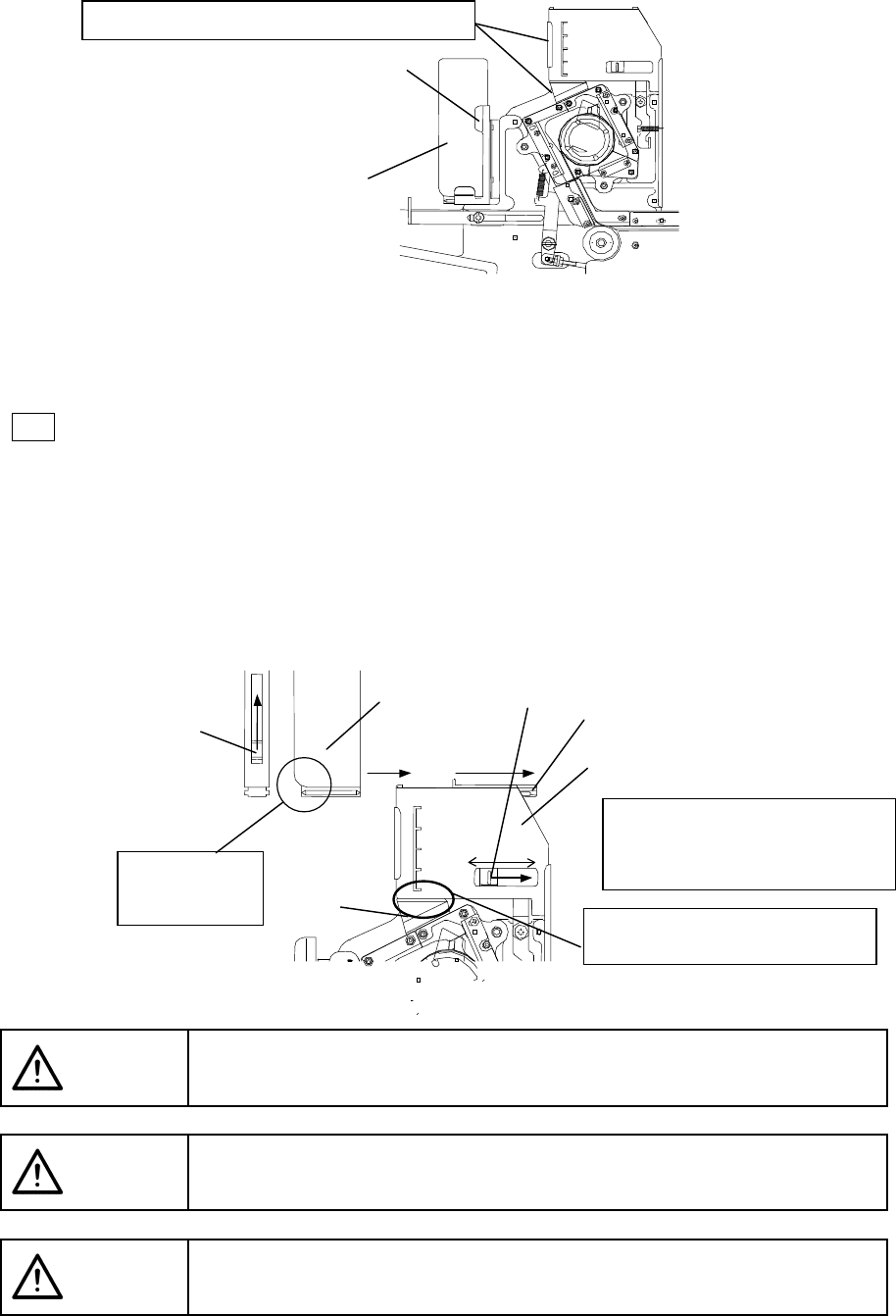
4-3 零件的供给/补充
可以到最后一个再补充零件(取出),但最好从下图所示的 2 个位置确认零件的剩余数量,在零
件用完前提早补充零件。
图 4.5 元件剩余数量的确认
在供给/补充零件的时候,请将新补充的散料盒的零件号码,与安装在散料盒支架上的空的散料
盒的零件号码对照,如果一致,请按照下面的步骤补充零件。
步骤
(a)请确认接头盒与滚筒式卸料管之间没有间隙,如果存在间隙,则零件可能会洒落。如果有间
隙时,请再次稍微用力地向滚筒式卸料管方向压紧接头盒,使接缝密合。
(b)打开接头盒的滑块,将接头盒按照箭头方向往里插入,打开接头盒的遮挡器,芯片部件流到
旋转轴整列部。
(c)如果接头盒的遮挡器在“关闭”位置时,请按照箭头的方向使其滑动后打开。
(d)将空了的散料盒从接头盒上拆卸下来,用力插入散料盒支架使其固定。(用于零件的对照确
认。)最后合上滑块。另外,贴在散料盒上的标签快要剥落时,在安装散料盒支架前,请用手指
按一下,使标签贴紧之后再安装在散料盒支架上。否则标签会剥落。
图 4.6 零件的补充
注意
芯片部件请务必使用“EIAJ 的散装用零件”。如果将传送带零件等拆卸后使
用,则可能会造成零件堵塞、送料错误。
注意
如果在支架上安装了可选配件的范围传感器,在后贮料器处安装了散装料供
料器,请暂时中断生产以后再补充零件。
注意
补充零件后,请务必从接头盒上将散料盒拆卸下来,再安装在散料盒支架上。
拆卸支架的安全罩时,有可能会发生相互影响的情况。
零部件剩余数量的确认位置
盒支架
散料盒
可从装置后面进行
确认
由于某些原因零部件洒落时,
请注意要将零部件全部排出,
避免零部件被绞进传送带中。
请确认接缝处没有缝隙。
遮挡器
散料盒
请注意散料
盒的方向。
散料盒遮挡器
滑块
接头盒
关
开
滚筒式卸料管
插入槽内
7
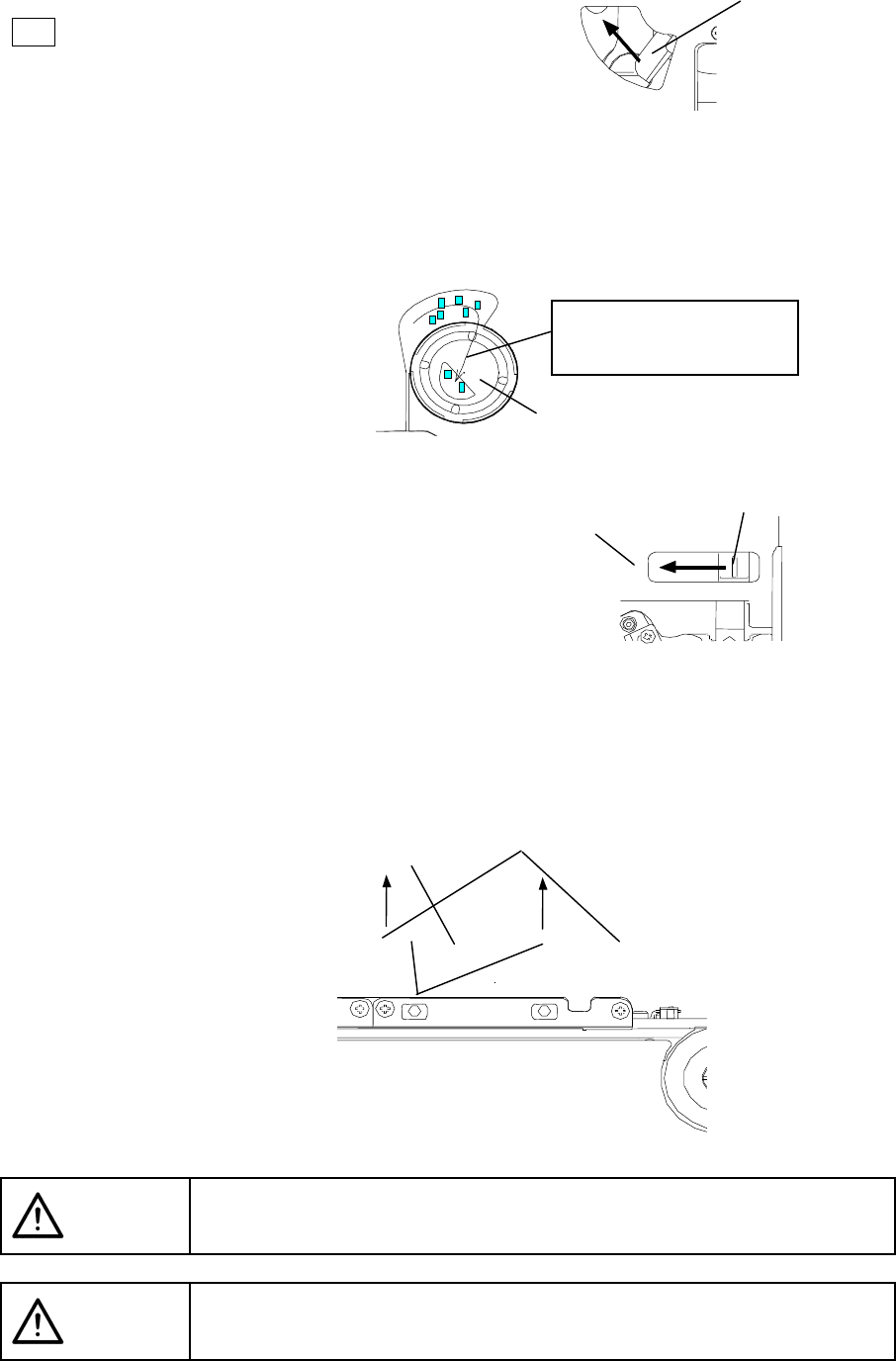
4-4 工序安排变更方法
步骤
(a) 将散装料供料器从贴片机上拆卸下来,
先通过顶出杆关闭 P.P 遮挡器,防止前端的零件飞出去。
图 4.7 防止零件飞出
<旋转轴整列部的零件的排出>
(b)放倒散装料供料器,一边左右摇动,一边向接头盒方向倾斜,将旋转轴整列部内的零件经滚
筒式卸料管退回到接头盒内。
(多摇动几次后使其退回到接头盒,一直摇动到滚筒内的零件没有为止。)
图 4.8 滚筒部的零件的退回
(c)确认旋转轴整列部位的零件全部退回到接头盒内以后,
合上遮挡器,以避免退回到接头盒内的零件再次被传送。
<轨道部位的零件的排出>
(d)松开用于固定附着在轨道前端的“轨道外罩 1”的 2 处螺钉,使外罩向上滑动,通过单侧的
固定螺钉临时固定,使外罩固定起来。事先准备好纸等,充分确认外罩上没有灰尘等异物以后,
从前端排出零件,排出时避免零件洒落。
轨道外罩 1
图 4.10 轨道部的零件排出
注意
除了固定螺钉(+)以外,其它螺钉绝对不可松开。因为可能会造成调整偏离、
零件无法正常传送或者零件从外罩部位掉落。
注意
排出轨道部位的零件时,请注意不要让零件进入装置内部。因为可能会造成
运转不良。如果零件进入了装置,请拆掉传送带外罩取出掉进去的零件。
顶出杆
滚筒
左右摇动使零部件按照
箭头方向退回。
接头盒闸板
图 4.9 接头盒遮挡器关闭
接头盒
固定螺钉
轨道外罩定位块偏心销
注:此销不能活动